



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第二节带式输送机项修工艺1 SSJ-650/2×55带式输送机项修工艺1.1 更换带式输送机卸载滚筒1.1.1 准备工作1.1.1.1 人员配备1.1.1.1.1 现场指挥1人,由机电区长或机电技术员担任;项修钳工2人;胶带司机、辅助工各1人。1.1.1.1.2 作业人员掌握安全,技术措施,针对此项工作进行风险源辩识别。1.1.2 工具、材料准备序号名称规格单位数量备注1梅花扳手19mm把22梅花扳手24mm把23撬杠800mm把24手拉葫芦2t台25钢丝绳套15.5/1m、2m根各2根6背板50mm×150mm×1000mm块107锂基润滑脂2#Kg18绸布块1
2、9油盆个110台布m21.511清洗剂Kg112胶带夹板自制副2带U型固定卡13螺栓M16×35套814卸载滚筒500个11.1.3 作业条件准备1.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.1.3.2 用19mm梅花扳手拆下新滚筒轴承端盖8-M12×35的螺栓,取下轴承端盖,转动滚筒轴,轴承转动灵活;用绸布和清洗剂清洗轴承室,加注2#锂基润滑脂,加注量为轴承室的2/3,装好轴承端盖,转动滚筒轴灵活无卡阻。1.1.3.3 司机启动带式输送机把胶带上的煤输送干净,使胶带处于空载状态。1.1.3.
3、4 司机启动张紧绞车,使胶带呈放松状态(启动张紧绞车前对张紧缓冲器拉杆伸出量做标记)。1.1.3.5 司机将带式输送机停机、停电、闭锁并挂牌。1.1.3.6 现场用背板铺设1.5m2的工作台,铺上台布。预设各种工器具及配件的摆放位置。1.1.2 拆卸1.1.2.1.所有拆卸下的螺栓及部分部件必须摆放在工作台预设的位置上。1.1.2.2 如上图所示在滚筒前下行胶带打一副夹板,用24mm梅花扳手把夹板螺栓紧固,用固定U型卡把夹板固定在机架上。1.1.2.3如上图所示在滚筒上行胶带3米位置装一副夹板,旋上2-M16×75夹板螺栓,用24mm梅花扳手把夹板螺栓紧固。1.1.2.4如上图所示用
4、短绳套把手拉葫芦挂在固定点上;在上行胶带的夹板上挂一个长绳套,手拉葫芦挂钩挂在长绳套上。1.1.2.5 收紧手拉葫芦,至胶带脱离开滚筒400mm即可。1.1.2.6 用19mm梅花扳手拆下固定滚筒的8-M12×35压板螺栓。1.1.2.7 用24mm梅花扳手拧松滚筒卡槽的定位螺栓。1.1.2.8 用短绳套把手拉葫芦挂在滚筒上方的起吊装置上,长绳套挂在滚筒两端,手拉葫芦起吊挂钩挂在长绳套上,收紧手拉葫芦,把滚筒拉离滚筒固定卡槽,错开固定支架,放松手拉葫芦,将滚筒放到下行胶带上,取掉长钢丝绳套,把滚筒拉出装车升井。1.1.3 安装1.1.3.1 把新滚筒放到滚筒安装位置的下行胶带上,长绳
5、套挂在滚筒轴两端,收紧手拉葫芦,把滚筒拉到安装卡槽的高度,调整滚筒,松手拉葫芦,把滚筒的两个轴端放入卡槽。1.1.3.2 装上压板,旋上8M16×35的螺栓(压板螺栓使用新螺栓),用19mm梅花扳手紧固螺栓;取下绳套、手拉葫芦。1.1.3.3 把拉胶带的手拉葫芦放松,取下手拉葫芦,用24梅花扳手拆下上行和下行胶带上的胶带夹板。1.1.3.4 启动张紧绞车根据标记的张紧缓冲器拉杆伸出量调整胶带张紧度。1.1.4 检查、清理现场1.1.4.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.1.4.2 清洗、清点、整理工器具配件。1.1.4.3 拆除工作台,清理现场卫生。1.1.5 试
6、运转、记录1.1.5.1司机启动带式输送机, 先空载运行15分钟后然后重载运转30分钟;试运转过程中项修工检查滚筒运行声音无异响、轴承温度不得超过40度;胶带运行无打滑、跑偏。如有跑偏现象,可按下图调整,中部跑偏如(图a)一般需要调整跑偏段托辊及其前方三组托辊,且要分多遍逐渐调整,机头跑偏如(图b)。1.1.5.2试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.2 更换机头传动部减速器1.2.1 准备工作1.2.1.1 人员配备1.2.1.1.1 现场指挥1人,由机电区长或
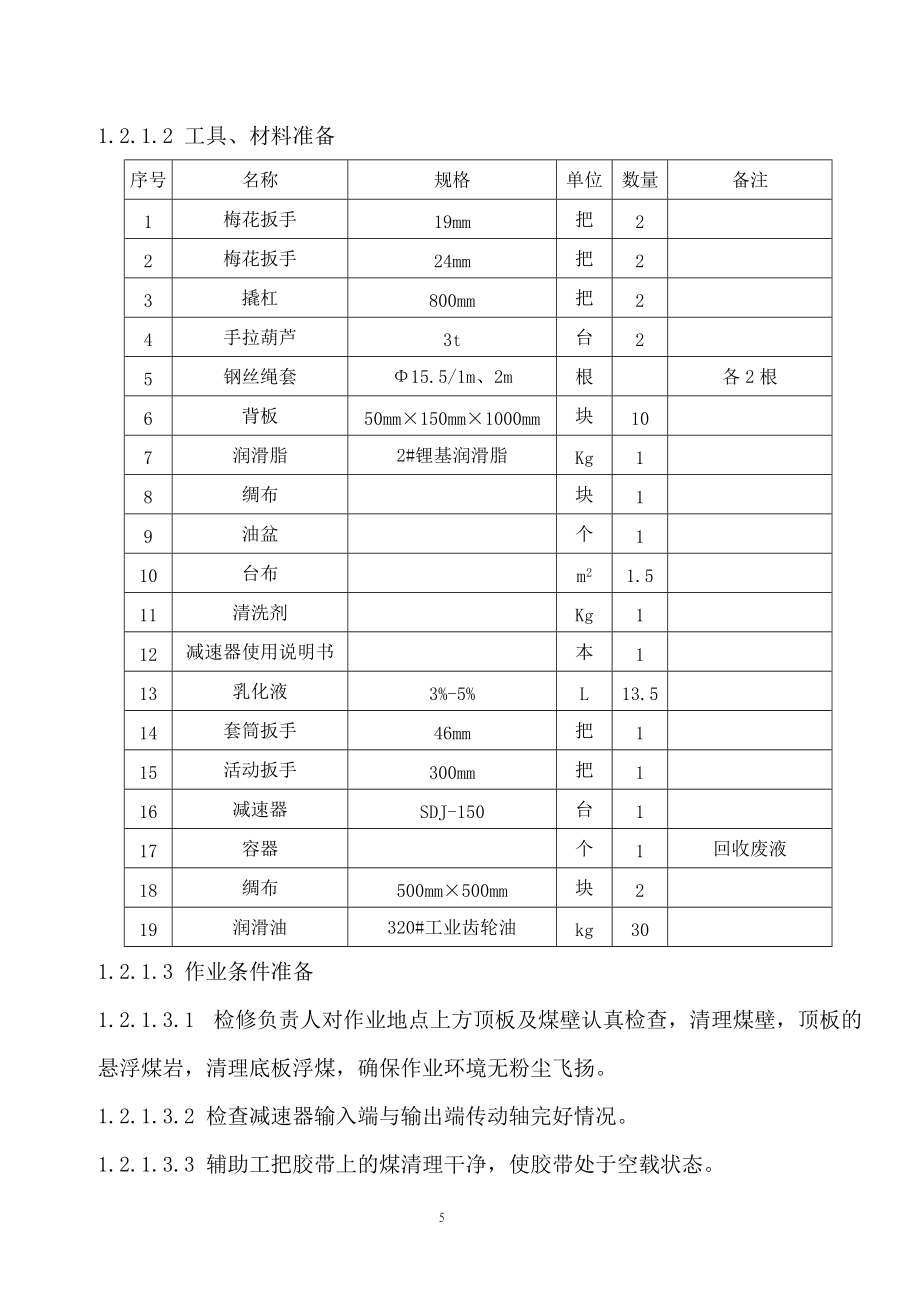
7、机电技术员担任;项修钳工2人;胶带司机、辅助工各1人。1.2.1.1.2 作业人员掌握安全,技术措施,针对此项工作进行风险源辩识别。1.2.1.2 工具、材料准备序号名称规格单位数量备注1梅花扳手19mm把22梅花扳手24mm把23撬杠800mm把24手拉葫芦3t台25钢丝绳套15.5/1m、2m根各2根6背板50mm×150mm×1000mm块107润滑脂2#锂基润滑脂Kg18绸布块19油盆个110台布m21.511清洗剂Kg112减速器使用说明书本113乳化液3%-5%L13.514套筒扳手46mm把115活动扳手300mm把116减速器SDJ-150台117容器个1回
