



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、机械制造技术基础(试题 1)班级姓名学号成绩一、填空选择题(30分)1刀具后角是指2衡量切削变形的方法有 提高时,切削变形(增加、减少)。两种,当切削速度3.精车铸铁时应选用( YG3、YT10、YG8);粗车钢时,应选用( YT5、YG6、YT30)4.当进给量增加时,切削力(增加、减少),切削温度(增加、减少)。5.粗磨时,应选择(软、硬)砂轮,精磨时应选择(紧密、疏松)组织砂轮。6合理的刀具耐用度包括两种。7.转位车刀的切削性能比焊接车刀(好,差),粗加工孔时,应选择(拉刀、麻花钻)刀具。&机床型号由(车床、钻床)。按一定规律排列组成,其中符号C代表9.滚斜齿与滚直齿的区别在于多
2、了一条(范成运动、附加运动)传动链。滚齿时,刀具与 工件之间的相对运动称(成形运动、辅助运动)。10.进行精加工时,应选择(水溶液,切削油),为改善切削加工性,对高碳钢材料应进行(退火,淬火)处理。11定位基准与工序基准不一致引起的定位误差称(基准不重合、基准位置)误差,工件以 平面定位时,可以不考虑(基准不重合、基准位置)误差。Cp应不低于(二级、三机构,动作最快的是12机床制造误差是属于(系统、随机)误差,一般工艺能力系数 级)O13在常用三种夹紧机构中,增力特性最好的是 机构。14. 一个浮动支承可以消除(0、1、2)个自由度,一个长的 v型块可消除(3, 4, 5)个自 由度。15.工
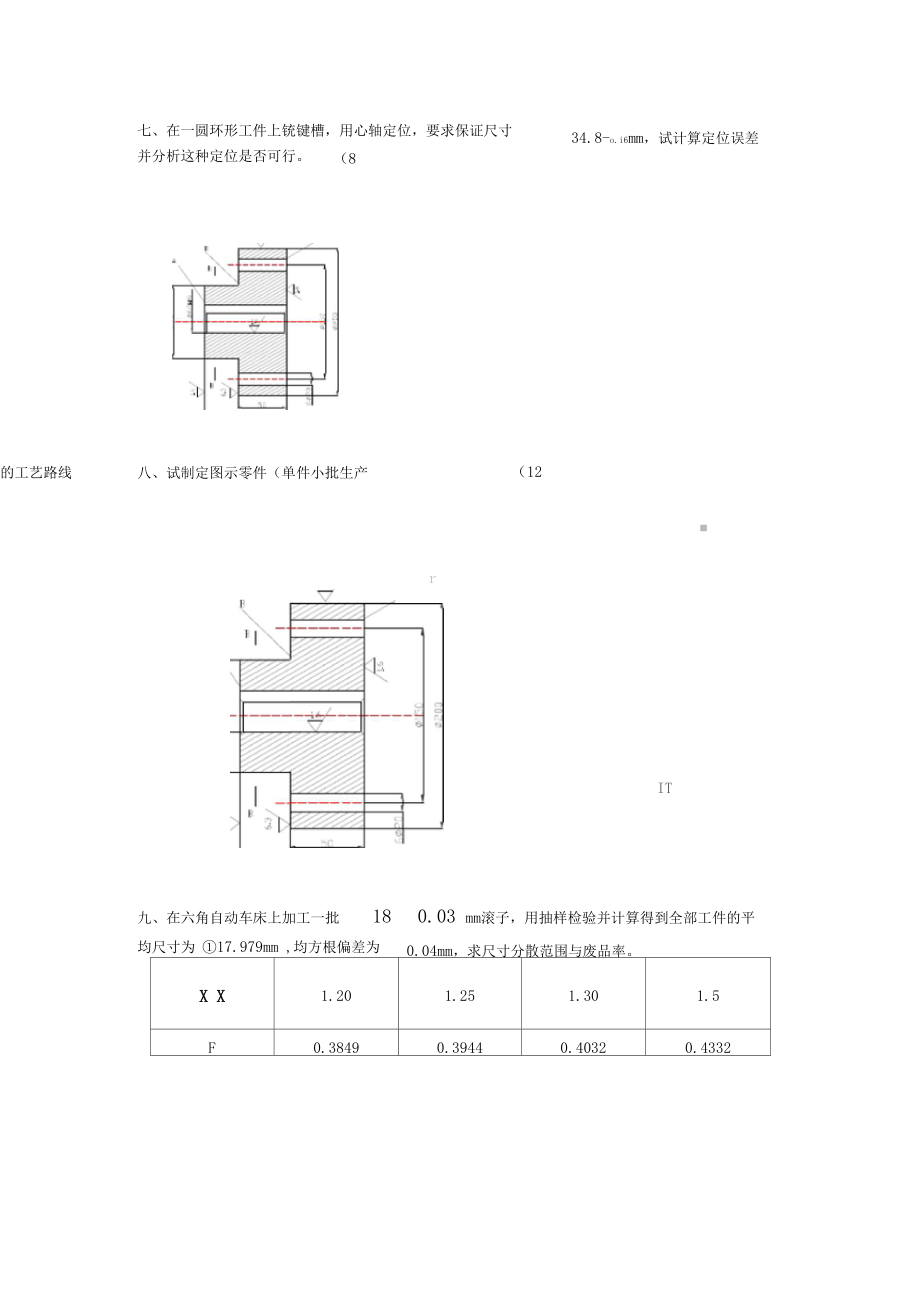
3、艺过程是指二、外圆车刀切削部分结构由哪些部分组成?绘图表示外圆车刀的六个基本角度。(8 分)三、简述切削变形的变化规律,积屑瘤对变形有什么影响?(8 分)四、CA6140车床主传动系统如下所示,试列出正向转动时主传动路线及计算出最高转速与 最低转速。(8分)五、什么叫刚度?机床刚度曲线有什么特点? (8分)六、加工下述零件,以 B面定位,加工表面 A,保证尺寸1o+0.2mm,试画出尺寸链并求出 工序尺寸L及公差。(8分)七、在一圆环形工件上铳键槽,用心轴定位,要求保证尺寸 并分析这种定位是否可行。(8 分)八、试制定图示零件(单件小批生产)的工艺路线。(12 分)34.8-o.i6mm,试计
4、算定位误差vrIT;九、在六角自动车床上加工一批180.03 mm滚子,用抽样检验并计算得到全部工件的平X X1.201.251.301.5F0.38490.39440.40320.4332均尺寸为 17.979mm ,均方根偏差为0.04mm,求尺寸分散范围与废品率。试题1参考答案1.4.&后刀面与切削平面间的夹角。2.变形系数与滑移系数,增加,增加5.软,紧密6.TC, Tp字母,数字,车床9.附加运动,成型运动11.基准不重合,基准位置12.系统,二级14. 1 , 4使之成为合格零件的过程。3.YG3 , YT57.好,麻花钻10.切削油,退火13.螺旋,圆偏心减少15.用机械
