


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
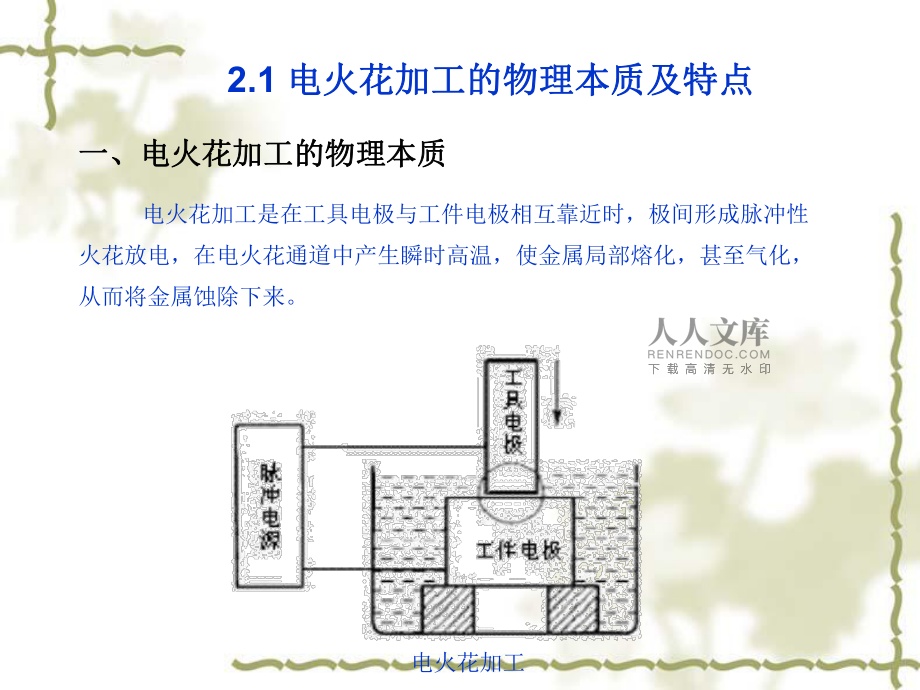
1、第二章第二章电火花加工的基本原理及设备电火花加工的基本原理及设备2.1 电火花加工的物理本质及特点电火花加工的物理本质及特点一、电火花加工的物理本质一、电火花加工的物理本质 电火花加工是在工具电极与工件电极相互靠近时,极间形成脉冲性火花放电,在电火花通道中产生瞬时高温,使金属局部熔化,甚至气化,从而将金属蚀除下来。 电火花加工两金属表面的材料是如何蚀除的呢?两金属表面的材料是如何蚀除的呢?u 极间介质的电离、击穿,形成放电通道u 电极材料的熔化,气化热膨胀u 电极材料的抛出u 极间介质的消电离 电火花加工是大量的微小放电痕迹逐渐积累而成的去除金属的加工方式二、电火花加工、电火花线切割的特点二、
2、电火花加工、电火花线切割的特点1. 共同特点共同特点1二者加工原理相同,都是通过电火花放电产生二者加工原理相同,都是通过电火花放电产生 的热来溶解去除金属的,加工材料的难易与材料的热来溶解去除金属的,加工材料的难易与材料的硬度无关,不存在显著的机械力的硬度无关,不存在显著的机械力2二者的加工机理、生产率、表面粗糙度等工艺规律基本相似,可以加工硬质合金等一切导电材料3最小角部半径有限制最小角部半径有限制,电火花加工中最小角部半电火花加工中最小角部半径为加工间隙,线切割加工中最小角部半径为电极径为加工间隙,线切割加工中最小角部半径为电极丝半径加上加工间隙。丝半径加上加工间隙。2. 不同特点不同特点
3、1从加工原理上看从加工原理上看电火花加工是将电极形状复制到工件上的一种工艺方法电火花加工是将电极形状复制到工件上的一种工艺方法 通通孔、盲孔孔、盲孔 线切割:切割成型的一种工艺方法线切割:切割成型的一种工艺方法2从产品形状角度看:电火花加工必须先用数控等方法从产品形状角度看:电火花加工必须先用数控等方法加工出与产品形状相似的电极,线切割加工中产品的形加工出与产品形状相似的电极,线切割加工中产品的形状是通过工作台按给定的控制程序移动而合成的,只对状是通过工作台按给定的控制程序移动而合成的,只对工件进行轮廓图形加工。工件进行轮廓图形加工。4从电极损耗角度看从电极损耗角度看3从电极角度看从电极角度看
4、电火花加工一般用碳、石墨做电极;电火花加工一般用碳、石墨做电极;电火花线切割用铜丝和钼丝做电极电火花线切割用铜丝和钼丝做电极电火花加工中电极易损耗,通常采用多个电极加工电火花加工中电极易损耗,通常采用多个电极加工线切割中电极丝是移动的,使用新的电极丝不断的替换线切割中电极丝是移动的,使用新的电极丝不断的替换旧的电极丝旧的电极丝5从应用的角度看从应用的角度看电火花可以加工通孔、盲孔、特别适用于加工形状复杂电火花可以加工通孔、盲孔、特别适用于加工形状复杂的塑料模具等零件的型腔,以及刻字、花纹等的塑料模具等零件的型腔,以及刻字、花纹等线切割加工只能加工通孔、能方便加工出小孔,形状线切割加工只能加工通