8、收废液18绸布500mm×500mm块219润滑油320#工业齿轮油kg301.2.1.3 作业条件准备1.2.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.2.1.3.2 检查减速器输入端与输出端传动轴完好情况。1.2.1.3.3 辅助工把胶带上的煤清理干净,使胶带处于空载状态。1.2.1.3.4. 司机将带式输送机停机、停电、闭锁并挂牌。1.2.1.3.5 现场用背板铺设1.5m2的工作台,铺上台布。预设各种工器具及配件的摆放位置。1.2.2.拆卸1.2.2.1 所有拆卸下的螺栓及部分部件必须摆放在工作
9、台预设的位置上。1.2.2.2 用短绳套把手拉葫芦挂在电机上方的起吊装置上,手拉葫芦起吊钩挂在电机吊环上,收紧手拉葫芦,使电机刚好受力为准。1.2.2.3 用24mm梅花扳手拆下电机与液力偶合器护罩的8-M16×75的连接螺栓,移动电机,把电机输出端与液力偶合器连接处分开,放松手拉葫芦,将电机放到巷道底板不影响其他工作的地方。1.2.2.4 用24mm梅花扳手拆下液力偶合器护罩与减速器的8-M16×75的连接螺栓,把护罩取下放置在工作台上。1.2.2.5 用300 mm活动扳手打开液力偶合器排液孔,把乳化液排放到回收容器里,两人配合将液力偶合器从减速器输入轴上拔出,液力偶合
10、器放置在工作台上。1.2.2.6 用短绳套把手拉葫芦挂在减速器上方的起吊装置上,手拉葫芦吊钩挂在减速器起吊环上,收紧手拉葫芦,使减速器刚好受力为准。1.2.2.7 用46mm套筒扳手拆下减速器与机头架的连接的4-M30×100螺栓。1.2.2.8 用撬杠将减速器向外侧缓慢撬动,使减速器与驱动滚筒连接齿脱开。1.2.2.9 放松手拉葫芦,用绸布包裹减速器输入端与输出端轴然后装车升井。1.2.3 安装1.2.3.1用清洗剂把驱动滚筒连接齿圈清洗干净,然后涂抹2号锂基润滑脂。1.2.3.2 把新减速器运至安装处,把手拉葫芦吊钩挂在新减速器起吊环上,收紧手拉葫芦,将减速器拉到安装高度,在输出
11、端传动轴上涂抹2号锂基润滑脂,调整减速器,把减速器输出端轴平稳嵌入驱动滚筒连接齿圈。1.2.3.3 用撬杠把减速器固定螺栓的螺栓孔与机架固定螺栓孔调整平直,装上定位套环旋上4-30×150的固定螺栓,使用46mm套筒扳手将固定螺栓紧固。1.2.3.4 两名项修人员配合把液力偶合器安装在减速器输入端轴上,安装时注意调整液力偶合器平衡,使液力偶合器齿圈与减速器输入轴平稳配合。1.2.3.5打开液力偶合器注液孔,注入3%-5%的乳化液,注液量为13.5L。1.2.3.6 安装液力偶合器护罩,调整护罩与减速器连接螺栓孔,旋上8-M16×75的连接螺栓,用24mm梅花扳手将连接螺栓依
12、次紧固。1.2.3.7 收紧挂电机的手拉葫芦,把电机拉起到安装高度,调整电机,使电机输出端传动销轴与液力偶合器配合在一起。1.2.3.8 调整电机与液力偶合器连接螺栓孔,旋上8-M16×75的连接螺栓,用24mm梅花扳手将连接螺栓依次紧固。1.2.3.9 用19mm梅花扳手拆下6-M12×35的减速器观察孔盖板螺栓,对减速器注油,注油量为30kg(润滑油加注必须使用专用容器)。注油完毕后装上盖板。1.2.4 检查、清理现场1.2.4.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.2.4.2 清洗、清点、整理工器具配件。1.2.4.3 拆除工作台,清理现场卫生。1.2
13、.5 试运转、记录1.2.5.1 点动带式输送机,停机后检查各部无异常情况,启动带式输送机运行15分钟,然后重载运转30分钟,试运转过程中项修工检查减速器运行声音无异响、温度不得超过75度。1.2.5.2 试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.3 更换机头传动部液力偶合器1.3.1 准备工作1.3.1.1 人员配备1.3.1.1.1 现场指挥1人,由机电区长或机电技术员担任;项修钳工2人;胶带司机、辅助工各1人。1.3.1.1.2 作业人员掌握安全,技术措施,针对
14、此项工作进行风险源辩识别。1.3.1.2 工具、材料准备序号名称规格单位数量备注1活动扳手300mm把12梅花扳手24mm把23撬杠800mm把24手拉葫芦3t台25钢丝绳套15.5/1m、2m根各2根6背板50mm×150mm×1000mm块107乳化液3%-5%L13.58液力偶合器YOXS450A台11.3.1.3 作业条件准备1.3.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.3.3.2 检查新液力偶合器传动齿圈的完好状况。1.3.3.3 辅助工把胶带上的煤清理干净,使胶带处于空载状态。1.
