



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
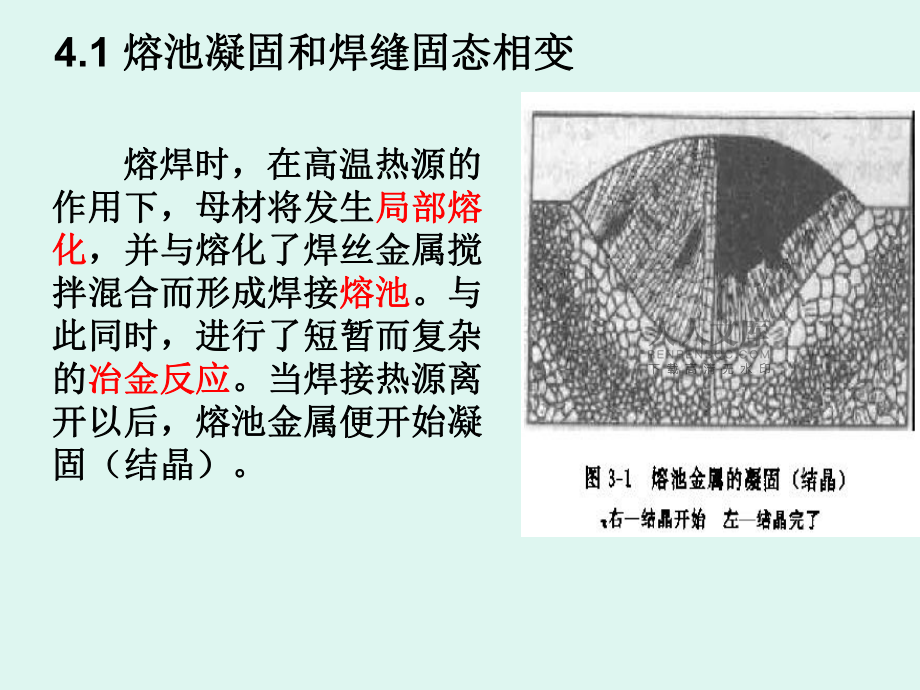
1、第四章第四章 焊接接头的组织与性焊接接头的组织与性能能 熔焊时,在高温热源的熔焊时,在高温热源的作用下,母材将发生作用下,母材将发生局部熔局部熔化化,并与熔化了焊丝金属搅,并与熔化了焊丝金属搅拌混合而形成焊接拌混合而形成焊接熔池熔池。与。与此同时,进行了短暂而复杂此同时,进行了短暂而复杂的的冶金反应冶金反应。当焊接热源离。当焊接热源离开以后,熔池金属便开始凝开以后,熔池金属便开始凝固(结晶)。固(结晶)。4.1 熔池凝固和焊缝固态相变熔池凝固和焊缝固态相变熔池凝固过程的研究目的熔池凝固过程的研究目的1) 熔池凝固过程对焊缝金属的组织、性能具有重要影响。熔池凝固过程对焊缝金属的组织、性能具有重要
2、影响。2) 焊接工程中,由于熔池中的焊接工程中,由于熔池中的冶金条件和冷却条件冶金条件和冷却条件不同,不同,可得到性能差异很大的组织。可得到性能差异很大的组织。3) 有许多有许多缺陷缺陷是在熔池凝固的过程中产生的,如是在熔池凝固的过程中产生的,如:气孔、气孔、夹杂、偏析和结晶裂纹夹杂、偏析和结晶裂纹等。等。4) 焊接过程是处于焊接过程是处于非平衡的热力学条件非平衡的热力学条件,熔池金属在凝,熔池金属在凝固过程中会产生许多固过程中会产生许多晶体缺陷晶体缺陷,如,如:点缺陷点缺陷(空位和间(空位和间隙原子)、隙原子)、线缺陷线缺陷(位错)和(位错)和面缺陷面缺陷(界面)。这些缺(界面)。这些缺陷的
3、严重影响焊缝金属性能。陷的严重影响焊缝金属性能。4.1.1 熔池凝固的特点熔池凝固的特点1) 熔池的凝固条件和特点熔池的凝固条件和特点a. 结晶过程:晶核生成和晶核长大结晶过程:晶核生成和晶核长大b. 熔池的体积小、冷却速度大熔池的体积小、冷却速度大熔池的体积最大只有熔池的体积最大只有30 cm3,重量不超过,重量不超过100 g。周围。周围冷金属包围冷金属包围冷速非常大,冷速非常大,4 100 /s。钢锭平均冷速。钢锭平均冷速(3 150) 10-4 /s。2)熔池中的金属处于过热状态)熔池中的金属处于过热状态 电弧焊条件下,电弧焊条件下,熔池温度熔池温度1770 100 ,熔滴,熔滴230
4、0 200 。钢锭不超过。钢锭不超过1550 。 3)熔池在运动状态下结晶)熔池在运动状态下结晶 4.1.2 熔池结晶的一般规律熔池结晶的一般规律 结晶结晶形核与长大过程。形核与长大过程。 在熔池状态下,结晶过程规律?焊缝金属结晶形态?在熔池状态下,结晶过程规律?焊缝金属结晶形态? 1)熔池中晶核的形成)熔池中晶核的形成 均匀形核与非均匀形核。过冷度,形核功。均匀形核与非均匀形核。过冷度,形核功。 焊接条件下,熔池中存在两种表面:焊接条件下,熔池中存在两种表面: a. 合金元素或杂质的合金元素或杂质的悬浮质点悬浮质点 b. 熔合区熔合区附近附近半熔化的金属界面晶粒表面半熔化的金属界面晶粒表面(
