



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
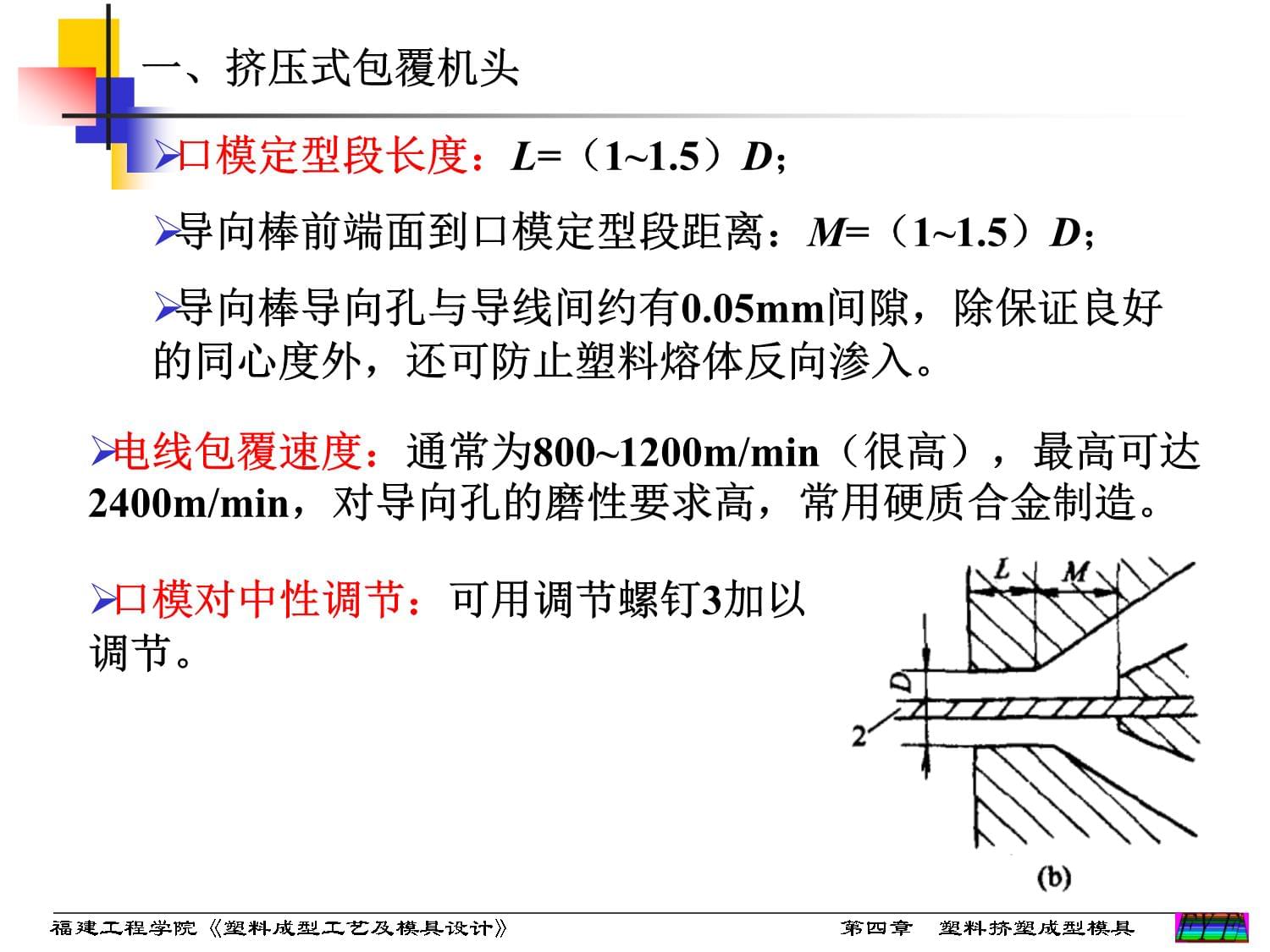
第四章塑料挤塑成型模具第六节线缆包覆挤出机头设计一、挤压式包覆机头二、导管式包覆机头第七节异型材挤出机头设计一、概述二、异型材挤出机头结构设计三、定型模设计一、挤压式包覆机头第六节线缆包覆挤出机头设计包覆机头分类:挤压式:在金属导线外包覆一层软质塑料绝缘层——电线;套管式:在多股塑料电线束外面再包覆一软质塑料绝缘导管——电缆。包覆机头一般采用直角式机头、45°机头或其它斜角机头。导线包覆层厚度可通过更换口模尺寸、改变挤出速度、芯线牵引速度及导向锥轴向位置来调节。一、挤压式包覆机头口模定型段长度:L=(1~1.5)D;导向棒前端面到口模定型段距离:M=(1~1.5)D;导向棒导向孔与导线间约有0.05mm间隙,除保证良好的同心度外,还可防止塑料熔体反向渗入。电线包覆速度:通常为800~1200m/min(很高),最高可达2400m/min,对导向孔的磨性要求高,常用硬质合金制造。口模对中性调节:可用调节螺钉3加以调节。一、挤压式包覆机头口模预对中机头:机头不需要进行对中调节,且导线进入内导向环之前已被一薄层熔体所包围,有润滑作用,降低了导向孔的磨损。二、导管式包覆机头导管式包覆机头结构:设计成直角式机头,它是将塑料挤成管,在口模外立即收缩包覆在芯线上,与挤压式不同。收缩方法:提高芯线牵引速度或抽真空。线与塑料未直接接触;芯线与导入孔单边间隙可为0.2~0.3mm二、导管式包覆机头包覆层厚度:随口模尺寸、导向棒头部尺寸、挤出速度、芯线牵引速度等不同而变化。口模定型段长度L为口模出口直径的0.5倍以下,否则螺杆背压大、产量低,且电缆表面出现流痕,影响表面质量。第七节异型材挤出机头设计一、概述异型材:除圆棒、圆管、片材、薄膜、线、丝之外的挤出制品统称之;产量最大的是建材、汽车家电行业用异型材。1、异型材分类按材料分:单一塑料、多种材料复合异型材;按截面结构特征分:封闭式、开放式、半封闭式、实心、复合异型材等。一、概述2、异型材设计原则异型材截面:应尽可能简单;空心型材腹筋应尽可能少,厚度应比外壁厚薄20~30%,以免缩痕明显。异型材壁厚:应尽可能均匀,减小内应力和翘曲变形。硬聚氯乙烯(RPVC)异型材壁厚常用1.2~1.4mm。异型材过渡圆角:断面转角处最好呈圆角过渡;R≤(0.25~0.5)mm×壁厚,外圆角至少为R0.4mm。一、概述2、异型材设计原则截面对称或轴向对称:容易避免歪扭翘曲,内应力易取得平衡。表面缩痕装饰:加装饰线(凸或凹)。挤出机选择:已知异型材尺寸规格后就可选择设备(表4-8-1)。二、各类异型材挤出机头设计异型材挤出机头结构:分板孔式、多级式、流线型等形式。板孔式:结构最简单,但流道断面变化急,易滞料,只适用于SPVC、橡胶类密封型材及少量聚烯烃型材的挤出。