15、3.3.4 司机将带式输送机停机、停电、闭锁并挂牌。1.3.3.5 现场用背板铺设1.5m2的工作台,铺上台布。预设各种工器具及配件的摆放位置。1.3.2 拆卸1.3.2.1 所有拆卸下的螺栓及部分部件必须摆放在工作台预设的位置上。1.3.2.2 用短绳套把手拉葫芦挂在电机上方的起吊装置上,手拉葫芦起吊钩挂在电机起吊环上,收紧手拉葫芦,使电机刚好受力为准。1.3.2.3 用24mm梅花扳手拆下电机与液力偶合器护罩的8-M16×75的连接螺栓,移动电机,把电机输出端与液力偶合器连接处分开,放松手拉葫芦,将电机放到巷道底板不影响其他工作的地方。1.3.2.4 用24mm梅花扳手拆下液力偶
16、合器护罩与减速器的8-M16×75的连接螺栓,把护罩取下放置在工作台上。1.3.2.5用300 mm活动扳手打开液力偶合器排液孔,把乳化液排放到回收容器里,两人配合将液力偶合器从减速器输入轴上拔出,液力偶合器装车升井。1.3.3 安装1.3.3.1 两人配合把液力偶合器安装在减速器输入端轴上,安装时注意调整液力偶合器平衡,使液力偶合器齿圈与减速器输入轴平稳配合。1.3.3.2 打开液力偶合器注液孔,注入3%-5%的乳化液,注液量为13.5L1.3.3.3 安装液力偶合器护罩,调整护罩与减速器连接螺栓孔,旋上8-M16×75的连接螺栓,使用24mm梅花扳手,将连接螺栓紧固。1
17、.3.3.4 收紧挂电机的手拉葫芦,把电机拉起到安装高度,调整电机,把电机输出端传动销与液力偶合器配合在一起。1.3.3.5 调整电机与液力偶合器连接螺栓孔,旋上8-M16×75的连接螺,用24mm梅花扳手将连接螺栓紧固。1.3.4 检查、清理现场1.3.4.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.3.4.2 清洗、清点、整理工器具配件。1.3.4.3 拆除工作台,清理现场卫生。1.3.5 试运转、记录1.3.5.1 点动带式输送机,停机后检查各部无异常情况,正常启动,空载运行15分钟,然后重载运转30分钟,无异常情况,此项工作结束。1.3.5.2 试运转完毕后检修负责
18、人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.4 更换机头传动部电动机1.4.1 准备工作1.4.1.1 人员配备1.4.1.1.1 现场指挥1人,由机电区长或机电技术员担任;项修电工2人;胶带司机、辅助工各1人。1.4.1.1.2 作业人员掌握安全,技术措施,针对此项工作进行风险源辩识别。1.4.1.2 工具、材料准备序号名称规格单位数量备注1梅花扳手19mm把22梅花扳手24mm把23套筒扳手17mm把14兆欧表1000v块15手拉葫芦3t台16钢丝绳套15.5/1m、2m根各1根7背板
19、50mm×150mm×1000mm块108锂基润滑脂2#kg29油石块110凡士林盒111台布m21.512验电笔1500v支113橡皮泥g15014电动机DSB-55kw台11.4.1.3 作业条件准备1.4.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬,如果作业地点有淋水现象,必须架设防雨棚。1.4.1.3.2 检查新电机输出端传动销的完好状况;用17mm套筒扳手拆下电机接线腔的8-M10×20的端盖螺栓,使用1000v兆欧表测试电机绝缘电阻值,电阻值不应低于1M,打开轴承端盖对轴承清洗
20、加油后上好端盖,盘动电机轴转动灵活,包扎好轴头运至胶带机机头处。1.4.1.3.3 辅助工把胶带上的煤清理干净,使胶带处于空载状态。1.4.1.3.4 司机将带式输送机停机、停电、闭锁并挂牌。1.4.1.3.5 现场用背板铺设1.5m2的工作台,铺上台布。预设各种工器具及配件的摆放位置。1.4.2 拆卸1.4.2.1 所有拆卸下的螺栓及部分部件必须摆放在工作台预设的位置上。1.4.2.2拆线:使用17mm套筒扳手拆下电机接线腔端盖的8-M10×35固定螺栓,打开电机接线腔;用验电笔验电,确认已停电后,用17mm套筒扳手拆下三相母线和接地线的压线螺母(拆下3相母线时,分别做好记号),拆
21、下接线腔喇叭口,把电缆拔出;装上接线腔盖板旋上8-M10×35的固定螺栓,用17mm套筒扳手紧固螺栓;使用19mm梅花扳手拆下电机外壳接地线的M12的压线螺母,拆下接地线。在整个工作过程中必须保持电缆的完好,严禁截割电缆 。1.4.2.3 用短绳套挂把手拉葫芦挂在电机上方的起吊装置上,手拉葫芦起吊钩挂在电机吊环上,收紧手拉葫芦,使电机刚好受力为准。1.4.2.4用24mm梅花扳手拆下电机与液力偶合器护罩的8-M16×75的连接螺栓,移动电机,把电机输出端与液力偶合器连接处分开,放松手拉葫芦,把旧电机装车升井。1.4.3 安装1.4.3.1 把手拉葫芦起吊钩挂在新电机上,收紧
