



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、S.B.SB37D DEFLECTOR B37D DEFLECTOR 宽宽度度 26.726.70.20.2尺寸超差尺寸超差科科伦伦斯斯8D8D回回复复峰成担当检讨承认科伦斯担当检讨承认突起改善对对策书书 (8D Report)问题问题点点DEFLECTOR DEFLECTOR 宽宽度度 26.726.70.20.2尺寸超差尺寸超差发发生生处处科科伦伦斯斯生生产处产处嘉善峰成三嘉善峰成三复复制作者制作者YAGNYAJUNYAGNYAJUN车种车种/ /机型机型B37DB37D品名品名/ /品品号号MEP 003 002 DMEP 003 002 D制作日期制作日期2016.03.152016.
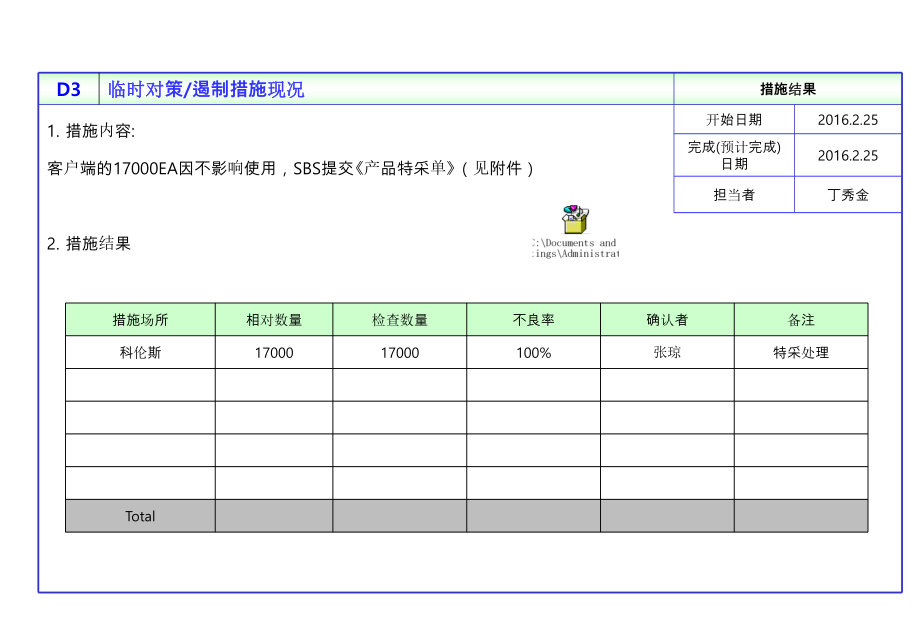
2、03.15D1部部门门组员组员业务业务分配分配部部门门组员组员业务业务分配分配1生产汪贵养原因分析4模具部陈传林原因分析2品质祝勇伟改善验证 对策树立5冲压组杨 伟原因分析3生技高立明原因分析 对策树立 改善进行6品质张 琼应急措施执行D2问题问题点定义义 / 现况现况 1. 发生日期 : 2016.2.27 2. 发生场所 :科伦斯 3. 发生数量 : 17000EA 4. 制造日期 / 相对数量 : 17000EA 5. 问题现象 :DEFLECTOR 26.70.2尺寸超差 实测26.9227.20OKN GD3临时对临时对策/遏制措施现况现况措施结结果1. 措施内容: 客户端的1700
3、0EA因不影响使用,SBS提交产品特采单(见附件)2. 措施结果开始日期2016.2.25完成(预计完成)日期2016.2.25担当者丁秀金措施场所相对数量检查数量不良率确认者备注科伦斯1700017000100%张琼特采处理TotalD4原因分析比例100%26.70.2尺寸偏大1 人3材料2 机器5方法4 环境人员是否受过培训?对产品要求是否清楚?是否会用测量仪器?是否测量过?有无看作业指导书?有无做自检?人员有无上岗资格?设备是否正常?是否按时点检?冲压模具不符合要求?模具零件松动?落料模具稳定性差?模具内有异物?模具间隙过大?原材料厚度是否合格?是否更换板材供应商?是否做过拉力测试?有
4、无尺寸报告?来料宽度尺寸是否检验?是否有分包商?是否有替换模具?是否按照包装要求操作?是否变更加工工序?成型是否变更加工方法?运输中是否变形?是否有保证规范?检查实际作业和控制计划是否一致? 拉力测试是否合格?过程无该项目检验项? D4原因分析比例1.产品加工工艺流程。100%来来料料检验检验落料落料除油除油检验检验压压字字成型成型冲弧度冲弧度包装包装D4原因分析比例1. 问题产生原因: 2.流出原因:因初中终物检查表中没有将该尺寸列入重点检验项。导致不符合品流入客户端。100%模具尺寸调整后导致产品26.700.2尺寸偏大D5改善对对策完成日期担当2016.3.10 2016.3.15杨培培
