


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
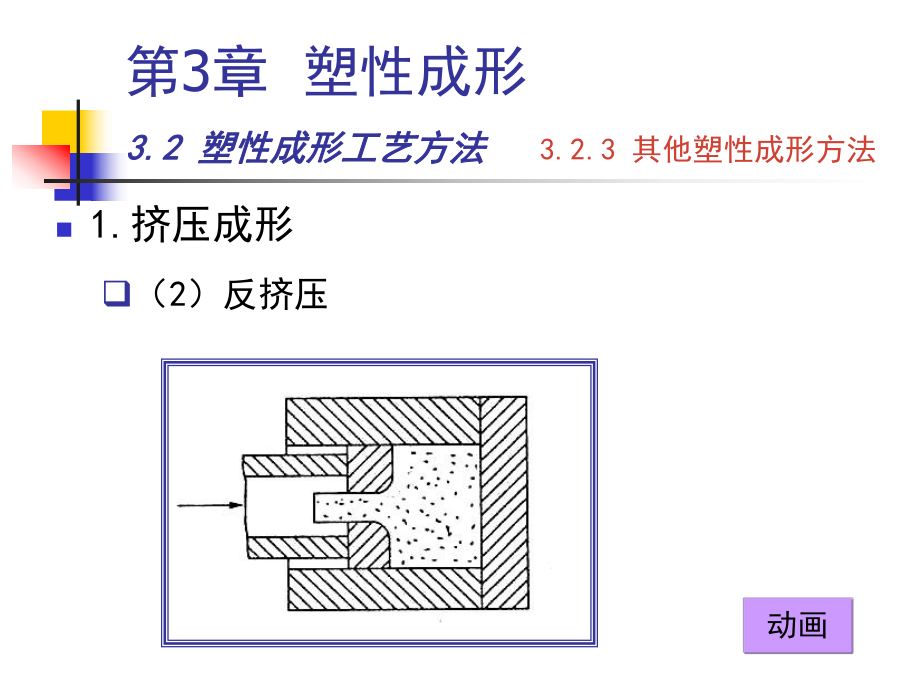
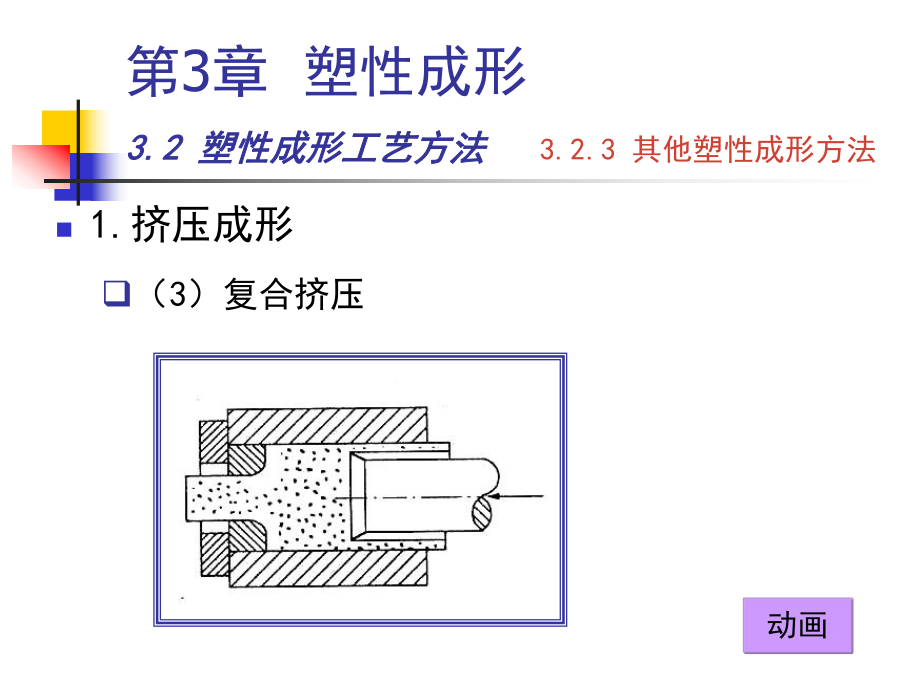
1、n1.挤压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法 挤压成形是使金属坯料在压力作用下从挤压模的模孔中挤出而获得零件或毛坯的加工方法 。n1.挤压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q(1)正挤压 动画n1.挤压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q(2)反挤压 动画n1.挤压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q(3)复合挤压 动画n1.挤压成形第3章
2、塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q(4)径向挤压 动画n1.挤压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q 静液挤压 动画n1.挤压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q 挤压成形工艺特点 v三向压应力,提高塑性;v可以挤压复杂、深孔、薄壁、异型断面的零件;v零件纤维组织连续分布;v材料利用率高,生产率高。 n2.轧制第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q (1)纵
3、轧 轧辊轴线与坯料轴线互相垂直。 辊锻轧制动画n2.轧制第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q (1)纵轧 辊锻轧制n2.轧制第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q (1)纵轧 辊锻轧制n2.轧制第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q (1)纵轧 辗环轧制动画n2.轧制第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q (2)横轧 轧辊轴线与坯料轴线互相平行。 动画n2.轧制第
4、3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q (3)斜轧 轧辊轴线与坯料轴线相交一定角度。 动画n2.轧制第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q (3)斜轧 n3.拉拔第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法将金属坯料拉过拉拔模的模孔,使其变形的塑性加工方法。 动画n3.拉拔第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法(1)线材拉拔 (2)棒料拉拔 (3)型材拉拔 (4)管材拉拔 动画
5、n4.超塑性成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法特定条件:v低的形变速率( );v一定的变形温度;v均匀的细晶粒度,晶粒平均直径0.25m。 s/101042. 超塑性是指金属或合金在特定条件下,延伸率超过100%以上的特性。动画n5.旋压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法 旋压成形是利用旋压机使坯料和模具以一定的速度共同旋转,并在旋轮的作用下使坯料在与旋轮接触的部位上产生局部变形,获得空心回转体零件的加工方法。 动画n5.旋压成形第3章 塑性成形3.2 3.2 塑性成
6、形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法工艺特点:局部连续变形,变形区小,成形力小,设备投资低;工装简单,工具费用低;可制造形状复杂零件、大型封头类零件;零件表面精度易保证,尺寸精度高。 n6.摆动辗压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法 摆动辗压是利用一个绕中心轴摆动的圆锥形模具对坯料局部加压的工艺方法 。n6.摆动辗压成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法q摆动辗压特点:v省力;v能够生产薄片类零件;v 产品质量高,省料。 n7.液态模锻第3章 塑性成形