22、手拉葫芦,把电机拉起到安装高度,调整电机,把电机输出端传动销与液力偶合器配合在一起。1.4.3.2 调整电机与液力偶合器连接螺栓孔,旋上8-M16×75的连接螺,用24mm梅花扳手将连接螺栓紧固。1.4.3.3将电缆按顺序依次穿过喇叭口,挡圈,密封圈(电缆和密封圈的间隙不能大于1mm),对平喇叭口,并保证孔位平滑旋入,电缆护套伸入接线腔的长度应 在10-15mm,将三条母线及接地线接在相应端上,旋上4-M10的压线螺母,用17mm梅花扳手紧固压线螺母,检查平垫、弹垫、压线板确认压紧,以防止松动造成相间短路和接触点电阻增大,接地线应长出最短相线的1/3,用橡皮泥粘除接线腔内的杂物,用油
23、石处理结合面,在结合面均匀涂抹一层凡士林,装上接线腔端盖,旋上8-M10×35的固定螺栓;用17mm梅花扳手将固定螺栓紧固,安装接地线,旋上M12压线螺母,用19mm梅花扳手紧固。1.4.4 检查、清理现场1.4.4.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.4.4.2 清洗、清点、整理工器具配件。1.4.4.3 拆除工作台,清理现场卫生。1.4.5 试运转、记录1.4.5.1 点动带式输送机,停机后检查各部无异常情况,正常启动,空载运行15分钟无异常现象,重载运行30分钟,无异常情况,此项工作结束。1.4.5.2 试运转完毕后检修负责人详细填写检查和检修记录,要求记录设
24、备身份证编号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修每个工步所用工时,项修内容、项修各工序所用工时及结果等。1.5.更换驱动滚筒1.5.1 准备工作1.5.1.1 人员配备1.5.1.1.1 现场指挥1人,由机电区长或机电技术员担任;项修钳工2人;胶带司机、辅助工各1人。1.5.1.1.2 作业人员掌握安全,技术措施,针对此项工作进行风险源辩识别。1.5.1.2 工具、材料准备序号名称规格单位数量备注1梅花扳手19mm把22梅花扳手24mm把23撬杠800mm把24手拉葫芦3t台45钢丝绳套15.5/1m、2m根各3根6背板50mm×150mm×10
25、00mm块107润滑脂2#锂基润滑脂kg18绸布块19油盆个110台布m21.511清洗剂kg112活动扳手300mm把113乳化液3%-5%L13.514套筒扳手46mm把115驱动滚筒630个11.5.1.3 作业条件准备1.5.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.5.1.3.2用19mm梅花扳手拆下新滚筒轴承端盖8-M12×35的螺栓,取下轴承端盖,转动滚筒轴,轴承转动灵活;用清洗剂清洗轴承室,加注2#锂基润滑脂,加注量为轴承室的2/3,装好轴承端盖,转动滚筒轴灵活无卡阻。1.5.1.3.3
26、 辅助工把胶带上的煤清理干净,使胶带处于空载状态。1.5.1.3.4 司机将带式输送机停机、停电、闭锁并挂牌。1.5.1.3.5 现场用背板铺设1.5m2的工作台,铺上台布,预设各种工器具及配件的摆放位置。1.5.2.拆卸(备注:如果巷道条件容许可将1.5.2.1至1.5.2.5步骤省去,直接将驱动部整体拆下。)1.5.2.1 所有拆卸下的螺栓及部分部件必须摆放在工作台预设的位置上。1.5.2.2 用短绳套把手拉葫芦挂在电机上方的起吊装置上,手拉葫芦起吊钩挂在电机吊环上,收紧手拉葫芦,使电机刚好受力为准。1.5.2.3 用24mm梅花扳手拆下电机与液力偶合器护罩的8-M16×75的连
27、接螺栓,移动电机,把电机输出端与液力偶合器连接处分开,放松手拉葫芦,将电机放到巷道底板不影响其他工作的地方。1.5.2.4 用24mm梅花扳手拆下液力偶合器护罩与减速器的8-M16×75的连接螺栓,把护罩取下放置在不影响其他工作的地方。1.5.2.5 用300 mm活动扳手打开液力偶合器排液孔,把乳化液排放到回收容器里,两人配合将液力偶合器从件速器输入轴上拔出,把防护罩放在工作台上。1.5.2.6 把手拉葫芦挂在减速器上方的起吊装置上,手拉葫芦吊钩挂在减速器起吊环上,收紧手拉葫芦,使减速器刚好受力为准。1.5.2.7 用46mm套筒扳手拆下4-M30×100减速器与机头架的
28、连接螺栓,螺栓和定位套环放在工作台上。1.5.2.8 用撬杠将减速器向外侧缓慢撬动,使减速器与驱动滚筒连接齿圈脱开。1.5.2.9 放松手拉葫芦,把减速器放到巷道底板不影响其他工作的地方。1.5.2.10 用19mm梅花扳手拆下驱动滚筒同步齿轮侧护盖的32-M12×35的螺栓,将护盖取下放置在工作台上;用19mm梅花扳手拆下驱动滚筒减速器侧轴承座的8-M12×35的螺栓;用17mm梅花扳手拆下两个同步齿轮定位盖板的2-M10×35的固定螺栓,拔出同步齿轮放置在工作台上;用19mm梅花扳手拆下滚筒轴承座8-M12×35的固定螺栓;在滚筒上方挂1个手拉葫芦,
