



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
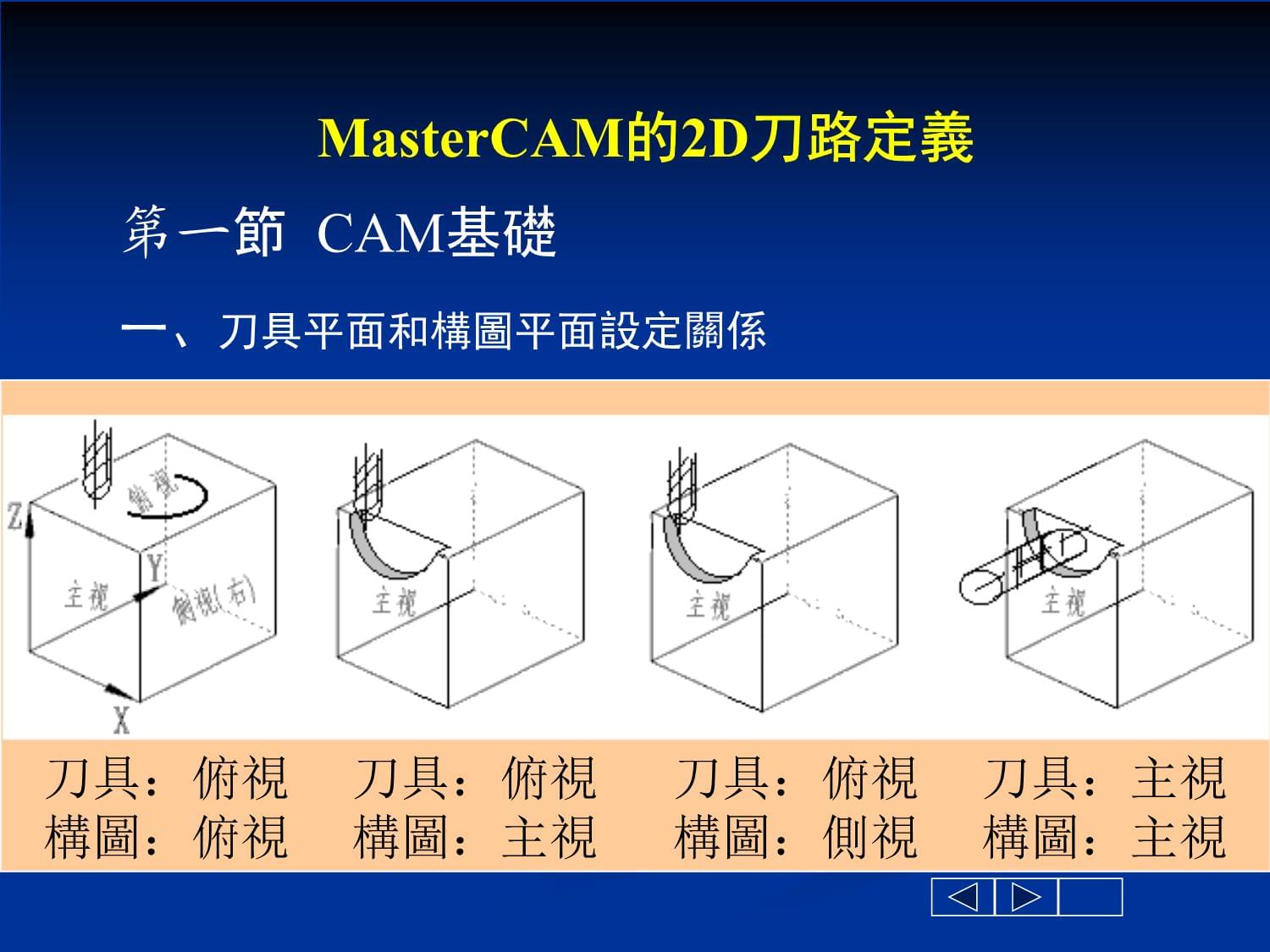
MasterCAM的2D刀路定義第一節CAM基礎一、刀具平面和構圖平面設定關係刀具:俯視刀具:俯視刀具:俯視刀具:主視構圖:俯視構圖:主視構圖:側視構圖:主視二、刀具原點、機械原點和備刀點1、刀具原點:
機床系統的加工原點。通常和繪圖原點要一致。2、機械原點:用來作為G92格式輸出時其後所跟的起刀點座標值。對NC程式的生成沒有影響。3、備刀點:刀具的進刀點和退刀點。三、共同的刀具參數設定當進行刀路定義時,無論採用何種加工方式,在選擇需要的加工對象後,即自動彈出刀具參數設置對話框。共同的刀具參數設定說明
刀具號和刀具補償號:系統將根據所選用的刀具自動地分配刀具號和刀具補償號,但也允許人為地設置刀號。生成NC程式時,將自動地按照刀號產生TxxM6的自動換刀指令。半徑補償號:當輪廓銑削時設置機床控制器刀補為左(右)補償時,將在NC程式中產生G41Dxx(G42Dxx)和G40的指令。刀長補償號:將在NC程式中產生G43Hxx(G44Hxx)和G49的指令。共同的刀具參數設定說明
進給率:這裏將賦予刀具在XY平面內的進給速度,在NC程式中產生Fxxxx
指令。Z軸進給率:賦予Z軸進刀切入時的進給速度。在NC程式中產生Z__Fxxxx
指令。提刀速度通常和快進速度相當。
共同的刀具參數設定說明程式名稱:即主程序番號。在NC程式中產生Oxxxx的指令。若在某些方式的加工參數設定項中設定了使用副程式(副程式)的功能,則副程式番號將由系統自動產生。起始程式行號和行號增量:指生成NC程式中行首的N代碼的起始號和行號增量。注:若不需要輸出N指令,需要修改後處理檔,或通過程式編輯器來消除。共同的刀具參數設定說明當使用平底刀具時,刀角半徑=0;曲面加工用球刀,刀角半徑=球刀半徑;圓鼻刀的刀角半徑<刀具半徑。主軸轉速:用以產生NC程式中Sxxxx指令。冷卻液:用以在程式中相應加工起始位置添加M08(或M07)、M09的自動開關冷卻液的指令。工作高度設定及說明
參考高度:初始Z座標高度。進給下刀高度:刀具從工進轉為快進的Z座標高度。要加工表面高度:毛坯頂面所處的Z座標。銑削深度:最終加工深度面的Z座標。第二節2D外形銑削刀路定義
2D輪廓外形是指組成外形輪廓的所有線、圓弧、曲線等圖素均位於同一構圖面內。
關於輪廓銑削參數的設定
電腦刀補和機床(控制器)刀補:主要用於2D輪廓銑削的刀徑補償。電腦刀補是指生成NC程式時是將整個輪廓按刀補方向均勻地向外或向內偏移一個刀具半徑值後算出的刀心軌跡座標,由此而產生的程式。機床控制器刀補是指生成NC程式時還是按原始輪廓軌跡座標生成程式,但在程式中相應的位置添加G41、G42、G40的刀補指令。刀補位置:有刀尖和刀具中心兩種選擇。主要用於刀具長度Z方向的補償設定,它僅影響球刀和牛鼻刀等成型刀的編程。