5、孔、能方便加工出小孔,形状复杂的窄缝以及形状复杂的零件复杂的窄缝以及形状复杂的零件电火花加工产品电火花加工产品 线切割加工产品线切割加工产品2.2 电火花加工机床简介电火花加工机床简介一、机床型号、规格、分类一、机床型号、规格、分类中国:电火花成型机床均用中国:电火花成型机床均用D71加上机床工作台面的宽度加上机床工作台面的宽度的的1/10表示表示 例:例:D7132 DK7165国外:日本沙迪克国外:日本沙迪克sodickA3R A10R 瑞士夏米尔瑞士夏米尔charmilles) ROBOFORM20/35 台湾台湾JM322、430 北京阿奇工业公司的北京阿奇工业公司的SF100 D表示
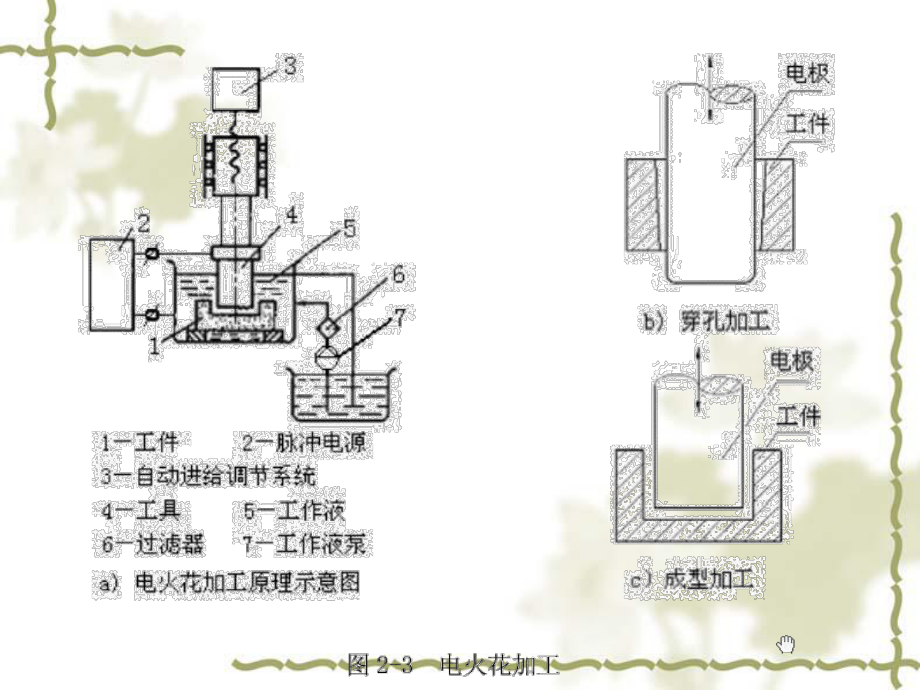
6、电加工成型机床;表示电加工成型机床;DK表示数控电加工机床;表示数控电加工机床;71表表示电火花成型机床;示电火花成型机床;32表示工作台的宽度为表示工作台的宽度为320mm分类:分类:大小大小小型小型 D7125以下以下中型中型 D7125D7163大型大型 D7163以上以上按数控程度分按数控程度分非数控非数控单轴数控单轴数控三轴数控三轴数控电火花机床原理图电火花机床原理图二、电火花加工机床结构二、电火花加工机床结构机床本体机床本体脉冲电源脉冲电源自动进给调节系统自动进给调节系统工作液过滤工作液过滤循环系统循环系统数控系统数控系统 电火花机床(一)、机床本体:(一)、机床本体:组成:组成:
7、 床身、立柱、主轴头及附件、工作台等部分床身、立柱、主轴头及附件、工作台等部分作用:实现工件和工具电极的装夹固定和运动的机械系统作用:实现工件和工具电极的装夹固定和运动的机械系统平动头:解决修光侧壁和提高尺寸精度平动头:解决修光侧壁和提高尺寸精度平动头扩大间隙原理图平动头扩大间隙原理图采用平动头电火花加工的特点:采用平动头电火花加工的特点:1调整电极的作用尺寸,尺寸加工不再受放电间隙的限调整电极的作用尺寸,尺寸加工不再受放电间隙的限制制2采用一个电极就能由粗至精直接加工出一幅型腔采用一个电极就能由粗至精直接加工出一幅型腔3工具和电极同时放电的区域减小,有利于电蚀产物的排工具和电极同时放电的区域
8、减小,有利于电蚀产物的排除,提高加工的稳定性除,提高加工的稳定性4提高了加工表面的粗糙度,特别是底平面提高了加工表面的粗糙度,特别是底平面(二)、(二)、 脉冲电源:脉冲电源:作用:把正弦交流电流转变成频率较高的单向脉冲电流作用:把正弦交流电流转变成频率较高的单向脉冲电流向工件和工具电极间加工间隙提供所需的放电能量以蚀向工件和工具电极间加工间隙提供所需的放电能量以蚀除金属。除金属。脉冲电源的输入脉冲电源的输入380V、50Hz的交流电,的交流电,其输出应满足如下要求:其输出应满足如下要求:1要有一定的脉冲放电能量,否则不能使工件气化要有一定的脉冲放电能量,否则不能使工件气化2火花放电必须是短时
