



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
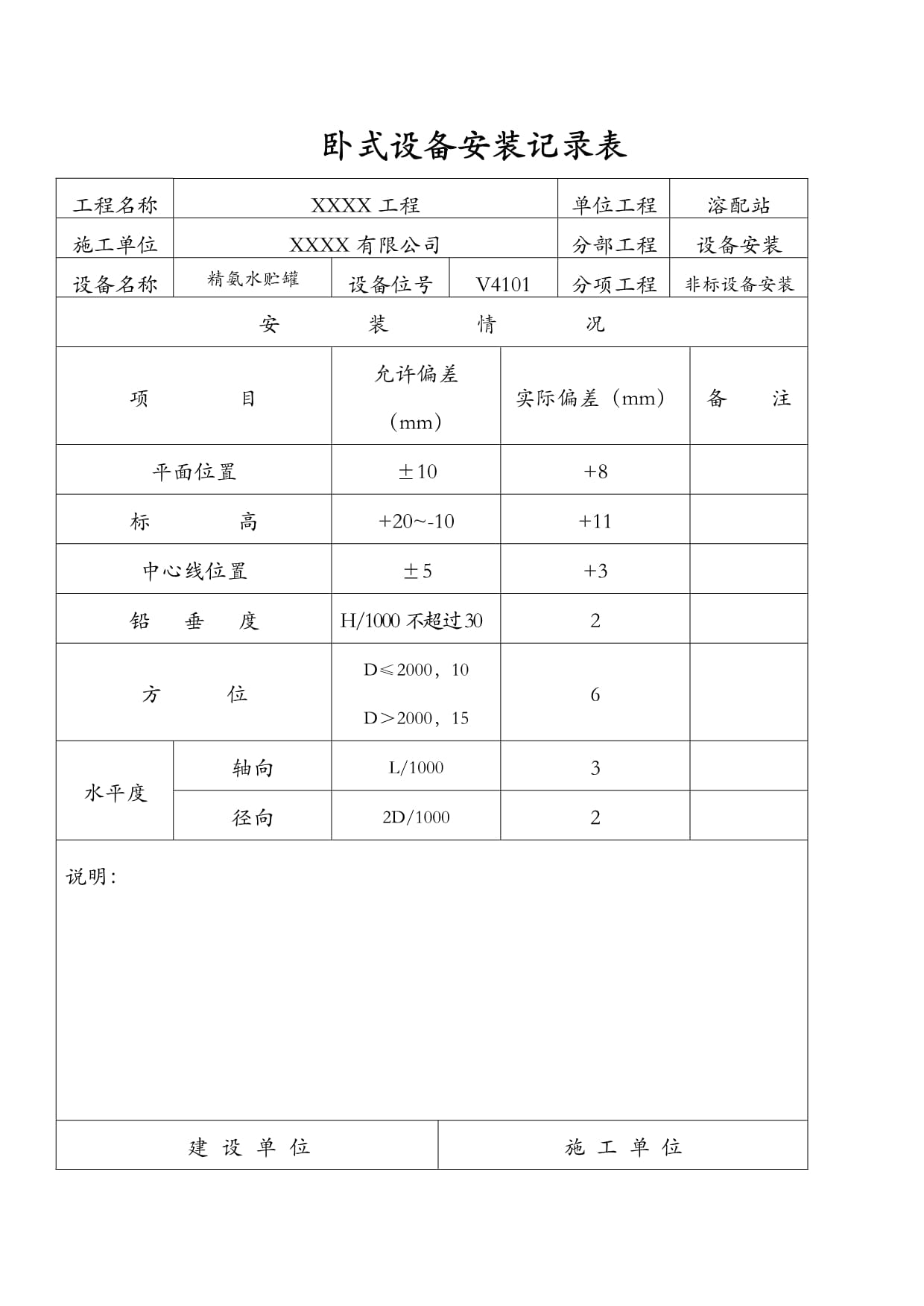
卧式设备安装记录表工程名称XXXX工程单位工程溶配站施工单位XXXX有限公司分部工程设备安装设备名称精氨水贮罐设备位号V4101分项工程非标设备安装安装情况项目允许偏差(mm)实际偏差(mm)备注平面位置±10+8标高+20~-10+11中心线位置±5+3铅垂度2方位D≤2000,10D>2000,156水平度轴向L/10003径向2D/10002说明:施工单位卧式设备安装记录表工程名称XXX抗生素工程单位工程溶配站施工单位XXXX装工程有限公司分部工程设备安装设备名称工业氨水贮罐设备位号V4103分项工程非标设备安装安装情况项目允许偏差(mm)实际偏差(mm)备注平面位置±10+8标高+20~-10+11中心线位置±5+3铅垂度2方位D≤2000,10D>2000,156水平度轴向L/10003径向2D/10002说明:施工单位卧式设备安装记录表工程名称XXX光抗生素工程单位工程溶配站施工单位XXX安装工程有限公司分部工程设备安装设备名称碱液贮罐设备位号V4105分项工程非标设备安装安装情况项目允许偏差(mm)实际偏差(mm)备注平面位置±10+8标高+20~-10+11中心线位置±5+3铅垂度2方位D≤2000,10D>2000,156水平度轴向L/10003径向2D/10002说明:施工单位卧式设备安装记录表工程名称XXX抗生素工程单位工程溶配站施工单位XXXX装工程有限公司分部工程设备安装设备名称浓硫酸贮罐设备位号V4107分项工程非标设备安装安装情况项目允许偏差(mm)实际偏差(mm)备注平面位置±10+8标高+20~-10+11中心线位置±5+3铅垂度2方位D≤2000,10D>2000,156水平度轴向L/10003径向2D/10002说明:施工单位100m³常压卧式油罐 制作方案一、单位工程概况 31、工程概况 32、油罐制作现场排版图: 3二、施工方案 61.施工前准备 62.油罐制作 63.组对拼装 104.制造过程质量控制 115.焊接检验 146.试验 157.油罐的防腐 15三.验收 16四、油罐吊装方案 171.油罐概况 172.施工准备 173.吊装 18一、单位工程概况1、工程概况1.1、本工程为10×100m³罐组,现场制作工程量为20台。原设计图纸油罐仅有外形尺寸,外径φ3216mm,总长度12800mm,需要深化设计。