29、收紧手拉葫芦,以滚筒刚好受力为准,使用撬杠撬动滚筒减速器侧,把滚筒慢慢从同步齿轮侧抽出,把滚筒装车升井。1.5.3 安装(备注:如果巷道条件容许可将1.5.3.4至1.5.3.8步骤省去,直接将驱动部整体安装)1.5.3.1 用手拉葫芦将滚筒拉至安装高度,将滚筒从同步齿轮侧平推入安装位置,用19mm梅花扳手安装驱动滚筒减速器侧轴承座的8-M12×35的螺栓;用19mm梅花扳手安装同步齿轮侧滚筒轴承座8-M12×35的固定螺栓;安装同步齿轮,安装时注意将两个同步齿轮正确啮合;用17mm梅花扳手安装两个同步齿轮定位盖板的2-M10×35的固定螺栓;调整同步齿轮箱盖板与
30、机架的固定螺栓孔,用19mm梅花扳手安装护盖的32-M12×35的固定螺栓。1.5.3.2 收紧挂减速器的手拉葫芦,将减速器拉到安装高度,在输出端传动轴上涂抹2号锂基润滑脂,调整减速器位置,把减速器输出端轴平稳嵌入驱动滚筒连接齿圈。1.5.3.3 使用撬杠把减速器固定螺栓的螺栓孔与机架固定螺栓孔调整平直,然后装上定位套环,使用46mm套筒扳手将4-30×100的固定螺栓紧固。1.5.3.4 两名项修人员配合把液力偶合器安装在减速器输入端轴上,安装时注意调整液力偶合器平衡,使液力偶合器齿圈与减速器输入轴平稳配合。1.5.3.5 用300mm活动扳手打开液力偶合器注水孔,注入3
31、%-5%的乳化液,注液量为13.5L。1.5.3.6 安装液力偶合器护罩,调整护罩与减速器连接螺栓孔,旋上8-M16×75的连接螺,使用24mm梅花扳手,将连接螺栓紧固。1.5.3.7 收紧挂电机的手拉葫芦,把电机拉起到安装高度,调整电机,使电机输出端传动销与液力偶合器配合在一起。1.5.3.8 调整电机与液力偶合器连接螺栓孔,旋上8-M16×75的连接螺,用24mm梅花扳手将连接螺栓紧固。1.5.4 检查、清理现场1.5.4.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.5.4.2 清洗、清点、整理工器具配件。1.5.4.3 拆除工作台,清理现场卫生。1.5.5
32、试运转、记录1.5.5.1司机启动带式输送机, 先空载运行15分钟后然后重载运转30分钟;试运转过程中项修工检查滚筒运行声音无异响、轴承温度不得超过40度;胶带运行无打滑、跑偏。如有跑偏现象,可按下图调整,中部跑偏如(图a)一般需要调整跑偏段托辊及其前方三组托辊,且要分多遍逐渐调整,机头跑偏如(图b)。1.5.5.2试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.6 更换张紧绞车与游动小车之间钢丝绳1.6.1 准备工作1.6.1.1 人员配置项修钳工2人,带式输送机司机1人
33、。1.6.1.2 工具、材料准备序号名称规格单位数量备注1梅花扳手19mm把22钢丝绳15.5mmm2003钢丝绳卡15.5mm个44背板50mm×150mm×1000mm块105放缆车辆16芯辊个27台布m21.51.6.1.3 作业条件准备1.6.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.6.1.3.2 司机把胶带上的煤输送干净,使胶带处于空载状态。1.6.1.3.3 把截取好的新钢丝绳整齐缠绕在芯辊上,运送到工作地点。1.6.1.3.4 启动张紧绞车,胶带呈放松状态(启动张紧绞车前对张紧
34、缓冲器拉杆伸出量做标记)。1.6.1.3.5 现场用背板铺设1.5m2的工作台,铺上台布。预设各种工器具及配件的摆放位置。1.6.2.拆卸1.6.2.1 所有拆卸下的螺栓及部分部件必须摆放在工作台预设的位置上。1.6.2.2 司机把带式输送机停机、停电、闭锁并挂牌。1.6.2.3 用19mm梅花扳手拆下连接在张紧缓冲器上钢丝绳头的3个固定绳卡。1.6.2.4 用19mm梅花扳手拆下张紧绞车卷筒内的钢丝绳固定卡。1.6.2.5 把芯辊架在放缆车上。1.6.2.6 把旧钢丝绳全部拉出整齐的缠绕在芯辊上装车升井。1.6.3 安装1.6.3.1 把新钢丝绳架在放缆车上。1.6.3.2 把新钢丝绳绳头按
35、次序穿过滑轮组、游动导向轮。1.6.3.3 把钢丝绳头穿进绞车卷筒固定绳孔内并带上钢丝绳卡,用19mm梅花扳手紧固绳卡,把钢丝绳固定在绞车卷筒内。1.6.3.4 给张紧绞车送电,启动张紧绞车,缓慢的将钢丝绳缠绕在卷筒上。1.6.3.4 张紧绞车停电、闭锁并挂牌,制作绳夹,把钢丝绳连接在张紧缓冲器上。钢丝绳夹按以下要求制作:把夹座扣在钢丝绳的工作段上,U型螺栓扣在钢丝绳的尾段上。钢丝绳夹不得在钢丝绳上交替布置。钢丝绳夹间的距离A等于67倍钢丝绳直径。紧固钢丝绳夹时须考虑每个绳夹的合理受力,离套环最远处的绳夹不得首先单独紧固。离套环最近处的绳夹(第一个绳夹)应尽可能地紧靠套环。绳夹拧紧时应使尾段钢