9、间的脉冲放电,这样使放电产生火花放电必须是短时间的脉冲放电,这样使放电产生的热量来不及扩散到其他部位,提高成形性和加工精度。的热量来不及扩散到其他部位,提高成形性和加工精度。3脉冲波形是单向的脉冲波形是单向的4脉冲波形的主要参数峰值电流、脉冲宽度、脉冲间脉冲波形的主要参数峰值电流、脉冲宽度、脉冲间隙有较宽的调节范围,以满足粗、中、精加工的要求隙有较宽的调节范围,以满足粗、中、精加工的要求5有适当的脉冲间隔时间,使放电介质有足够的时间消有适当的脉冲间隔时间,使放电介质有足够的时间消除电离并冲去金属颗粒,以免引起电弧而烧伤工件除电离并冲去金属颗粒,以免引起电弧而烧伤工件脉冲电源的种类:脉冲电源的种
10、类:1.张弛式脉冲电源张弛式脉冲电源2.闸流管脉冲电源闸流管脉冲电源3.晶体管脉冲电源晶体管脉冲电源(三)、自动进给调节系统(三)、自动进给调节系统包括伺服进给系统和参数控制系统包括伺服进给系统和参数控制系统伺服进给系统:控制放电间隙伺服进给系统:控制放电间隙要求:要求:(1有较广的速度调节跟踪范围有较广的速度调节跟踪范围(2有足够的灵敏度和快速性有足够的灵敏度和快速性(3有较高的稳定性和抗干扰能力有较高的稳定性和抗干扰能力电液压式伺服进给系统电液压式伺服进给系统(四工作液过滤和循环系统(四工作液过滤和循环系统工作液循环系统油路图工作液循环系统油路图 2.3 电火花线切割机床简介电火花线切割机
11、床简介一、机床分类、型号:一、机床分类、型号:按走丝速度分:快速走丝线切割机、慢速走丝线切割机按走丝速度分:快速走丝线切割机、慢速走丝线切割机1快速走丝线切割机快速走丝线切割机走丝速度为走丝速度为810m/s,电极丝能够双向往返运行,重,电极丝能够双向往返运行,重复使用,直到断丝。钼丝直径复使用,直到断丝。钼丝直径0.10.3mm ,窄缝切割直窄缝切割直径径0.06 mm,加工精度为:,加工精度为:0.010.02mm,表面粗糙,表面粗糙度为度为1.252.5um2慢速走丝线切割机床慢速走丝线切割机床走丝速度低于走丝速度低于0.2m/s。采用黄铜丝,铜丝直径为。采用黄铜丝,铜丝直径为0.10.35mm,电极丝从一个方向通过加工直径,不能,电极
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 德高手机管理办法
- 果园工作管理办法
- 律师证券管理办法
- 2024年四川省岳池县急诊医学(副高)考试题含答案
- 月度抽考管理办法
- 投标战略管理办法
- 开证额度管理办法
- 户外厨房管理办法
- 扬尘管理办法河北
- 新疆特殊管理办法
- 《新药审批流程解析》课件
- 诊断与评估课件 第三章 特殊儿童的评估取向与范围学习资料
- 高级碳排放监测员理论考试复习题库(含答案)
- 屠宰场建设实施方案
- 空调安装维修安全生产培训
- 2025年德邦快递运输合同模板
- 2025 小学音乐新课程标准(2022 版)试题及答案
- YY/T 1926.2-2024脊柱植入器械临床前力学性能评价和特殊要求第2部分:椎间融合器
- 2024-2025学年云南省曲靖市七年级(上)期末英语试卷(含答案)
- DB33T 1157-2019 城市地下综合管廊运行维护技术规范
- 学校搬迁购置设备及体育器材采购 投标方案(技术标)
评论
0/150
提交评论