


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、如何编写零件的加工工序(一)分析图纸,按照图纸所给定的尺寸、形状位置公差等技术要求来分析该零件应该哪些设备进行加工。1、加工类型(热加工、冷加工)。2、热加工:铸铁:如铸铁HT200(主要用在机床的箱体、端盖、箱盖、泵盖等),铸钢ZG35(轴类、连杆、摇臂类)3、热处理(主要指时效处理)。4、冷加工(机床加工及钳加工)。5、机床类型(车床、铳床、捏床、钻床、磨床、刨床、插床等)。6、钳加工(钻、钩、扩孔、较孔、螺纹加工、装配等)。7、设备(设备指机床)、工艺装备(简称工装,包括定位夹具、刀具、刃具、量具、工具)。8、工时定额。20分钟到40分钟左右。9、加工顺序:铸造、时效处理、刨或铳加工(加
2、工平面)、划线、悭加工(镣大孔)、钳加工。(加工原则:先加工平面再加工孔,最后钳加工)10、尺寸公差、形状位置公差及表面粗糙度。(通过这三项来确定是粗加工还是精加工)。(二)如何填写工艺表L卜料性质:铸造毛坯。2材料:按照图纸上的金属牌号填写即可。3 .工序号:铸造、热处理、划线、刨或铳加工:先加工出一粗基准平面、再加工另一平面(与基准面平行)o划线:捏、钻孔加工线。镇加工:钱大孔。钳加工:钻孔、镜孔、螺纹加工等,钱孔:要待装配时再配钻较。4 .工序名称:车加工、铳加工、镇加工、钻加工、磨加工、钳加工、插加工、刨加工、划线等。5 ,工序内容及要求:图纸所标注的平面、大孔、小孔、螺纹等需加工的尺
3、寸及技术要求等。6 .设备、工装:.设备:车床、铳床、钱床、钻床、刨床、磨床、插床。工装:刨刀、铳刀、钱刀、钻头、皎刀、丝椎、插刀、手电钻(规格要写例如68钻头、66H7较刀、M8丝链等、铳刀、键刀可以不写规格占7 .时间定额:加工30min、-加工40min、钻加工20min、划线20min、钳加工30nlin.(三)加工各种形状面选用机床的方法:1.加工平面用刨床或铳床(龙门铳床),2.加工大孔用膛床,3.加工小孔用钻床(尺寸精度要求不高的),4.加工螺纹孔、较孔是钳加工,(有的孔也可在铳床和镶床上来完成)5.加工键槽用插床,6.加工凹台用铳床(立铳床),7.加工开口槽用铳床(卧铳床)。(
4、四)孔加工钻头直径的选择:1 .钱孔610H8、68H8、66H8、65H8钻头直径分别是69.8、67.8、65.8、64.8、2 .攻螺纹M12、MIO、M8、M6、M5底孔钻头直径分别是“10.3、68.5、66.8、65、64.2。螺距分别是L75mm、1.5mm、1.25mm、1mm、0.75mmo(细牙螺纹直接用螺纹直径减去螺距)职业(工种)工具钳工卜料性质生产类蟹小批材料HT150得分如 M10X1,10螺 6 加的像或孔m钻或-1=9mm。丝过孔611、68.5、6.5o(五)各种工方法得到表面粗糙度孔1.6u3.2um、6.4Pm3.2Pm刨加工12.5m或6.4u铳加工3.
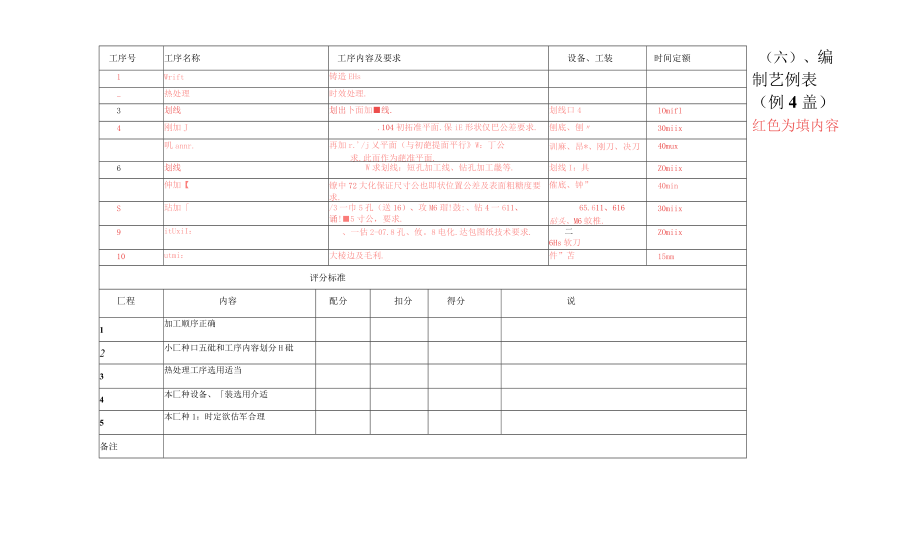
5、2um、较孔L6um、磨加工1.6um或0.8um不去除符号(或保留上一工序的表面粗糙度)工序号工序名称工序内容及要求设备、工装时间定额1Wrift铸造EHs-热处理时效处理.3划线划出卜面加线.划线口4lOmifl4刚加J.104初拓准平面.保iE形状仅巴公差要求.刨底、刨30miix叽annr.再加r.'/j乂平面(与初葩提面平行W:丁公求.此而作为葩准平面.训麻、昂*、刚刀、决刀40mux6划线W求划线:短孔加工线、钻孔加工畿等.划线I:具ZOmiix伸加【镣中72大化保证尺寸公也即状位置公差及表面粗糖度要求.傕底、钟”40minS玷加/3一巾5孔(送16)、攻M6瑁!鼓:、钻4