5、主要(主要的非自发形核表面)。的非自发形核表面)。 2) 熔池中的晶核长大熔池中的晶核长大 柱状晶生长的形态与焊接条件密切相关,如柱状晶生长的形态与焊接条件密切相关,如: : 焊接焊接线能量、焊缝位置、熔池搅拌与振动等。线能量、焊缝位置、熔池搅拌与振动等。 粗大的柱状晶粗大的柱状晶4.1.3 焊缝金属的化学成分不均匀性焊缝金属的化学成分不均匀性 冷速快,化学成分扩散不充分冷速快,化学成分扩散不充分偏析。偏析。 1 1)焊缝中的化学不均匀性)焊缝中的化学不均匀性 成分偏析成分偏析 显微偏析显微偏析 区域偏析区域偏析 层状偏析层状偏析 晶界、亚晶界、树枝晶之间晶界、亚晶界、树枝晶之间杂质等在焊缝中
6、心区域聚集杂质等在焊缝中心区域聚集 结晶过程的周期性变化结晶过程的周期性变化 层状偏析往往聚集有害元素,也易于形成缺陷,尤其层状偏析往往聚集有害元素,也易于形成缺陷,尤其是气孔是气孔力学性能不均匀,抗腐蚀性下降,断裂韧性降力学性能不均匀,抗腐蚀性下降,断裂韧性降低等。低等。 2 2)熔合区的化学不均匀性)熔合区的化学不均匀性 整个焊接接头的最为薄弱环节。易出现缺陷,如:裂纹。整个焊接接头的最为薄弱环节。易出现缺陷,如:裂纹。 A 熔合区的形成熔合区的形成 半熔化过渡状态、热传播不均匀、晶粒的传热方向不同。半熔化过渡状态、热传播不均匀、晶粒的传热方向不同。 B B 熔合区宽度熔合区宽度 材料的液
7、材料的液固温度范围、被焊材料自身的热物固温度范围、被焊材料自身的热物理性质和组织状态:理性质和组织状态: YTTTASL被焊金属的固相线温度被焊金属的固相线温度温度梯度温度梯度被焊金属的液相线温度被焊金属的液相线温度 低合金钢低合金钢熔合区附近的温度梯度约为熔合区附近的温度梯度约为30080/mm,液固相线温度差约,液固相线温度差约40 ,因此,一般电弧焊条件下,因此,一般电弧焊条件下,熔合区宽度为:熔合区宽度为:A=40/(30080)=0.1330.50 mm 奥氏体钢奥氏体钢电弧焊:电弧焊:A=0.060.12 mm 熔合区的宽度对焊缝性能影响很大。熔合区的宽度对焊缝性能影响很大。由于焊
8、接工艺的由于焊接工艺的因素,当熔合区宽度大时,焊缝的整体性能下降。如:因素,当熔合区宽度大时,焊缝的整体性能下降。如:奥氏体不锈钢的熔合区宽度在奥氏体不锈钢的熔合区宽度在0.1 mm时,对不锈钢焊接时,对不锈钢焊接接头的抗腐蚀性影响不大;当该宽度较大,达到接近接头的抗腐蚀性影响不大;当该宽度较大,达到接近1 mm时,则焊接接头的耐蚀性显著下降,甚至出现裂纹时,则焊接接头的耐蚀性显著下降,甚至出现裂纹。 C 熔合区的成分分布熔合区的成分分布 成分严重不均匀成分严重不均匀性能下降性能下降 熔合区固熔合区固- -液界面附近元素(溶质)的浓度分布液界面附近元素(溶质)的浓度分布决定于该元素在固、液相中
9、的扩散系数和分配系数。决定于该元素在固、液相中的扩散系数和分配系数。 异种钢焊接时,特别注意这一问题。很多焊接异种钢焊接时,特别注意这一问题。很多焊接接头的早期失效与此有关。接头的早期失效与此有关。问题:分析焊缝和熔合区的化学不均匀性问题:分析焊缝和熔合区的化学不均匀性, 为为什么会形成这种不均匀性什么会形成这种不均匀性? 1、从冷态开始到加热熔化,形成熔池的温度可达、从冷态开始到加热熔化,形成熔池的温度可达2000 以上,母材又是冷态金属,两者温差巨大。并且随以上,母材又是冷态金属,两者温差巨大。并且随热源的移动局部受热区也在不断移动,造成组织转变热源的移动局部受热区也在不断移动,造成组织转