關於輪廓銑削參數的設定
刀具轉角設定:
指在輪廓類銑削加工程式生成時,是否需要在圖形尖角處自動加上一段過渡圓弧,主要針對於一些早期刀補功能還不完善的機床而設置的。
關於輪廓銑削參數的設定
刀補路徑優化:該功能可消除在刀路中小於或等於刀具半徑的圓弧段,以防止過切。尋找相交性:該功能也是用以在進行電腦刀補計算時防止過切刀路的產生。如外形輪廓中的窄槽部位、交疊部位等。線性誤差:
3D圓弧外形和曲線外形銑削時需要設定。線性誤差是將這類外形用空間直線進行逼近計算的逼近精度。最大深度偏差:只用於3D外形銑削。當對3D外形進行刀補計算時,兩線接點處的補償軌跡可能有所偏差而交接不上,在此可設定其交接的允許偏差。徑向分次銑削和深度方向分層銑削
深度方向的分層和輪廓徑向的分次設定的主要參數是粗切間距、粗切次數、精切間距(精修量)、精修次數等第三節、挖槽的刀路定義
挖槽特有的參數
挖槽特有的參數-使用島嶼深度
使用島嶼深度:如果在一個凹槽中的島嶼具有和凹槽不同的頂面深度,則:當不設定使用島嶼深度時,刀路的計算將認為島嶼和凹槽同樣高,即每銑一層都將避開島嶼,而不管實際島嶼頂面在何深度處。當設定使用島嶼深度時,刀路的計算將考慮島嶼頂面的真實高度,如果島嶼頂面低於凹槽頂面,則在銑削至島嶼頂面前的每一層都將忽略島嶼的存在,在持續往下的分層加工中再避開島嶼挖槽特有的參數
使用副程式:由於挖槽時,每一層的刀路基本相同,因此可考慮使用副程式編程的方法,這樣可精簡程式。但對每一層刀路不相同的挖槽加工來說,是無法使用副程式的。(比如設定錐度挖槽後就不能使用副程式編程方式。)錐壁設定
外壁錐度:用以設置槽形外邊界周邊的錐角。
島嶼錐度:用以設置島嶼周邊的錐角。挖槽方式
挖槽方式說明
一般挖槽:常用的挖槽定義方式。只加工槽形外邊界和島嶼間的部分邊界面再加工:較之一般挖槽方式而言,該方式還可將外槽形邊界外的料切除掉(切除量的多少受刀徑重疊量的影響)。可用於中間有凸島,四周有相對均勻餘量的低凹類外形的銑削。。用島嶼深度加工:同分層加工中使用島嶼深度選項,不需要進行分層設置即可保證加工到島嶼的實際高度。殘料清角:用於換上小直徑刀具後,再次對凹槽加工時,專門用以對前次加工時刀具加工不到的角部殘料進行清角加工。開放式槽形加工:用於非封閉式(有敞口的)槽形的加工定義。粗、精加工刀路參數
1、挖槽切削方式:有單向、雙向行切、等距環切、平行環切、帶清角的平行環切、依外形環切等多種方式。環切時可選擇是由內向外環切或由外向內環切。2、粗切間距:取粗切間距=(0.6~0.8)D刀,以保證有一定的重疊量。3、粗切角度:在雙向或單向行切時需要設置,是指刀具來回行走時刀路與X正軸方向的夾角4、刀具路徑最佳化:用以優化繞過島嶼的刀具路線。5、螺旋式/斜向下刀:由於常規立銑刀具不能上下垂直切入,所以可指定這類刀具從某一安全高度面開始以螺旋線方式或以斜線插入的方式向下切入。6、精修參數:精修是指最後繞整個槽形邊界和島嶼邊界的輪廓精修。