36、丝绳直径被压扁约1/3左右时为止。钢丝绳受力后,应再拧紧一次。尾绳绳头切断前应用钢丝进行扎结,以保证钢丝绳头不松散,如下图。上图所示为扎结钢丝位置,顺序。对于扎结钢丝的道数应为:用于麻芯钢丝绳时为3道;钢芯时为4道。扎结钢丝的规格,可按钢丝绳直径大小选择,如下表:1.6.4 检查、清理现场1.6.4.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.6.4.2 清洗、清点、整理工器具配件。1.6.4.3 拆除工作台,清理现场卫生。1.6.5 试运转、记录1.6.5.1启动张紧绞车根据标记的张紧缓冲器拉杆伸出量调整胶带张紧度。1.6.5.2点动带式输送机,停机后检查各部无异常情况,正常启动,
37、带式输送机空载运行15分钟无异常现象,重载运行30分钟,无异常情况,此项工作结束。1.6.5.3试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.7 胶带接头的制作1.7.1 准备工作1.7.1.1 人员配备:项修钳工3人,胶带司机、信号工各1人。1.7.1.2 材料、工具准备序号名称规格单位数量备注1梅花扳手24mm把22手拉葫芦1t台13钢丝绳套15.5/1m根24切带机台15背板50mm×150mm×1000mm块106打扣机KJ1000台17胶带夹
38、板自制副2带U型固定卡8胶带扣SU11000(7-12)副19台布m21.510木板50mm×150mm×1200mm块11.7.1.4 作业条件准备1.7.1.4.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.7.1.4.2 把胶带上的煤清理干净,使胶带处于空载状态。1.7.1.4.3 现场用背板铺设1.5m2的工作台,铺上台布。预设各种工器具及配件的摆放位置。1.7.2 更换步骤1.7.2.1 司机启动带式输送机,把需要从新制作的接头运行至上行的作业场所。1.7.2.2 启动张紧绞车,胶带呈放松状态(
39、启动张紧绞车前对张紧缓冲器拉杆伸出量做标记)。1.7.2.3 司机将带式输送机停机、停电、闭锁并挂牌。1.7.2.4 将夹板卡在接头前后各1.5米的胶带位置上。1.7.2.5 在两副夹板上各挂一个绳套,手拉葫芦挂在绳套上;收紧手拉葫芦,把两副夹板拉近1米,两副夹板固定在纵梁上,拆下吊挂。1.7.2.6 使用切带机把旧接头切除,接头两侧个切去100mm即可。1.7.2.7 把木板横放在接头处纵梁上,把打扣机放置在木板上制作接头。1.7.2.8 胶带切口平直,且垂直于胶带的纵向中心线,(否则将引起胶带的跑偏和影响胶带接头的寿命),两端切去20-30mm斜角。当胶带上盖胶过厚时,最好沿胶带宽度方向距
40、端部25-40mm内割去盖胶,以方便订扣,并能保护胶带和接头不受清扫装置及滚筒的磨损。1.7.2.9 把胶带扣沿导模板插入,胶带夹持在胶带扣的合适位置(5厘米左右),该项工作一定要认真细致,否则会影响胶带接头质量和订扣机使用寿命。然后调节机头的带厚调节柄,以适应所选用的胶带厚度,保证扣订紧密地订在胶带上,拧紧锁紧螺母。1.7.2.10 左手上推左手柄,同时右手下拉右手柄,此时左手柄上移,右手柄处于锁定状态,机头移位,压扣;左手柄到位后不动,右手柄下移至最低位,完成一个订扣动作 。左,右手柄同时反向用力,右手柄先抬起至初始位后,左手柄将下移至初始位。重复以上操作,直到完成全长接头的订制。 1.7
41、.2.11 松开压带手柄,取出已订好的胶带接头。1.7.2.12 使两操作手柄处在初始位,即左手柄最低位,右手柄最高位。左手拉下移位棘爪,右手向左推移机头,使机头移至机架左端,即可做下副接头的订制。1.7.2.13 将两个接头配合在一起,用软轴连接两副已订好的胶带接头,将两个接头连接在一起。1.7.2.14 拆下胶带上的胶带夹板。1.7.2.15 给带式输送机送电,启动张紧绞车收紧胶带至运行状态。1.7.3 检查、清理现场1.7.3.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.7.3.2 清洗、清点、整理工器具配件。1.7.3.3 拆除工作台,清理现场卫生。1.7.4 试运转、记录1
