



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
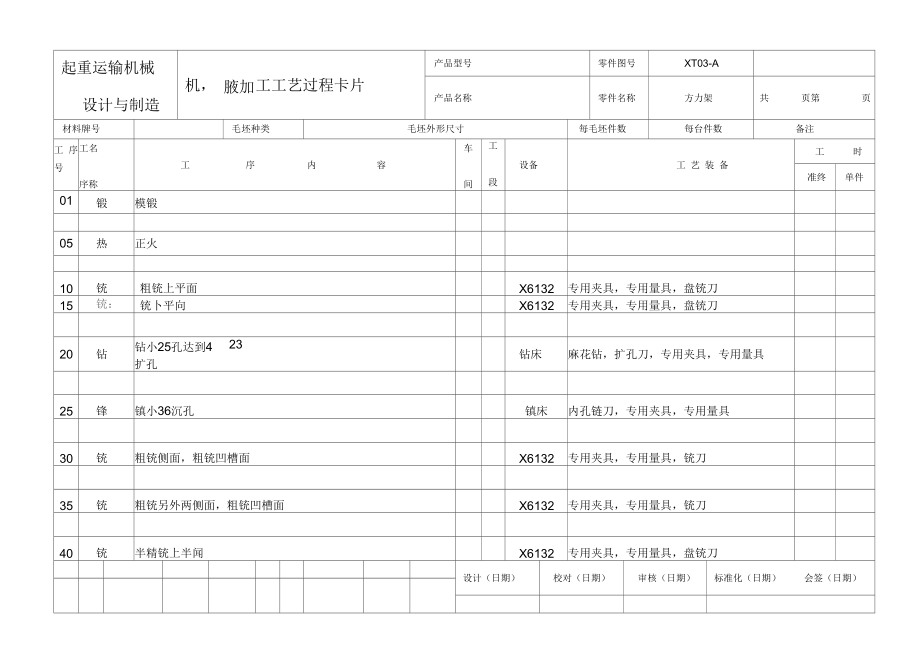
1、起重运输机械设计与制造机,工工艺过程卡片产品型号零件图号XT03-A腋加产品名称零件名称方力架共页第页材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工 序 号工名序称工序内容车间工段设备工 艺 装 备工时准终单件01锻模锻05热正火10铳粗铳上平面X6132专用夹具,专用量具,盘铳刀15铳:铳卜平向X6132专用夹具,专用量具,盘铳刀20钻钻小25孔达到4 扩孔23钻床麻花钻,扩孔刀,专用夹具,专用量具25锋镇小36沉孔镇床内孔链刀,专用夹具,专用量具30铳粗铳侧面,粗铳凹槽面X6132专用夹具,专用量具,铳刀35铳粗铳另外两侧面,粗铳凹槽面X6132专用夹具,专用量具,铳刀40铳半精铳上
2、半闻X6132专用夹具,专用量具,盘铳刀设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号|签 字日期标记处数更改文件号签 字日 期起重运输机械设计与制造工工艺过程卡片产品型号零件图号XT03-A机械加产品名称零件名称方力架共页第页材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工 序 号工名序称工序内容车间工段设备工 艺 装 备工时准终单件45铳半精铳卜平闻X6132专用夹具,专用量具,盘铳刀50锋半精链小36孔镇床内孔链刀,专用夹具,专用量具55铳半精铳侧面,凹槽面X6132专用夹具,专用量具,铳刀60铳半精铳另外两侧面,凹槽面X6132专用夹具,专用量具,
3、铳刀63钱较小25孔较刀,专用夹具,专用量具65铳精铳上平面X6132专用夹具,专用量具,盘铳刀70铳精铳卜平面X6132专用夹具,专用量具,盘铳刀75钻钻4个卜15H7的盲孔深9mmZ525钻床专用夹具,麻花钻头80钻钻8个M10的螺纹孔,攻丝Z525钻床专用夹具,麻花钻头、丝锥设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号|签 字日期标记处数更改文件号签 字日 期起重运输机械设计与制造工工艺过程卡片产品型号零件图号XT03-A儿械加产品名称零件名称方力架共页第页材料牌号毛坯种类毛坯外形尺寸每毛坯件数每台件数备注工 序 号工名序称工序内容车间工段设备工 艺
4、装 备工时准终单件85钻钻M1珊纹孔,攻丝,深18mmZ525钻床专用夹具,麻花钻头、丝锥90检检查各孔面精度及个表面粗糙度95热上,卜平闻滓火100磨磨上卜平闻磨床砂轮,专用夹具,专用量具105检检验110钳倒脚,去毛刺115洗清洗入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签 字日期标记处数更改文件号签 字日 期起重运输机械设计与制造工工序卡片产品型号零件图号XT03-A机械加一产品名称方力架零件名称方力架共页第1页A d车间工序号工序名称材料牌号10铳面45钢r jr 1+Dz11灯 V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128
5、X85设备名称设备型号设备编号同时加工件数铳床X6132夫具编p夹具名称切削液rj103铳床专用夹具工位器具编号工位器具名称工序工时(分)_A_A准终单件42.6丁止m-L少勺工步内容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步 机动工时辅助01装夹铳床专用夹具02铳上平面铳床专用夹具,直径50盘铳刀6001000.121.512.492设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机械设计与制造工工序卡片产品型号零件图号XT03-A机械加一产品名称方力架零件名称方力架共页第2页车间工序号工序名称材料牌号1 15 U / 1
6、/15铳面45钢111毛坯种类毛坯外形尺寸每毛坯可制件数每台件数、* .% Jj 1a'i1模锻件128X128X85设备名称设备型号设备编号同时加工件数铳床X6132夫具编P夹具名称切削液05铳床专用夹具-工位器具编号工位器具名称工序工时(分)J准终单件42.6丁止m-L少勺工步内容工 艺 ,姜 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助01装夹铳床专用夹具02铳卜平面,Ra6.3铳床专用夹具,直径50盘铳刀6001000.121.512.492设计(日 期) 校对(日期) 审核(日期)标准化(日期) 会签(日期)机械加工工序卡片起重运输