5、加工方法直接改变原材料或毛坯的形状、尺寸和性能,外圆车刀的切削部分结构由前刀面、后刀面、付后刀面、主切削刃、付切削刃与刀尖组成。六个基本角度是:ro、a 0、kr、kr'入s、a o'变形规律:ro t,A h J; Vc t,Ahj; f t , A hj ; HB t , A hj积屑瘤高度Hbt ,引起刀具前角增加,四.最高转速约1400r/min,最低转速约10r/min五.刚度是指切削力在加工表面法向分力, 机床刚度曲线特点:刚度曲线不是直线; 到起点。Fr与法向的变形丫的比值。加载与卸载曲线不重合; 载荷去除后,变形恢复不八.0L= 22 0.1mm七.定=0.02
6、2mm,定位装置可行。八.工序1:粗车各外圆、端面、60圆孔;精车 200外圆与端面,精镗 60孔;精车96外圆、端面B与端面C (车床)2:插槽(插床)3:钻6 20孔(钻床)工序工序工序4:去毛刺(钳工台)九.尺寸分散范围:17.859 18.099mm废品率: 17.3%机械制造技术基础(试题 2)班级姓名学号成绩一、填空选择题(30分)1工序是指2.剪切角增大,表明切削变形(增大,减少);当切削速度提高时,切削变形(增大,减少)O3 当高速切削时,宜选用(高速钢,硬质合金)刀具;粗车钢时,应选用(YT30)OYT5、YG6、4. CA6140车床可加工等四种螺纹。5不经修配与调整即能达
7、到装配精度的方法称为(互换法、选配法)6.当主偏角增大时,刀具耐用度(增加,减少),当切削温度提高时, 耐用度(增加、减少)。7在四种车刀中,转位车刀的切削性能(最好,最差);粗磨时应选择(硬,软)砂轮。&机床的基本参数包括9.滚齿时,刀具与工件之间的相对运动称(成形运动、辅助运动) 在于多了一条(范成运动、附加运动)传动链。滚斜齿与滚直齿的区别10衡量已加工表面质量的指标有11定位基准面和定位元件制造误差引起的定位误差称(基准不重合、基准位置)误差,工 件以平面定位时,可以不考虑(基准不重合、基准位置)误差。12测量误差是属于(系统、随机)误差,对误差影响最大的方向称方向。13.夹紧
8、力的方向应与切削力方向(相同,相反),夹紧力的作用点应该(靠近,远离)工件加工表面。14辅助支承可以消除(0、1、2)个自由度,限制同一自由度的定位称(完全定位、过定 位) O15磨削加工时,应选择(乳化液,切削油),为改善切削加工性,对不锈钢进行(退火,淬火)处理。8 分)二、端面车刀的切削部分的结构由哪些部分组成?绘图表示表示端面车刀的六个基本角度。 (8分)三、金属切削过程的本质是什么?如何减少金属切削变形?(四、列出切削英制螺纹的运动方程式, 比。(8分)并写出CA6140车床进给箱中增倍变速组的四种传动五、加工下述零件,要求保证孔的尺寸B = 30*0.2,试画出尺寸链,并求工序尺寸
9、L。( 8 分)-/X = 11.974,均0.016(8 分)六、磨一批d =1 2 0.043mm销轴,工牛尺寸呈正态分布,工牛的平均尺寸X X1.002.002.503.00F0.34130.47720.49380.4987(8 分)方根偏差(7= 0.005,请分析改工序的加工质量。如何加以改进。七、滚斜齿时需要多少种运动?列出每条运动链的首末端元件及计算位移。八、制订下述零件的机械加工工艺过程,具体条件:45钢,圆料e 70,单件生产。(12分)Hi 1-1八 7/7/>/九.在一杆状形工件铳键槽,要求保证尺寸 案,并进行定位误差分析。(10分)50-0.2mm与34.8-o.