42、.7.4.1启动张紧绞车根据标记的张紧缓冲器拉杆伸出量调整胶带张紧度。1.7.4.2司机启动带式输送机,先空载运行15分钟后然后重载运转30分钟;胶带运行如有跑偏现象,可按下图调整,中部跑偏如(图a)一般需要调整跑偏段托辊及其前方三组托辊,且要分多遍逐渐调整,机头跑偏如(图b)。1.7.4.3 试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.8 胶带的更换,回收工艺1.8.1 准备工作1.8.1.1 人员配备1.8.1.1.1 现场指挥1人,由机电区长或机电技术员担任;项修
43、钳工3人;项修电工、胶带司机、辅助工各1人。1.8.1.1.2 作业人员掌握安全技术措施,针对此项工作进行风险源辩识别。1.8.1.2 工具、材料准备序号名称规格单位数量备注1梅花扳手24mm把22手拉葫芦1t台13钢丝绳套15.5/1m根24切带机台15背板50mm×150mm×1000mm块106打扣机KJ1000台17卷带机台18胶带pvc800sm实际更换长度9胶带夹板自制副2带U型固定卡10胶带扣SU11000(7-12)副111木板50mm×150mm×1200mm块512卷带架自制个11.8.1.3 作业条件准备1.8.1.3.1 检修负责
44、人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.8.1.3.2 司机启动带式输送机,把需要更换的胶带运行至上行,并且一端接头运行至机头卸载滚筒处。1.8.1.3.3 启动张紧绞车,胶带呈放松状态(启动张紧绞车前对张紧缓冲器拉杆伸出量做标记)。1.8.1.3.4 司机把带式输送机停机、停电、闭锁并挂牌。1.8.1.3.5 项修工把卷带机架设在机头卸载滚筒正前方并接通电源。1.8.1.3.6 用背板铺设1.5m2的工作台,预设各种工器具及配件的摆放位置。1.8.1.3.7 关闭液压仓口门,并铺设木板搭建临时工作平台。1.8.2 回收旧胶带及铺
45、设新胶带1.8.2.1把靠近卸载滚筒的胶带接头抽掉穿条。1.8.2.2 在煤仓口上方起吊装置上挂1个手拉葫芦,把新胶带用手拉葫芦拉起架设在卷带架上。1.8.2.3 把解开的下行胶带接头拉到临时工作平台上。1.8.2.4 把新胶带抽出一端在工作台上制作接头。1.8.2.4.1 胶带切口平直,且垂直于胶带的纵向中心线,(否则将引起胶带的跑偏和影响胶带接头的寿命),两端切去20-30mm斜角。当胶带上盖胶过厚时,最好沿胶带宽度方向距端部25-40mm内割去盖胶,以方便订扣,并能保护胶带和接头不受清扫装置及滚筒的磨损。1.8.2.4.2 把胶带扣沿导模板插入,胶带夹持在胶带扣的合适位置(5厘米左右),
46、该项工作一定要认真细致,否则会影响胶带接头质量和订扣机使用寿命。然后调节机头的带厚调节柄,以适应所选用的胶带厚度,保证扣订紧密地订在胶带上,拧紧锁紧螺母。1.8.2.4.3 左手上推左手柄,同时右手下拉右手柄,此时左手柄上移,右手柄处于锁定状态,机头移位,压扣;左手柄到位后不动,右手柄下移至最低位,完成一个订扣动作 。左,右手柄同时反向用力,右手柄先抬起至初始位后,左手柄将下移至初始位。重复以上操作,直到完成全长接头的订制。 1.8.2.4.4 松开压带手柄,取出已订好的胶带接头。1.8.2.4.5 使两操作手柄处在初始位,即左手柄最低位,右手柄最高位。左手拉下移位棘爪,右手向左推移机头,使机
47、头移至机架左端,即可做下副接头的订制。1.8.2.5 新胶带接头与不更换的胶带接头配合在一起,用软轴连接两个胶带接头,将两个接头连接在一起。1.8.2.6 把旧胶带固定在卷带机卷筒上,启动卷带机回收旧胶带,同时新胶带由旧胶带带动开始铺设。1.8.2.7 旧胶带全部回收后,在新胶带另一端制作胶带接头,并将两个接头连接在一起(接头制作同“1.8.2.4胶带接头制作”的步骤)。1.8.2.8启动张紧绞车根据标记的张紧缓冲器拉杆伸出量调整胶带张紧度。1.8.3.检查、清理现场1.8.3.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.8.3.2 清洗、清点、整理工器具配件。1.8.3.3 拆除工
48、作台,清理现场卫生。1.8.4 试运转、记录1.8.4.1 试运转,胶带先空载运行15分钟后然后重载运行30分钟,在运转过程中注意观察胶带运行情况,如有跑偏现象,可按下图调整,中部跑偏如(图a)一般需要调整跑偏段托辊及其前方三组托辊,且要分多遍逐渐调整,机头跑偏如(图b)。1.8.4.2试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.9 更换带式输送机清扫器1.9.1 准备工作1.9.1.1 人员配备:项修钳工2人;胶带司机1人。1.9.1.2 工具,配件准备序号名称规格单
