



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第8章一般CNC系统电气控制硬件连接,8.1FANUC 0i/0i Mate CNC系统电气控制硬件连接8.2SIEMENS CNC系统电气控制硬件连接问题和练习,第8章一般CNC系统电气控制硬件连接,第8章一般CNC系统电气控制硬件连接8.1 FANUC 0i/0i Mate CNC系统电气控制国内有华中数控系统等。其中,FANUC数控系统有0系列、11系列等多个系列,FANUC 0系列使用最广泛。FANUC 0系列包括两个系统:FANUC 0i和FANUC 0i mate。两者的主要区别在于首先使用的马达不同。第二,轴的数量不同。第三种加工精度不同。第四个FANUC 0i有很多特殊功能可供
2、选择,但默认情况下没有FANUC 0i mate。如果要求不高,可以使用0i-mate系统;如果要求高,可以选择0i数控系统。第8章典型数控系统电气控制硬件连接,8.1.1 FANUC 0i/0i Mate硬件连接简要说明1 FANUC 0i/0i Mate数控设备数控系统通常表示数控设备、进料伺服系统、主轴系统、电源系统等的总和。数控设备是数控系统的核心,是大脑。(1)FANUC 0i/0i Mate数控单元的基本组件FANUC 0i数控单元包括两部分:主控制单元和I0单元。FANUC 0i Mate数控设备将主控制设备和IO设备相结合。主工厂主要包括CPU、内存(系列软件、宏程序、阶梯、各
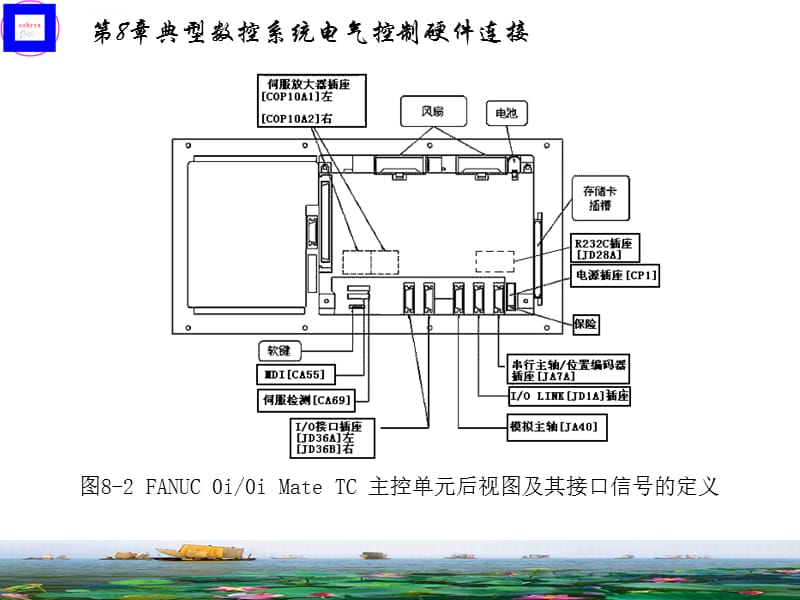
3、种参数等)、PMC控制、IO链接控制、伺服控制、主轴控制、内存卡IF、LED显示屏等。IO单元主要包括电源、I0接口、通信接口、MDI控制、显示控制、手脉冲发生器控制和高速串行总线。(2)FANUC 0i/0i Mate CNC设备主设备接口信号的定义FANUC 0i/0i Mate -TC主面板和主设备前视图是后视图和相应接口信号的定义,如图8-1所示。第8章典型CNC系统电气控制硬件连接,图8-1 FANUC 0i/0i Mate-TC基本面板和主设备前视图,第8章典型CNC系统电气控制硬件连接,图8-2 FANUC 0i/0i Mate TC主设备后视图和接口信号定义,第8章典型CNC2
4、FANUC 0i/0i Mate进给伺服系统主要由每个轴进给伺服驱动器及其伺服电动机组成。伺服驱动器接受主控制单元发送的进给速度和偏移命令信号,进行一定的平移和放大后,驱动伺服电动机,通过机械驱动机构实现机械驱动零件的准确工作进给和快速移动。FANUC的系列伺服驱动器主要分为SVM、SVMHV,其中一个SVM类型的驱动器最多可以有3个伺服轴,而一个SVMHV类型的单个驱动器最多可以有2个伺服轴。不同的CNC装置具有不同的接口类型。第8章典型CNC系统电气控制硬件连接,(1)FANUC伺服驱动器的模型参数伺服驱动器的模型参数如下所示。SVM端口-端口型号轴数,1: 1轴伺服;2: 2轴伺服;3:
5、 3轴伺服1轴最大电流;第二轴最大电流;第三轴最大电流;输入电压,“无”=200V,HV=400V。(2)SVM1-20伺服驱动器接口信号的定义SVM1-20伺服驱动器接口信号的定义如图84所示。第8章典型数控系统电气控制硬件连接,图8-3 FANUC 0i数控单元I/O单元视图及其接口信号的定义,第8章典型数控系统电气控制硬件连接,3FANUC 0i/0i Mate主轴驱动主轴系统主要由主轴驱动单元和主轴电机组成。FANUC 0i/0i Mate数控设备提供模拟主轴和串行主轴接口供用户选择。选择模拟主轴时,通常使用通用变频器作为主轴驱动。用户选择串行主轴后,FANUC 0i/0i Mate
6、CNC系统将提供SPM系列专用的主轴驱动程序。(1)以三菱FR-S500为例的通用变频器各终端功能如图85所示。其他通用变频器终端功能大同小异。变频器控制端子描述:STF:正向开始。STF信号打开时为正方向,关闭时为停止命令。STR:反转引导。如果STR信号为ON,则为反方向;如果为OFF,则为停止命令。第8章典型数控系统电气控制硬件连接,图84 SVM1-20伺服驱动器接口信号定义,第8章典型数控系统电气控制硬件连接,RH,RM,RL:选择多段数。可以根据端子RH、RM和RL信号的段落回路组合选择多段速度。端子功能将根据输入端子功能的选择(Pr.60Pr.63)进行更改。SD:触点(端子ST
7、F、STR、RH、RM、RL)输入的通用端子。10:用于频率设置的电源,DC5V,允许的负载电流10毫安。2:频率设置(电压信号)。输入DC05V(010V)时,输出将在输入比例:5V(10V)时以最高频率输出。5V/10V切换是通过Pr.7305V,010V选择完成的。5:设置频率公用输入。请仔细阅读FR-S500频率转换器用户指南的内容,了解FR-S500频率转换器的设置参数。第8章典型数控系统电气控制硬件连接,(2)SPM系列专用主轴驱动装置数控系统的主轴驱动装置主要用于驱动加工中心的主轴电机控制。FANUC的系列磁盘轴模块主要分为三种:SPM、spml和SPMHV。1)系列FANUC
8、0i主轴驱动器的型号参数主轴驱动器的型号参数如下:SPM嘴主轴驱动模型;马达类型,“无”为系列,c为c系列;额定输出;输入电压,“无”为200 V,HV为400 V。2)SPM-15主轴驱动设备接口信号的定义SPM-15主轴驱动设备接口信号的定义如图86所示。第8章典型数控系统电气控制硬件连接,4 .FANUC 0i/0i Mate电源设备由于数控机床的复杂性,FANUC 0i/0i Mate数控系统中使用的AC、DC电源通常使用常规AC、DC电源开关电源和FANUC专用电源。广泛应用于普通交流、直流电源开关电源成本、简单布线、普通数控汽车、铣床;FANUC专用电源设备主要用于加工中心。一般交
9、流,直流电源开关原理,接线请读者亲自确认资料。此处不进行说明。FAUNC的系列专用电源设备主要分为PSMR、PSMHV、PSMVHV、输入电压为AC 200 V和AC 400 V。第8章典型的CNC系统电气控制硬件连接,(1)系列专用电源设备型号参数专用电源设备型号参数如下:PSM嘴电源设备型号;制动形式,“无”是再生制动,r:能耗制动,v:电压转换再生制动,c:电容器制动;额定输出;输入电压,“无”为200 V,HV为400 V。(2)专用电源设备接口信号的定义PSM电源设备接口信号的定义如图87所示。第8章典型CNC系统电气控制硬件连接,图8-5 FR-S500逆变接线端子说明,第8章典型