10、变差异和整个接头组织不均匀。差异和整个接头组织不均匀。 2、焊接熔池体积小,焊缝金属从熔化到凝固只有几秒、焊接熔池体积小,焊缝金属从熔化到凝固只有几秒钟时间。在如此短时间内,冶金反应是不平衡的,使钟时间。在如此短时间内,冶金反应是不平衡的,使焊缝金属的成分分布不均匀,有时区域偏析很大。焊缝金属的成分分布不均匀,有时区域偏析很大。 3、焊接过程中温度高,液体金属蒸发,化学元素烧损,、焊接过程中温度高,液体金属蒸发,化学元素烧损,有些元素在焊缝金属和母材金属之间相互扩散,近缝有些元素在焊缝金属和母材金属之间相互扩散,近缝区各段所处的温度不同,冷却后焊接区的显微组织差区各段所处的温度不同,冷却后焊接
11、区的显微组织差别极大。别极大。 4.2 焊缝固态相变焊缝固态相变 4.2.1 低碳钢焊缝的固态相变低碳钢焊缝的固态相变 含含C量低量低铁素体铁素体F+珠光体珠光体P。特点:组织粗大,特点:组织粗大,过热时过热时铁素体中有粗大魏氏组织铁素体中有粗大魏氏组织一次结晶组织:粗大柱状晶一次结晶组织:粗大柱状晶改善措施改善措施1) 多层焊:焊缝获得细小和少量珠光体多层焊:焊缝获得细小和少量珠光体(P),使柱状晶组织,使柱状晶组织破坏。破坏。2 ) 焊后热处理:加热焊后热处理:加热A3, 柱状晶消失。柱状晶消失。3) 冷却速度:冷却速度冷却速度:冷却速度,硬度,硬度。低碳钢焊缝的固态相变组织低碳钢焊缝的固
12、态相变组织1)铁素体)铁素体铁素体形态不同铁素体形态不同a 先共析铁素体先共析铁素体 Pro eutectoid Ferrite (PF) 晶界铁素体晶界铁素体Grain Boundary Ferrite (GBF)b 侧板条铁素体侧板条铁素体 Ferrite Side Plate (FSP)c 针状铁素体针状铁素体 Acicular Ferrite (AF)d 细晶铁素体细晶铁素体 Fine Grain Ferrite (FGF)a 晶界铁素体晶界铁素体(GBF) (先共析铁素体先共析铁素体PF) 先共析铁素体先共析铁素体(PF)是沿原奥氏体晶界析出的铁是沿原奥氏体晶界析出的铁素体。先共析铁
13、素体也称素体。先共析铁素体也称晶界铁素体晶界铁素体。沿晶界。沿晶界呈长条呈长条状扩展状扩展和和以多边形形状互相连结沿晶界分布以多边形形状互相连结沿晶界分布。 在高温区发生在高温区发生,相变时优先形成,因,相变时优先形成,因晶界能量较晶界能量较高高而易于形成新相核心。而易于形成新相核心。先共析铁素体的位错密度较先共析铁素体的位错密度较低。低。b 侧板条铁素体(侧板条铁素体(FSP)生成于生成于500-700 。 是由晶界向晶内扩展的板条状或锯齿状铁素体,实是由晶界向晶内扩展的板条状或锯齿状铁素体,实质是质是魏氏组织魏氏组织。其长宽比在。其长宽比在20:1以上。侧板条铁素体在以上。侧板条铁素体在低