49、位数量备注1梅花扳手24mm把22清扫器个1自制3螺栓M16×35套41.9.1.3 作业条件准备1.9.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.9.1.3.2 司机把胶带上的煤输送干净,使胶带处于空载状态。1.9.1.3.3 司机将带式输送机停机、停电、闭锁并挂牌1.9.2 拆卸及安装1.9.2.1 用24mm梅花扳手拆下4-M12×35的除清扫器固定螺栓 (重锤清扫器拆卸前先摘掉配重)。1.9.2.2 把新清扫器与机架连接螺栓孔对好,旋上4-M12×35的连接螺栓,用24mm梅
50、花扳手紧固连接螺栓(重锤清扫器在紧固连接螺栓后挂上配重)。1.9.3 检查、清理现场1.9.3.1 检修负责人检查各配件装配齐全,各连接螺栓紧固。1.9.3.2 清洗、清点、整理工器具配件。1.9.3.3 清理现场卫生。1.9.4 试运转、记录1.9.4.1 试运转,胶带先空载运行15分钟后然后重载运行30分钟,在运转过程中注意观察清扫器工作情况。1.9.4.2试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.10 前移机尾1.10.1 准备工作1.10.1.1 人员配备:项
51、修钳工2人;胶带司机1人。1.10.1.2 工具、材料准备序号名称规格单位数量备注1钢丝绳套15.5/3m根12撬杠800mm根13H支架个14纵梁副15连接销个66手锤1.5磅把21.10.1.3 作业条件准备1.10.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮煤岩,清理底板浮煤,确保作业环境无粉尘飞扬。1.10.1.3.2 司机把胶带上的煤输送干净,使胶带处于空载状态。1.10.1.3.3 司机将带式输送机停机、停电、闭锁并挂牌。1.10.2 前移机尾1.10.2.1司机启动张紧绞车,放松胶带到最大行程(启动张紧绞车前对张紧缓冲器拉杆伸出量做标记)。1.1
52、0.2.2 启动掘进机,掘进机倒车,开至机尾,用钢丝绳套把机尾和掘进机连接在一起,开动掘进机向前行走,拉动机尾前移。1.10.3 安装机架1.10.3.1 用手锤把新增纵梁与靠近机尾的H支架用2条销轴连接在一起。1.10.3.2 把新H支架安装在新纵梁尾端,对好连接销孔,用手锤安装4个连接销。1.10.3 检查、清理现场1.10.3.1 检修负责人检查各配件装配齐全,各联接螺销紧固。1.10.3.2 清洗、清点、整理工器具配件。1.10.4 试运转、记录1.10.4.1启动张紧绞车根据标记的张紧缓冲器拉杆伸出量调整胶带张紧度。1.10.4.2启动胶带,空载运行15分钟,重载运行30分钟,检查胶
53、带运行情况。1.10.4.3试运转完毕后检修负责人详细填写检查和检修记录,要求记录设备身份证号,项修时间、地点,所用配件规格型号、数量、生产厂家,项修人,项修内容、项修每个工步所用工时及结果等。1.11 更换减速器油脂1.11.1 准备工作1.11.1.1 人员配备:项修钳工2人;胶带司机1人。1.11.1.2 工具、材料准备序号名称规格单位数量备注1梅花扳手19mm把24清洗剂kg35润滑油320#工业齿轮油kg306背板50mm×150mm×1000mm块108绸布块19油盆个110台布m21.511容器个1回收旧油1.11.1.3 作业条件准备1.11.1.3.1 检修负责人对作业地点上方顶板及煤壁认真检查,清理煤壁,顶板的悬浮
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024年注会考试演练题目试题及答案
- 运输管理系统的发展趋势试题及答案
- 亲子活动对关系的影响试题及答案
- 2025-2030中国高性能钢铁行业发展分析及投资风险预测研究报告
- 2025-2030中国高压电机行业市场发展现状分析及发展趋势与投资前景预测研究报告
- 2025-2030中国香醋行业市场现状供需分析及投资评估规划分析研究报告
- 2025-2030中国饮用水行业市场发展分析及竞争策略与投资前景研究报告
- 2025-2030中国餐饮服务中的食品企业对企业行业市场发展趋势与前景展望战略研究报告
- 2025-2030中国食用猪油行业市场现状供需分析及投资评估规划分析研究报告
- 经济指标对投资的影响试题与答案
- HJ 636-2012 水质 总氮的测定 碱性过硫酸钾消解紫外分光光度法
- 《机场运行管理》考试复习题库(含答案)
- JBT 7248-2024 阀门用低温钢铸件技术规范(正式版)
- 2024专升本英语答题卡浙江省
- 2024年荆门市水务局事业单位公开招聘工作人员招聘历年公开引进高层次人才和急需紧缺人才笔试参考题库(共500题)答案详解版
- 反食品浪费及食品安全与健康
- 【劳动教育一等奖教学案例】-二年级劳动教育-《三股辫儿我会编》活动方案
- 校园模拟法庭剧本
- 水准测量记录数据自动生成表
- 肝门部胆管癌护理查房课件
- 公司经营合同-公司代持股份协议范本新
评论
0/150
提交评论