7、3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法 液态模锻是将一定量的液态金属直接注入金属模膛,随后在压力的作用下,使处于熔融或半熔融状态的金属液发生流动并凝固成形,同时伴有少量塑性变形,从而获得毛坯或零件的加工方法。 n7.液态模锻第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法工艺流程:金属液和模具准备浇注合模施压开模取件动画n7.液态模锻第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法液态模锻工艺特点:v液态金属在压力下结晶、凝固;v在压力作用下产生塑性变形,尺寸精确
8、;v组织致密;v成形能力强。n8.高能率成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法 高能率成形是一种在极短时间内释放高能量使金属变形的成形方法。 (1)爆炸成形 动画特点:v模具简单;v简化设备;v提高变形能力;v 适于大型零件成形。n8.高能率成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法特点:v能量易于控制;v成形过程稳定;v操作方便;v生产率高。 (2)电液成形 动画n8.高能率成形第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法(3)
9、电磁成形 动画应用:v管坯胀形、缩颈;v管材缩口、翻边、压印、剪切;v管材装配、联接。 特点:v无需传压介质;v能量易于控制;v再现性强;v生产效率高;n9.充液拉深第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法 充液拉深是利用液体代替刚性凹模的作用所进行的拉深成形方法。 n9.充液拉深第3章 塑性成形3.2 3.2 塑性成形工艺方法塑性成形工艺方法 3.2.3 其他塑性成形方法特点:提高了传力区的承载能力;提高拉深件的成形极限,减小拉深次数;提高零件精度;设备相对复杂,生产率较低 n10.聚氨酯成形第3章 塑性成形3.2 3.2 塑性成形工艺方
10、法塑性成形工艺方法 3.2.3 其他塑性成形方法 聚氨酯成形是利用聚氨酯在受压时表现出的高粘性流体性质,将其作为凸模或凹模的板料成形方法。 聚氨酯冲裁聚氨酯弯曲n1.绘制锻件图第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计q(1)敷料敷料n1.绘制锻件图第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计q(1)敷料n1.绘制锻件图第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计q(2)锻件余量锻件余量第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计
11、 3.3.1 自由锻工艺设计n1.绘制锻件图第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计q(2)锻件余量第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计n1.绘制锻件图第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计q(3)锻件公差(310)(240)(680)( 190)280235012760121203( 110) 142+3-4( 130) 2304n1.绘制锻件图第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺
12、设计锻件图n2.坯料质量及尺寸计算 第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计q(1)坯料质量确定G坯料坯料=G锻件锻件+G烧损烧损+G料头料头第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计盘类件:镦粗(拔长、镦粗)、冲孔轴类件:拔长(镦粗、拔长)、切肩、锻台阶筒类件:镦粗(拔长、镦粗)、冲孔、心轴上拔长环类件:镦粗(拔长、镦粗)、冲孔、心轴上扩孔弯曲类件:拔长(镦粗、拔长)、弯曲曲轴类件:拔长(镦粗、拔长)、错移、锻台阶、扭转n3.选择锻造工序n4.确定锻造设备 第3章 塑性成形3.3 3.3 塑
13、性成形工艺设计塑性成形工艺设计 3.3.1 自由锻工艺设计 锻造设备的选择要考虑锻件的类型、材料、尺寸和质量,并兼顾车间现有的设备条件。 n1.分模面 第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.2 模锻工艺设计 要保证模锻件能从模膛中取出 上下两模沿分模面的模膛轮廓一致 能使模膛深度最浅 应使零件上所加的敷料最少 分模面为平面n2.余量、公差、敷料、冲孔连皮 余量:14mm 公差: 冲孔连皮:d25mm第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.2 模锻工艺设计n3.模锻斜度 第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形