5、祝勇伟1:原先凹模宽度26.97,现已调整为26.60D5改善对对策完成日期担当2016.3.10 2016.3.15杨培培祝勇伟1:原先凹模宽度26.97,现已调整为26.602: 在初中终物检查表 将26.700.2列入重点检验项。D6改善对对策有效性确认认效果 (%)1:附件是我司对模具调整后,对产品的全尺寸检验报告,和CPK测试数据。2:连续跟踪3个月产品无异常,证明改善有效。第一批:2016.3.25 3000EA 无异常 第二批:第三批:100%有效性确认预定日期2016.3.15有效性确认日确认结果D7防止重复发复发生活动动及水平展开开日期担当1. 标准类制定/改正 2. 水平展开2016.2.25祝勇伟标准类修改与否修改完成(预计)日附件FMEA 修改 不需要管理计划书 修改 不需要作业标准 修改 不需要检查基准书 修改 不需要确认书 修改 不需要限度样本 修改 不需要车种名适用与否适用计划备注B37C DEFLECTOR OON47TU DEFLECTOR OON47C DEFLECTOROO1) 类似产品/车种2) 类似生产线线名适用与否适用计划备注B37C DEFLECTOR OON47TU DEFLECTOR OON47C DEFLECTOROOD8分享经验教训经验教训和传传播日期负责
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 河北民族师范学院《有机化学B(下)》2023-2024学年第二学期期末试卷
- 信阳师范大学《统计预测与决策(双语)》2023-2024学年第一学期期末试卷
- 西华大学《固体废物处理与资源化》2023-2024学年第二学期期末试卷
- 宁夏财经职业技术学院《非物质文化遗产》2023-2024学年第二学期期末试卷
- 西南科技大学《建筑工程招投标沙盘实训》2023-2024学年第二学期期末试卷
- 山东科技职业学院《宗教学》2023-2024学年第二学期期末试卷
- 上饶职业技术学院《会展项目策划》2023-2024学年第二学期期末试卷
- 绵阳城市学院《体育科学研究方法》2023-2024学年第二学期期末试卷
- 河南医学高等专科学校《高层建筑结构设计与施工》2023-2024学年第二学期期末试卷
- 消防验收合同年
- 2025年高考政治一轮复习知识清单选择性必修三 《逻辑与思维》重难点知识
- 【MOOC】空中机器人-浙江大学 中国大学慕课MOOC答案
- 国开2024年秋中国建筑史(本)终考任务答案
- 中华人民共和国农村集体经济组织法
- 新生儿败血症(共22张课件)
- 颂钵疗愈师培训
- DB5116T23-2024建设工程项目海绵城市专项设计规程
- 律师事务所律师事务所风险管理手册
- 2023中华护理学会团体标准-注射相关感染预防与控制
- 幼儿园小班班本课程果然有趣
- 专题01-比喻修辞(解析版)-中考语文现代文阅读考点+答题技巧模板之记叙文
评论
0/150
提交评论