7、机械设计与制造产品型号零件图号XT03-A产品名称方力架零件名称方力架共页第3页【3 /车间工序号工序名称材料牌号20钻孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85设备名称设备型号设备编号同时加工件数钻床夫具编P夹具名称切削液07专用夹具工位器具编号工位器具名称工序工时(分)准终单件42.60102装夹钻小25孔达到小23扩孔达到25工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助钻床专用夹具麻花钻,游标k尺,专 用夹具6001000.121.512.492设计(日 期) 校对(日期) 审核(日期)标准化(日期
8、)会签(日期)起重运输机械机械加工工序卡片设计与制造0102内镇36沉,孔空深达到 39.5零件图号XT03-A方力架零件名称方力架共页第 4页车间工序号工序名称材料牌号25镇孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85设备名称设备型号设备编号同时加工件数镇床夫具编P夹具名称切削液09镇床专用夹具工位器具编号工位器具名称工序工时(分)准终单件42.6产品型号产品名称专用夹具、游标卡尺主轴转速切削速度进给量切削深度r/min200设计(日期)m/min100mm/r0.12mm1.5进给次数工步工时机动2.492.49辅助校对(日期)审核(日期)标准化(日期)会签
9、(日期)起重运输机械设计与制造工工序卡片产品型号零件图号XT03-A械加一产品名称方力架零件名称方力架共页第5页车间工序号工序名称材料牌号-1 匕。一 $30铳面45钢i.+CU/ / / / /K/XZ毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85/ j/T/J设备名称设备型号设备编号同时加工件数 铳床X6132L,. /夫具编P夹具名称切削液/11铳床专用夹具*/ /工67黑目编县工位器具名称工序工时(分):1r/>准终单件42.6丁止m-L少勺工步内容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助01装夹铳
10、床专用夹具02粗铳两侧面及凹槽面,保证Ra12.5铳床专用夹具,铳床专用飞刀3001000.121.512.492设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机械设计与制造初工工序卡片产品型号零件图号XT03-AL械加一产品名称方力架零件名称方力架共页第6页车间工序号工序名称材料牌号1i > 1I-/ ii 一35铳面45钢L)4- nL,/ JjT jf / y/A毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85vzZJ11' JF jF设备名称设备型号设备编号同时加工件数if jf JT Jr/ Z / . -1 / / /) /
11、 广/ / / jF /,/ f/V/A铳床X6132 -<Z/ZZ/夫具编P夹具名称切削液l_13铳床专用夹具工位器具名称工序工时(分)r JT 卡.x /jr J工6了要目编县/准终单件/ / Vz/l /%<z/, ! ! 1 ' -/jr/42.6丁止m-L少勺工步内容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助01装夹铳床专用夹具02粗铳另外两侧面,保证Ra12.5,铳床专用夹具,游标卡尺,专用 铳刀8001000.121.512.492设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机
12、械机械加工工序卡片设计与制造-L少勺工步内容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步 机动工时辅助01装夹02半精铳上平闻达到72专用夹具,专用量具,专用刀具5001000.121.512.49203铳外径为小103内径为小67的凹台深2mm专用夹具,专用量具,专用刀具5001000.121.512.492设计(日 期) 校 对(日期) 审 核(日期)会签(日期)标准化(日期)产品型号零件图号XT03-A产品名称方力架零件名称方力架共页第7页 车间工序号工序名称材料牌号40铳面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X
13、85设备名称设备型号设备编号同时加工件数铳床X6132夫具编p夹具名称切削液15铳床专用夹具工位器具编号工位器具名称工序工时(分)准终单件42.6起重运输机械设计与制造工工序卡片产品型号零件图号XT03-A义械加一产品名称方力架零件名称方力架共页第8页车间工序号工序名称材料牌号1i££/45铳面45钢1V71 - V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数X 14-Cr jT jT / j/T / /jf yT/ / / / / / jf / / / / / /'111模锻件128X128X85X产jT,.,JiJjf jfF / / / '/. 哆/ /