14、工艺设计 3.3.2 模锻工艺设计n4.模锻圆角半径 第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.2 模锻工艺设计作用:v增大锻件强度;v金属易于充满模膛;v避免锻模内尖角处产生裂纹、外尖角处磨损;v提高锻模寿命。 第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.2 模锻工艺设计例例分模面aa第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.2 模锻工艺设计例例余 量第3章 塑性成形3.3 3.3 塑性成形工艺设计塑性成形工艺设计 3.3.2 模锻工艺设计例例模锻斜度第3章 塑性成形3.3 3.3 塑性成形工艺设计
15、塑性成形工艺设计 3.3.2 模锻工艺设计例例圆角第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.1 自由锻件设计 1.尽量避免锥体和斜面结构 不合理合理不合理合理第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.1 自由锻件设计 2.几何体交接处应避免空间曲线 不合理合理不合理合理第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.1 自由锻件设计 3.避免筋、凸台、工字形或其它非规则形状截面 不合理合理不合理合理第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.1
16、 自由锻件设计 4.化繁为简设计 不合理合理不合理合理第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.2 模锻件设计 1.应具有一个合理的分模面 2.与分模面垂直的表面应设计有模锻斜度第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.2 模锻件设计 3.外形力求简单、平直和对称 不合理合理第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.2 模锻件设计 4.应尽量避免窄沟、深槽和深孔、多孔结构第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.2 模锻件设计 5.形状
17、复杂的模锻件应采用锻焊结构 模锻件模锻件焊合件焊合件第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 1.冲压件的形状与尺寸 (1)落料和冲孔件的要求 应力求简单、对称,尽可能采用规则形状 第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 1.冲压件的形状与尺寸 (1)落料和冲孔件的要求 孔及其相关尺寸 第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 1.冲压件的形状与尺寸 (1)落料和冲孔件的要求 应用圆弧连接,避免尖角 冲压件排样 第3章 塑性成
18、形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 1.冲压件的形状与尺寸 (2)弯曲件的要求 应尽量对称,弯曲半径大于最小弯曲半径 平直部分H2S 第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 1.冲压件的形状与尺寸 (2)弯曲件的要求 弯曲带孔件时,避免孔的变形 第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 1.冲压件的形状与尺寸 (3)拉深件的要求 最小许可半径 第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 2.改进结构和简化改进 (1)采用冲焊结构 第3章 塑性成形3.4 3.4 塑性成形件的结构设计塑性成形件的结构设计 3.4.3 冲压件设计 2.改进结构和简化改进 (
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 中班防欺凌课件
- 新疆阿克苏市沙雅县二中2025年高三第二次诊断性检测化学试卷含解析
- 统编版语文五年级下册《语文园地六》精美课件
- 浙教版 2021-2022学年度八年级数学上册模拟测试卷
- 浙教版 2021-2022学年度八年级数学上册模拟测试卷
- 2025太原工业学院辅导员考试题库
- 2025泉州工艺美术职业学院辅导员考试题库
- 2025福建体育职业技术学院辅导员考试题库
- “白沙”杯价格法规知识竞赛题库
- “刑法”知识考试题库
- 供货调试验收方案
- 2024年江苏省盐城市中考物理真题
- 2025年山东省烟草专卖局公司招聘笔试参考题库含答案解析
- 《光电对抗原理与应用》课件第7章
- 2024版标本采集课件
- 自建房质量安全课件
- 沥青拌和站安全培训
- 江苏省事业单位综合知识和能力素质真题与答案解析
- 盐城内河港大丰港区沪丰粮油码头工程环评报告表
- 2024年全国《考评员》专业技能鉴定考试题库与答案
- 2022届上海市各区高考数学一模试卷(含详细解析)共11份 (学生版+解析版)
评论
0/150
提交评论