6、一611、诵!5寸公,要求.65.611、616砧头、M6蚊椎.30miix9itUxiI:、一估2-07.8孔、攸。8电化.达包图纸技术要求.二6Hs软刀ZOmiix10utmi:大棱边及毛利.件”苫15mm评分标准匚程内容配分扣分得分说1加工顺序正确2小匚种口五砒和工序内容划分H砒3热处理工序选用适当4本匚种设备、装选用介适5本匚种1:时定欲估军合理备注(六)、编制艺例表(例4盖)红色为填内容职业(工种)工具钳工卜料性质铸造目坯生产类型小批材料HT25O得分(七)、编制工艺例表(例1泵盖)红色为填写内容工序号工序名称工序内容及要求设备、工装时间定额1锌选铸造“、.Q热处理时效处理.3划线划
7、出平面加工线.划线1:MlOmin4刚加J先加.出-932列基准乎昨保证形状仲处公探求.刨床、30min5出、税加工加工XJCflfilCj机花准面平行)保证形状位公与妄求.此面作为基准平面再*1tfl|个凸什有.刨床、铢床、刨“、tt7J40iiun6戈!线按照图纸要求划畿:镀孔加工畿、钻孔加工畿、设槽加工畿号.划线I:MZOniin傕加1:愕力21九保i1尺j公瓦时状他竹公,及表面用秋收要求.钝床、钟”40iiunS诜加抹出凹格保证尺寸公心妄求、诜仄、tt/J.lOmin9tfittlI:钻4一孔、fS4»20-ft(»1),粘力5斜孔、保证尺寸公不要求.钻床,4>
8、;5、«“1玷头、<b20L.砧.ZOniin10itUxiI:长也小;估2-”8小较/6H8化.达到图纸技术V求.电钻、巾5.8砧头、巾6H8次刀ISnua.itUxiI:大棱边及毛剌.钟”等ISnui评分标准匚程内容配分扣分得分说'.1加工顺序正确2本种I:序正砒和工序内容划分正砒3嫣处理工序选用适当4木匚种设备、装选用介适5本种I:时定锻估算合理备注1.重型龙门铳床:2、轻型龙门铳床:P轻型龙门铳床3、坐标馍床:4、立式铳床:5、摇臂钻床:6龙门刨床1.试卷一工艺编写名称图号鉴定项目生产类型村料泵盖G&2-007绵生虹艺单件HT25O2.试卷二工艺箱写轴承厘境制工艺单件ET2M4 试卷四工艺编写其余”技术要求1,未注例角1乂45。,2未注圆用为R5。名称图号鉴定项目生产
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 数字货币在2025年金融市场中的区块链技术应用与发展趋势报告
- 2025年废弃矿井资源转化技术进展与产业市场分析报告
- 2025年施工员之市政施工专业管理实务综合练习试卷B卷附答案
- 环境灾害应急响应资源整合重点基础知识点归纳
- 环境金融与投资重点基础知识点归纳
- 医院护理病人隐私保护与信息安全
- 元旦的欢乐游园
- 房地产营销中的顾客关系管理
- 地下工程项目BIM应用的实践研究
- 护理技能培训与实操
- 七年级英语下学期期末考试(无锡卷)七年级英语下册单元重难点易错题精练(牛津译林版)
- 2019年天津市普通高中学业水平考试地理试卷(含答案)
- 高标准农田设计实施方案(技术标)
- 2024广东茂名市住房和城乡建设局招聘10人历年(高频重点提升专题训练)共500题附带答案详解
- JT-T-155-2021汽车举升机行业标准
- 烟囱工程技术标准
- 农田耕作机械合同模板范文
- 完整版2024年“安全生产月”课件
- 国际谈判与国际公文写作-知到答案、智慧树答案
- 中外园林漫赏智慧树知到期末考试答案2024年
- 半月板损伤的保养与治疗
评论
0/150
提交评论