14、合金钢焊缝中不一定总是存在,但出现的机会比母材低合金钢焊缝中不一定总是存在,但出现的机会比母材多。多。 当当先共析铁素体和侧板条铁素体先共析铁素体和侧板条铁素体长大时,其长大时,其界面界面上上一侧的碳浓度增加,极为接近共析成分,故一侧的碳浓度增加,极为接近共析成分,故易分解易分解为为珠光体珠光体而出现于侧板条铁素体的间隙之中。侧板条铁而出现于侧板条铁素体的间隙之中。侧板条铁素体晶内位错密度大致和先共析块素体相当或稍高一些素体晶内位错密度大致和先共析块素体相当或稍高一些。侧板条铁素体侧板条铁素体 Ferrite Side Plate (FSP)c 针状铁素体(针状铁素体(AF) 出现于出现于原奥
15、氏体晶内原奥氏体晶内的有方向性的的有方向性的细小细小铁素体。宽铁素体。宽约约2m左右,长宽比多在左右,长宽比多在3:1 至至10:1的范围内。针状的范围内。针状铁素体可能是以铁素体可能是以氧化物或氮化物氧化物或氮化物(如:如:TiO或或TiN)为基点为基点,呈放射状生长,相邻,呈放射状生长,相邻AF间的方位差为大倾角,其间隙间的方位差为大倾角,其间隙存在有存在有渗碳体或马氏体渗碳体或马氏体,多半是,多半是MA组元,决定于合组元,决定于合金化程度。针状铁素体晶内金化程度。针状铁素体晶内位错密度较高位错密度较高,为先共析铁,为先共析铁素体的素体的2倍左右。位错之间互相缠结,分布不均匀,但又倍左右。
16、位错之间互相缠结,分布不均匀,但又不同于经受剧烈塑性形变后出现的位错形态。不同于经受剧烈塑性形变后出现的位错形态。d 细晶铁素体细晶铁素体(FGF) (贝氏体铁素体贝氏体铁素体) 生成于生成于450以下。板条间为小倾角,板条内的以下。板条间为小倾角,板条内的位错位错密度很高密度很高。用不同强度级别焊条所焊接焊缝用不同强度级别焊条所焊接焊缝J507焊条焊条: 焊缝中有焊缝中有FSP,其间存在珠光体,未见,其间存在珠光体,未见MA;J707焊条焊条: 焊缝中是块状焊缝中是块状MA组元;组元;J807焊条焊条: 焊缝中已无焊缝中已无PF,MA组元呈颗粒状;组元呈颗粒状;J907焊条焊条: 焊缝中因合
17、金化程度提高焊缝中因合金化程度提高, 出现出现板条状马氏体板条状马氏体,部分部分MA组元由颗粒状变成条状。组元由颗粒状变成条状。针状铁素体针状铁素体 Acicular Ferrite (AF)FGF+PP+F粒粒P+AF2) 珠光体珠光体 没有什么变化。没有什么变化。3) 贝氏体贝氏体 对焊缝性能影响很复杂。对焊缝性能影响很复杂。粒贝粒贝羽状羽状Bu+板板M板条板条M与与MAM+MA4) 马氏体马氏体 有淬硬倾向的钢,焊后冷却时可能形成马氏体。有淬硬倾向的钢,焊后冷却时可能形成马氏体。冷裂纹形成概率增大冷裂纹形成概率增大 4.3 焊缝性能的控制焊缝性能的控制 4.3.1 焊缝金属的固溶强化和变
18、质处理焊缝金属的固溶强化和变质处理 合金元素的作用复杂。结合具体的合金元素的作用复杂。结合具体的钢种、焊接方法钢种、焊接方法和焊接工艺规范和焊接工艺规范具体分析。具体分析。 微合金化,微合金化,Mo、V、Ti、Nb、B、Zr、Al和稀土,细和稀土,细化晶粒化晶粒强韧性提高。强韧性提高。 1)Mn和和Si对焊缝性能的影响对焊缝性能的影响 低碳钢和低合金钢低碳钢和低合金钢焊缝中不可缺少的元素;焊缝中不可缺少的元素; 焊缝金属充分焊缝金属充分脱氧脱氧; 提高焊缝的提高焊缝的抗拉强度(固溶强化)抗拉强度(固溶强化)。 w(Mn)=0.8%1.0%时,焊缝冲击吸收功最高时,焊缝冲击吸收功最高 焊缝中焊缝