14、 /设备名称铳床设备型号X6132设备编号同时加工件数夫具编P夹具名称切削液< z z /承jF / jF jFjf/#z /-, /J /J;1 / 7 / / / /17铳床专用夹具/ ZZ / / Zy/ / / # /,/工位器具编号工位器具名称工序工时(分)Z Z / z / y / z X Z Z / / / 7 / /r 、/ J准终单件42.6丁止m-L少勺工步内容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助01装夹铳床专用夹具02*专用夹具,专用量具,专用刀具2001000.121.512.492精铳卜斗向设计(日
15、期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机械设计与制造工工序卡片产品型号零件图号XT03-A让戒加.产品名称方力架零件名称方力架共页第9页车间工序号工序名称材料牌号5045钢II7/<ZXX镇孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85/mjF j/Fj/T j/F JrJF/Z%<zz设备名称设备型号设备编号同时加工件数1cm C C+ +:匚A" f-镇床- - 夫具编P夹具名称切削液19镇床专用夹具=?y/yy%/ /./7 / y工位器具编号工位器具名称工序工时(分)/#'/准终单件4 * * ,汇工、/,/
16、 / Z'/y /Z/V ,/42.6丁止m-L少勺工步内容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助01装夹铳床专用夹具02半精镇小36沉孔及小38内台阶专用夹具,专用量具,专用刀具8001000.121.512.492设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机械机械加工工序卡片设计与制造丁止m-L少勺工步内容工 艺01装夹铳床专用夹具02半精铳侧面铳床专用夹具03半精铳凹槽面铳床专用夹具产品型号零件图号XT03-A产品名称方力架零件名称方力架共页第10页车间工序号工序名称材料牌号55铳面45钢毛
17、坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85设备名称设备型号设备编号同时加工件数铳床X6132夹具编R夹具名称切削液21铳床专用夹具工位器具编号工位器具名称工序工时(分)准终单件42.6装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助直径25棒铳刀8001000.121.512.492直径25棒铳刀8001000.121.512.492设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机械机械加工工序卡片 设计与制造丁止m-L少勺工步内容工 艺01装夹铳床专用夹具02半精铳侧面铳床专用夹具03半精铳凹槽面铳床
18、专用夹具产品型号零件图号XT03-A产品名称方力架零件名称方力架共页第11页车间工序号工序名称材料牌号60铳面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85设备名称设备型号设备编号同时加工件数铳床X6132夫具编p夹具名称切削液23铳床专用夹具工位器具编号工位器具名称工序工时(分)准终单件42.6装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助直径25棒铳刀8001000.121.512.492直径25棒铳刀8001000.121.512.492设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机械设计
19、与制造机械加工工序卡片产品型号零件图号XT03-A产品名称方力架零件名称方力架共页第12页丸7 /3 / V车间工序号工序名称材料牌号63较孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85设备名称设备型号设备编号同时加工件数钻床夫具编p夹具名称切削液25钻床专用夹具工位器具编号工位器具名称工序工时(分)准终单件42.6容工艺 1< 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助0102装夹精较小25孑L钻床专用夹具设计(日 期) 校对(日期) 审核(日期)标准化(日期)会签(日期)产品型号零件图号XT03-A产品名称方