精修次數和精修餘量:確定最後以指定的精修餘量對整個周邊進行指定次數的精修。精修外邊界:若不指定該項,精修將只局限於對整個島嶼的邊界,指定該項,將同時精修外邊界7、精修時機:分層挖槽時,默認的是每層都將進行精修,若設定“精修於最後深度”為有效,則將只在銑削到最後深度層時才精修。多槽區加工時,從釋放殘餘變形考慮,應設定“所有的內腔都粗銑完成後再精修”,否則將是先分別粗、精銑完某一槽區域後,再去粗、精銑下一槽區域。挖槽銑削的限制
1、除了特定的敞開式挖槽,其餘的槽形銑削都要求槽形邊界和島嶼邊界都必須封閉。
2、所有圖形使用定義一個內腔,並且所有的島嶼必須處於同一個構圖平面上。第四節、鑽孔加工的刀路定義
鑽鏜加工迴圈及其參數G81/G82:適用於h/d<3的淺孔。若給定在孔底暫留的時間為非零值,則自動按G82生成程式(用於做沉孔座),否則按G81生成程式。G83/G73:深孔啄鑽/斷屑鑽。生成NC程式時,作為進刀間距參數(Q後的值)而起作用的是第一步進間距。其他參數基本無效G84:正向攻螺紋。G85/G86:鏜孔。G76:精鏜,Q後的讓刀值由提刀間距參數決定。
多孔加工對於多孔加工時,各孔位間加工的先後順序的排列有很多類型可供選擇,可在所有孔位都選擇完成後點擊菜單中的“選項”,再在彈出的對話框中根據需要設定。如果在所選擇的眾多的孔中,有個別孔的深度值不同,可在選完後再點“編輯”,即可修改某些孔位點的各種Z深度值。如果對同一批孔進行再次加工,如先鑽孔、再攻絲或鏜
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 生态城市中的智能化垃圾分类与处理
- 物流园区中的多式联运组织与管理
- 国庆节手表销售活动方案
- 临时用电专项施工方案编制
- 现代办公环境下的沟通技巧与团队合作
- 生产中的柔性管理策略及实践应用
- 学生国庆节游玩活动方案
- Unit 1 Sports and Game Lesson 3(说课稿)-2024-2025学年人教新起点版英语四年级上册
- 25 王戎不取道旁李(说课稿)-2024-2025学年统编版语文四年级上册
- 2024年六年级品社下册《可怕的物种入侵》说课稿2 苏教版
- 2025年三人合伙投资合作开店合同模板(三篇)
- 2025年合资经营印刷烟包盒行业深度研究分析报告
- 天津市五区县重点校2024-2025学年高一上学期1月期末联考试题 化学 含答案
- 吉林省吉林市普通中学2024-2025学年高三上学期二模试题 生物 含答案
- 高考日语阅读理解练习2篇-高考日语复习
- 2025年湖南省通信产业服务限公司春季校园招聘76人高频重点提升(共500题)附带答案详解
- 人教版高一数学上册期末考试试卷及答案
- 安全学原理第2版-ppt课件(完整版)
- 钽铌矿开采项目可行性研究报告写作范文
- 小升初数学衔接班优秀课件
- 出口食品生产企业备案自我评估表
评论
0/150
提交评论