19、中w(Mn) 0.8%,w(Si) 0.10%,组织为,组织为粗大的粗大的先共析铁素体(先共析铁素体(PF)。 焊缝中焊缝中w w (Mn) 1.0%,w(Si) 0.10%,组织为,组织为粗大的粗大的侧板条铁素体(侧板条铁素体(FSP)。 w(Mn)=0.81.0%,w(Si) =0.100.25%,组,组织为织为细晶铁素体(细晶铁素体(FGF)和针状铁素体()和针状铁素体(AF),韧性最好(韧性最好(-20, AKV 100J)。)。 加入加入细化晶粒细化晶粒的合金元素,进一步改善组织,的合金元素,进一步改善组织,提高焊缝韧性。提高焊缝韧性。 2)Nb和和V对焊缝韧性的影响对焊缝韧性的影响
20、 适量的适量的Nb和和V可以提高焊缝冲击韧性。改善组织,可以提高焊缝冲击韧性。改善组织,得到得到细小的细小的AF。 w(Nb)=0.030.04%,w(V) =0.050.10%时,焊缝时,焊缝韧性良好。韧性良好。 形成难熔氮化物(形成难熔氮化物(NbN、VN),固定焊缝中的),固定焊缝中的N,韧性提高。韧性提高。 恰当的焊后热处理。强烈共格恰当的焊后热处理。强烈共格沉淀强化作用沉淀强化作用,强度大,强度大幅度提高,韧性下降。幅度提高,韧性下降。 3)Ti、B对焊缝韧性的影响对焊缝韧性的影响 大幅度提高焊缝韧性。大幅度提高焊缝韧性。 a. TiO 亲和力很大,亲和力很大,TiO微小颗粒弥散分布,细化晶粒。微小颗粒弥散分布,细化晶粒。 b. 最佳含量最佳含量焊缝化学成分:焊缝化学成分:w(C)=0.110.14%,w(Si)=0.200.35%,w(Mn)=1.21.5%,w(O)=0.02
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- DB45T 2634.3-2023 道路运输车辆主动安全智能防控系统设计 第3部分:通讯协议要求
- 2025法考必背考点【民法】商品房买卖合同
- 钢筋混凝土盖板涵台背回填首件工程施工方案
- 汉语言文学毕业实习报告
- 酒店顶岗实习报告2000字
- 教师线上工作总结汇报
- 欢度六一的四年级作文5篇
- 2024少儿美术作品展览合作合同范本3篇
- 学习教育心得体会
- 阅读《傅雷家书》心得体会参考文本
- 国家开放大学电大《小学语文教学研究》形考任务3-4试题及答案
- 孤独症abc量表孤独症儿童行为量表ABC量表
- 国企纪检监察培训课件
- 宫腔镜可行性报告
- 预付式消费监管服务平台建设方案
- 2024年应急管理部宣传教育中心招考聘用笔试历年难、易错考点试题后附答案带解析
- 《疯狂动物城》全本台词中英文对照
- 第三小学花样跳绳校本教材(一至六年级通用)
- 手持电动工具操作规程
- 《美容皮肤学》考试复习题库(含答案)
- 七年级数学德育渗透工作总结
评论
0/150
提交评论