10、CNC系统电气控制硬件连接,图86 SPM-15主轴驱动设备接口信号定义,第8章典型CNC系统电气控制硬件连接,图87 PSM电源设备接口信号定义,第8章典型CNCFANUC 0i/0i Mate数控系统集成连接FANUC 0i/0i Mate数控系统集成连接图和I/O链接图88,图89。,第8章典型数控系统电气控制硬件连接,图88 FANUC 0i/0i Mate数控系统集成连接,第8章典型数控系统电气控制硬件连接,图89 I/O链接连接,第8章典型数控系统电气控制硬件连接,8.1.2 CKA6150 CNC车床电气控制分析1。CKA6150 CNC车床简介不同制造商制造的CKA6150 C
11、NC车床选项FANUC OTD、FANUC Oi-MATE TC、FANUC Oi-TA、FANUCOi-TB、anchuan J50L、SIEMENS 80在本例中,CKA6150 CNC车床使用FANUC Oi-MATE CNC设备。三菱变频器主轴变速;SVM1-20进给驱动器和其他数控系统。这台机器是通用的通用产品。特别适合军需、汽车、拖拉机、冶金等行业。主要进行各种轴和盘零件的半精加工和精加工。通过加工内部、外部圆柱、圆锥、车削螺纹、镗孔、铰孔和各种曲线回转体,可多次循环加工工件。第8章典型数控系统电气控制硬件连接,基本配置:(1)采用水平平床结构、树脂砂铸造、时效处理、高频淬火导轨、
12、整体刚度的机器。(2)主驱动器采用变频电机,可获得手动三档齿轮,文件内无级变速。(3)进给系统采用伺服电动机、精密滚珠丝杠、高强度精密复合轴承结构。准确的位置,高传输效率。(4)配置垂直四位置刀架。(5)设有独立的集中润滑器,自动润滑床鞍和机床滑板。主轴箱装有独立润滑系统。(6)机床装有独立的冷却系统。(7)主控制系统是FANUC Oi-MATE。(8)直径为82的杆通过孔直径的大直径主轴。主轴扭矩,刚性,强力切削。第8章典型数控系统电气控制硬件连接,(9)独立放置的操纵器垂直滑动,便于操纵器的接近,操纵器面板使用触摸按钮,美观可靠。(10)装有内部冷却,不提起刀架,更适合加工工件,防止冷却水
13、溅出。(11)床鞍和滑板导轨结合面通过“塑料”处理移动零件,防止微量进给和爬行。2CKA6150 CNC车床电气系统概述CKA6150 CNC卧式车床电气控制系统由CNC主控制单元、交流伺服驱动系统、主轴系统、强大的电气控制部件等组成。采用日本FANUC公司产品的数控主控制单元和伺服驱动器,机床性能高;采用日本三菱变频器主轴变速的主轴系统方便灵活。机床电气控制系统框图,如图8-10所示。第8章典型数控系统电气控制硬件连接,(1)机械电气容量和所需总电源容量:24KVA满载电流:34A电源的总保险丝电流:40A保护等级:IP54 (2)机床电气主要技术要求机械电源要求3相4线制系统,380V 5
14、0Hz AC所有三条相位线(Ll、L2、L3)和一条中性线(n)在电气机柜底部,只需将电源中性线连接到电气机柜内部电气轮的主接线板Ll、L2、L3和PE端子,就可以在出厂前连接到PE和n端子。供电电缆或电线的横截面面积必须使用电导率不高于6mm2的铜线。保护地线还必须与机床设定的专用接地螺丝牢固可靠地连接,接地电阻R10。对于3相5线用户,必须将电源连接到端子,并将PE和n连接到接线板上的5线PE和n连接。第8章典型CNC系统电气控制硬件连接,电网电压:AC 380V(10%)电网频率:50Hz(1Hz)工作环境温度:540度相对湿度:25点80% (3)机械电气配置1) CNC系统CNC日本