多级式:流道采用逐级变动的形式,大大减少的滞料死角,但仍不适用于热敏性塑料。流线型:流道完全呈流线型逐渐变化,无滞料死角,适用于RPVC及各种热塑性塑料异型材的挤出。1、板孔式异型材挤出机头特点:流道全部加工在一块口模板上,由机颈到异形流道是突然变化的,存在较多流动死角,只能用于不易分解的SPVC、聚烯烃等料挤出,连续生产时间不宜过长,需定期清理。截面突变处1、板孔式异型材挤出机头机颈座内流道是挤出机出口到口模板成型孔之间的过渡,形状可为圆形、矩形过渡状。成型段长度:薄壁件L/t≥10;当壁不均时成型段长度应制成不等的长度,使各处流速趋于平衡。1、板孔式异型材挤出机头异型芯模的固定:封闭式或半封闭式中空异型材芯模最常用桥式支撑结构,其横断面应制成流线型,以减少滞料。中空异型材封闭部分应导入空气或低压空气,以便定型。2、异型材多级式挤出机头结构特点:由多块模板组成,断面形状分级变化;滞料状况比板孔式有明显改善;不适用于RPVC类制品长时间稳定生产,仅适用于简单型材和不易分解塑料挤出。3、流线型异型材挤出机头结构特点:流道内无滞料死点,断面尺寸连续变化,适用于各种材料的挤出成型。3、流线型异型材挤出机头注意点:机头流道结构应简单,便于加工、清理和修正。组合结构便于线切割加工流道图4-8-11:压缩比小(2~2.5),流道短,适于双螺杆挤出机;压缩比小,芯棒支撑筋要薄(2~3mm),以便消除熔接痕。3、流线型异型材挤出机头机头特点:流道先扩大再压缩,有较大压缩比(达5~7),使挤出机料筒压力增大,提高密实度,且熔接痕熔合好。组合结构便于加工图4-8-13:封闭式中空异型材挤出型芯结构,内部隔腔通有空气,防止制品收缩变形。3、流线型异型材挤出机头异型材壁厚不均时,口模定型段长度应有不同,厚壁处长些,薄壁处短些;若厚薄两部位紧紧相连时,口模定型段应增设一隔板,避免薄壁处熔体横向流入厚壁处,隔板应在离口模出口3~5mm处终止,以便熔体重新熔合。3、流线型异型材挤出机头挤出断面畸变补偿:二维流动的异型材因断面各点速度差和粘弹性影响,目前多采用预变形补偿(凭经验);补偿量与树脂种类、口模定型段长度、挤出速度等有关。异型材的最终形状和尺寸公差主要由定型模决定;其尺寸精度主要取决于定型手段和定型模的完美程度;壁厚精度可达±3~6%;全尺寸(宽、高)±1~2%。三、定型模设计定型方法:有多板定型、滑移定型、压缩空气外定型、内定型、辊筒定型、真空定型等。1、多板式定型模图4-8-16:将数块定型板排列在冷却水中,尺寸逐渐变小,最后一块板尺寸应比制品大2~3%(冷至室温还会收缩);此法可用于定型厚壁或实心异型材;定型板可用黄铜、青铜或铝板制造。定型板定型长度:随型材而异,一般中空异型材取3mm,实心异型材取2.5mm,入口处均应有R0.5mm圆角。1、多板式定型模2、滑移式定型模主要用于开放式异型材定型,制品多为薄壁型材。