10、i6mm,设计该工件的定位方4.公制,英制,模数和径节7.最好,软10.表面层几何形状特征,表面层物理12.随机,误差敏感15.乳化液,调质3.硬质合金,YT56.减少,减少9.成型运动,附加运动11.基准位置,基准位置14.0,过定位端面车刀切削部分结构由前刀面、后刀面、付后刀面、主切削刃,付切削刃与刀尖构成。试题2参考答案1.一个工人在一台机床上对一个(或多个)零件所连续完成的那部分工艺过程。 2减少,减少5互换性&尺寸,运动,动力 机械性能13.相同,靠近端面车刀的六个基本角度:ro、a 0、kr、kr'入s、a o'被切金属在刀刃的挤压作用下,产生剪切滑移变形,
11、并转变为切屑的过程。 要减少切削变形,可增大前角,提高速度,增大进给量,适当提高工件材料硬度。四.u1u418/45 X 15/48,28/35 X 35/28u2 = 28/35 X 15/48u3 = 18/45 X 35/28主运动电动机(n电)一滚刀(n 刀)范成运动滚刀(1/k r )工件(1/Z k )进给运动工件(1r )刀架(f)差动运动刀架(L)工件(1r )4.八.工序1 :粗测各外圆、端面、30孔,精车 60及端面(车床)。 2:铳键槽(铳床)3:钻4 6孔(钻床)钻 14孔,精车 40外圆及端面;以 40为基准面,精镗工序工序工序4:去毛刺(钳工台)五.0.0460 0
12、.08mm八.废品率等于2.28%,改进措施:将算术平均值移至公差带中心,即使砂轮向前移动 = 0.0035mm3七.滚齿时需要四种运动:1.2.3.九.用V型块及支承钉定位,定位误差等于0.0034mm符合要求,定位方案可行。机械制造技术基础(试题3)班级姓名学号成绩、填空选择题(30分)1.刀具前角是指,用符号表示。2.当工件材料硬度提高时,切削力(增加,减少)当切削速度提高时,切削变形(增加、减少)。3.制造复杂刀具宜选用(高速钢、硬质合金);粗车钢时,应选用(YT5、YG6、YT30 )。4为改善切削加工性,对高碳钢采取(淬火,退火)处理;对不锈钢(淬火,调质)处理。5粗加工时应选择(
13、水溶液、切削油),粗磨时,应选择(软、硬)砂轮。6. 精基准的选择原则是7. 进给量越大,表面粗糙度(愈高,愈低);精加工孔时,应选择(拉刀、麻花钻)刀具。两大类。&机床的运动按其功用可分为9.滚斜齿与滚直齿的区别在于多了一条(范成运动、附加运动)传动链。滚齿时,刀具与 工件之间的相对运动称(成形运动、辅助运动)。10.在CA6140车床上加工公制螺纹时,所用挂轮是(63/100 X 100/75, 100/100 X 100/100)。11夹紧力作用点应(靠近,远离)工件的加工表面;工件以平面定位时,可以不考虑(基 准不重合、基准位置)误差。12.完全互换法适用于 (大量,单件)生产