15、fanc第8章典型CNC系统电气控制硬件连接,x轴:理论最大进给率8m/min。z轴:理论最大进给率12m/min。3)强大的电源控制单元主轴电机m1: 7.5kw 1000r/min变频马达。刀片马达m2: 0.18kw 1500r/min润滑马达m3: 0.09kw 1400r/min冷却马达M4: 0.12kw 2900r/min控制变压器TC1: AC 380V/220V/24V/26V主要为控制电路和冷却风扇提供220V电源,为整流桥提供26V交流电源为电源GS1提供220V交流输入电源为GS1:控制电路提供稳定的220V交流电源。第8章典型数控系统电气控制硬件连接,控制变压器TC2
16、: AC 380V/220V 2200VA。主要为电源GS2、伺服驱动器和伺服电动机提供220V交流电。电源GS2:主要为CNC设备、LCD/MDI、I/O链路、PLC I/O、伺服驱动器等提供24伏稳定的直流电源。接触器构成车床电气输出执行元件。继电器构成车床电气输出放大元件。各种压力开关、保护开关、脚开关、按钮等构成了此车床的电气输入元件。4)主要开关电气型号,规格表8-1,8章典型CNC系统电气控制硬件连接,图8-10 CKA6150 CNC车床电气控制系统框图,典型CNC系统电气控制硬件连接,表8-1主要开关电气型号,规格,第8章典型CNC系统电气控制硬件连接,电动机柜和车床地线6mm2黄绿色双色线;电气机柜和其他部件地线13mm2黄绿色双色线。第8章典型数控系统电气控制硬件连接,图8-11 CKA6150数控车床接地系统,典型数控系统电气控制硬件连接,3CKA6150数控车床电气控制回路图CKA6150数控车床部分电气控制原理图(主原理图、电源原理图、系统图)图8,第8章典型数控系统电气控制硬件连接,第8章典型数控系统电气控制硬件连接,第8章典型数控系统电气控制硬件连接,8.2.SIEMENS数控系统电气控制硬件连接,典型西门子数控系统包括SINUMERIK 810/840D
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 烟草批发国际市场考核试卷
- 冶金设备能效监测与评估技术考核试卷
- 生物药品的基因治疗与核酸药物研发考核试卷
- 汽车燃油蒸气排放控制系统检修考核试卷
- 传输网络的设计与优化考核试卷
- 电视机定制化与个性化生产考核试卷
- 果酒行业波特五力分析
- 2025房屋租赁合同范本:租房协议书
- 2025大连市商品混凝土销售合同协议书样本
- 2025《测绘管理与法律法规》考前必练题库500题(含真题、重点题)
- 医疗器械分类目录
- 2022版器械GCP考核试题及答案 (一)
- 中医执业技能病例
- 美国签证行程表模板
- 河南濮阳静探仪说明书jty
- 长期护理保险技能比赛理论试题库300题(含各题型)
- 二重积分的概念与性质演示文稿
- 医院双重预防机制建设工作完成情况
- 大学生劳动教育通论知到章节答案智慧树2023年大连海洋大学
- 污水处理厂工程其他费用取费标准、计算规则模板
- AB股公司章程(同股不同权)
评论
0/150
提交评论