20、力架零件名称方力架共页第13页车间工序号工序名称材料牌号65铳面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85设备名称设备型号设备编号同时加工件数立式铳床X53K夫具编R夹具名称切削液27铳床专用夹具工位器具编号工位器具名称工序工时(分)准终单件42.6工步号 工步内01 装夹02精铳上平面容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助钻床专用夹具专用夹具,专用量具,专用刀具9551200.060.413.492设计(日期) 校对(日期) 审核(日期)标准化(日期)会签(日期)起重运输机械设计与制造机械加工工序
21、卡片产品型号产品名称方力架零件图号零件名称XT03-A方力架共页第14页车间工序号工序名称材料牌号70铳面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数|/ / / - / /, / / ,/4 1CL2/模锻件128X128X85设备名称设备型号设备编号同时加工件数/a立式铳床X53K夫具编P夹具名称切削液Z/ZIj /!:/A一一=/ / AV/A29铳床专用夹具/ / / /,/ / / / / / / / / / / ,/ /工位器具编号工位器具名称工序工日准终寸(分)单件/142.6丁止m-L少勺工步内容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进
22、给次数工步 机动工时辅助01装夹铳床专用夹具02精铳卜平面,Ra1.6专用夹具,专用量具,专用刀具6001000.121.512.492设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)起重运输机械设计与制造工工序卡片产品型号零件图号XT03-A机械加一产品名称方力架零件名称方力架共页第14页车间工序号工序名称材料牌号J1 * T75钻孔45钢kjL-ng 总/ A_- - -_ %, .毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件128X128X85F JFZ <</ r/Z/ZZz设备名称设备型号设备编号同时加工件数 二 - »./三、 ' 1
23、1 , R, ,. V.2. '钻床1)/ f 1夫具编R夹具名称切削液/.11X/JTJI. . -:. - y ,29钻床专用夹具r 1 / /一1%, yyy工位器具编号工位器具名称工序工时(分)准终单件42.6丁止m-L少勺工步内容工 艺 参1 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助01装夹钻床专用夹具02钻个(卜15的盲孔,孔深9mm钻床专用夹具 ,麻花钻头、6001000.121.512.49203较孔设计(日期)校对(日期)审核(日期)标准化(日期:会签(日期)起重运输机械机械加工工序卡片产品名称设计与制造斗一L-rHO内步艺备-©零件图号XT03-A方力架零件名称方力架共页第14页车间工序号工序名称材料牌号80钻孔45钢
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 五年级数学(小数乘法)计算题专项练习及答案汇编
- 2025年碳酸甲乙酯项目建设方案
- 2025年私募股权投资项目发展计划
- 陕西警官职业学院《茶艺学》2023-2024学年第二学期期末试卷
- 集美大学《数据分析与可视化工具》2023-2024学年第二学期期末试卷
- 青岛农业大学《文化与翻译(1)》2023-2024学年第一学期期末试卷
- 青岛大学《D仿真设计基础》2023-2024学年第二学期期末试卷
- 青岛恒星科技学院《卫生法规》2023-2024学年第二学期期末试卷
- 青岛港湾职业技术学院《病原生物学与免疫学(实验)》2023-2024学年第二学期期末试卷
- 青岛电影学院《公共建筑设备工程》2023-2024学年第二学期期末试卷
- 《商务沟通与谈判》课件 第一章 商务沟通概述
- 安徽省皖北县中联盟2024-2025学年高二下学期3月联考数学试题(A卷)(原卷版+解析版)
- 物流运输过程中的法律法规试题及答案
- 专升本思政全新模式试题及答案
- 2024年内蒙古地质矿产集团有限公司运营管理分公司招聘考试真题
- Unit 7 A Day to Remember Section A (课件)-2024-2025学年英语人教版7年级下册
- 中央2025年中央社会工作部所属事业单位招聘11人笔试历年参考题库附带答案详解
- 暨南大道西延惠山段(江阴界-S261)新建工程报告书
- 消费行为影响机制-深度研究
- 健康咨询与服务推广协议
- 教师语言与沟通艺术知到智慧树章节测试课后答案2024年秋温州大学
评论
0/150
提交评论