14、,所有零件公差之和应(大于,小于)装配公差。13.工艺系统刚度等于(Fy/y, Fz/y),工艺系统刚度大,误差复映(大,小)。14. 一个支承钉可以消除(0、1、2)个自由度,消除六个自由度的定位称(完全定位、过 定位)。三种。15生产类型通常分为 二、切断车刀切削部分结构由哪些部分组成?绘图表示切断车刀的六个基本角 度。(8分) 三、量度切削变形的方法有几种?各有什么特点?能否全面衡量金属切削过程的 物理本质? ( 8分)四、列出切削公制螺纹的运动方程式,并写出 CA6140车床进给箱中基本变速 组的八种传动比。(8分)五、在热平衡条件下,磨一批 18-0.035的光轴,工件尺寸呈正态分布
15、,现测得 平均尺寸X = 17.975,标准偏差(7 = 0.01,试计算工件的分散尺寸范围与废 品率。(8分)X X1.002.002.503.00A0.34130.47720.49380.4987六、加工下述零件,以B面定位,加工表面 A,保证尺寸10+ 0.2mm,试画出 尺寸链并求出工序尺寸L及公差。(8分)Azz z+ .-JZjf# /J1+± 0.05七、指出下列定位方案所消除的自由度。(8 分) ' rnv八、根据所学知识,列出提高零件加工质量的措施。(10 分)九、图示拨叉零件,材料HT300,单件小批生产(12分)1 .对零件进行工艺分析。2.制订该零件的
16、加工工艺过程。V.J"尙I'7;丄-JH-厂V试题3参考答案2.增加,减少5.水溶液,软7.愈高,拉刀10.63/100 X 100/7513.Fy/y,小ro)1.前刀面与基面的夹角(4.退火,调质为、可靠原则9. 附加运动,成型运动12.大量,小于15.单件,成批,大量生产3.高速钢,YT56.基准重合、统一、自为、互8. 成型运动,辅助运动11.靠近,基准位置14.1,完全定位切断车刀切削部分由前刀面、后刀面、付后刀面、主切削刃、付切削刃与刀尖组成。切断车刀的六个基本角度:ro、a 0、kr、kr '、入 s、ao'量度方法有两种:1.变形系数(简单,直观但结果近似,从塑性压缩方面分析)2.滑移系数(复杂,结果较精确,从剪切变形考虑) 两种方法都有片面性,不能全面反映金属切削过程的物理本质。四.u1 = 26/28u5 = 19/14u2 = 28/28u6 = 20/14u3 = 32/28u7 = 33/21 u4 = 36/28u8 = 36/
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 保洁公司竞标方案范本
- 砌块建筑电气系统设计与施工考核试卷
- 畜牧业市场分析考核试卷
- 纸板容器表面处理方法考核试卷
- 2025年【煤矿防突】模拟考试题及答案
- 2023年中国铁建财务有限公司公开招聘笔试参考题库附带答案详解
- 环保工程环境信息技术应用考核试卷
- 2024年秘书证考试知识框架与试题及答案
- 2025年证券从业资格证考试问答试题及答案
- 氨纶纤维在航空航天材料中的应用考核试卷
- (高清版)DZT 0002-2017 含煤岩系钻孔岩心描述
- 天然石材更换方案
- 腹腔镜下子宫肌瘤剔除术护理查房
- 严防管制刀具 对自己和他人负责-校园安全教育主题班会课件
- 09J202-1 坡屋面建筑构造(一)-1
- 扁平足的症状与矫正方法
- 青春健康知识100题
- 员工考勤培训课件
- 危机处理与应急管理
- 丰田C-HR汽车说明书
- 国开电大操作系统-Linux系统使用-实验报告
评论
0/150
提交评论