制品挤出口模形状可与制品一致,也可先挤成板或管坯,进入定型模后折弯成要求的形状。2、滑移式定型模异型材移动速度:视定型模长度和异型材壁厚而定,对于1mm壁厚的异型材通过速度可达3~4.5m/min,厚4mm异型材通过速度为0.5~0.7m/min。先挤成管坯,剖切展平后进入定型模成型异型管材定型模:结构与管材定型模类似,仅断面形状不同而已,不再重述。3、真空定型模形状复杂的封闭式中空异型材,一般采用1~4段真空定型模来定型,如图4-8-21所示。真空室冷却水道3、真空定型模真空定型模设计要点:容易引入型坯、易于拆卸和清理;通常制成可开启的组合结构;真空室易于清理,真空通道保持畅通;采用导热性好的材料制造,如铝合金,以加快冷却速度,同时耐磨性要好;定型模一般由相互分开的1~4段组成,壁越厚所需段数越多,每段长400~600mm,通道尺寸应按收缩情况逐段缩小。3、真空定型模口模尺寸:受出模膨胀和牵引拉薄缩小两因素的影响,但总的是会缩小,故尺寸比定型模入口尺寸大;长流道机头约大2~5%,短流道机头大0.4~1.5%。壁厚尺寸:膨胀量大于收缩量,口模间隙要比型材壁厚小,如RPVC口模间隙取型材壁厚的90%。定型模冷却:有并错流和逆错流两种方式,水道直径取10~16mm,水温10~18℃为宜。3、真空定型模1mm的真空缝真空缝排列前密后疏思考题异型
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 辽宁轨道交通职业学院《分子生物学4》2023-2024学年第二学期期末试卷
- 济南2025年山东济南市钢城区所属事业单位招聘初级综合类岗位26人笔试历年参考题库附带答案详解-1
- 绵阳飞行职业学院《消化系统疾病》2023-2024学年第二学期期末试卷
- 成都医学院《DesignofStructures》2023-2024学年第二学期期末试卷
- 青岛电影学院《作物育种学总论》2023-2024学年第二学期期末试卷
- 河源广东河源市消防救援支队2025年第一批政府专职消防员招聘86人笔试历年参考题库附带答案详解
- 动物炭黑、动物胶及其衍生物项目效益评估报告
- 沈阳工业大学《药用作物栽培学》2023-2024学年第二学期期末试卷
- 2025届高考语文补充背诵诗词:《青玉案·元夕》教学设计
- 南京视觉艺术职业学院《Java应用设计案例》2023-2024学年第二学期期末试卷
- 海洋钻井(平台)
- (完整版)电梯的钢结构施工方案
- 中国近现代史纲要ppt全共64页课件
- 腰椎间盘突出症(腰痹病)中医临床路径
- 教学团队建设总结报告
- 研发经费填报指标说明及核算方法
- 装饰施工进度计划网络图及横道图
- 一年级思维训练(课堂PPT)
- 实木电脑桌书桌安装图
- GB_T 27025-2019 检测和校准实验室能力的通用要求(高清版)
- 俱乐部经营俱乐部经营
评论
0/150
提交评论