建设单位要求:油罐封头厚度δ=10mm,筒体板厚8mm,钢板材质为Q235-A,人孔为DN600,高800mm2、油罐制作现场排版图:二、施工方案1.施工前准备1.1该油罐采用普通碳素结构钢Q235-A焊制,符合GBT709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》及钢板质量应符合GB700—88《碳素结构钢》。焊接材料为E4303,其质量应符合GB/T5117-1995《碳钢焊条》。1.2所有材料必须具备材料出厂质量证明书。到货后要按材料质量证明书进行验收,对有怀疑的项目,要进行复检,不合格材料不得使用。2.油罐制作2.1制作程序:纵缝焊接纵环焊接坡口加工下料排版钢板检验筒节卷圆纵缝焊接纵环焊接坡口加工下料排版钢板检验筒节卷圆封头外协加工封头外协加工人孔接管环缝焊接环缝探伤组对校圆纵缝探伤人孔接管环缝焊接环缝探伤组对校圆纵缝探伤除锈刷油压力试验除锈刷油压力试验验收 验收2.2封头制作:封头不在现场制作,委托加工厂制作。2.3筒节的卷制2.32.3.22.3.32.3.3.12.3.32.3.3.3筒体钢板的下料长度尺寸可按下列公式确定:L=πDp+δ1+δ2+δ3-式中:L—筒体钢板的下料长度尺寸,Dp—筒体的平均直径,mm;δ1—气割加工余量,mm;δ2—机械加工余量,mm;δ3—预弯直段余量,mm;δ4—冷卷伸长量,一般2~5mm。注:有预弯直段要求时才考虑及δ1、δ2及δ3。一般当钢板厚度δ≥20mm时,如在卷板机上预弯,每端预弯直段余量不小于2δ;当δ<20mm时,可不考虑预弯直段余量。本工程筒节钢板δ=8mm,不考虑预弯直段余量。2.3.3.42.3.3.52.3.3.6被卷钢板以气割作为板料最终加工手段时,必须清除气割毛刺及金属飞溅物,钢板表面及边缘必须光洁、平整,对接口(或坡口)端面及两侧不小于2.3.3.72.4卷制过程2.4.1本工程筒节使用三辊卷板机卷制,在三辊卷板机上卷制时,钢板两端一般应预弯。预弯如在压力机上进行,应采用专用的预弯模具压制,预弯的长度应大于三辊卷板机两个下辊中心距尺寸的二分之一。在预弯长度内,预弯圆弧与检查样板(检查样板曲率半径的公称尺寸宜比图样名义尺寸小0.5~1mm)。间隙h小于或等于1mm。下图2.4.22.4.3对于有预弯直段余量的钢板应在钢板两端预弯后将余量切除。焊接端面及两侧不小于20mm2.4.4被卷制钢板应放在轴辊长度方向的中间位置,并对钢板位置进行校正。使钢板对接口边缘与轴辊中心线平行,如下图2.4.5用三辊卷板机卷制时,应多次调整上辊向下移动,使钢板弯曲,卷制成筒体。上辊每下降一次需开动卷板机,使钢板在卷板机上往返卷一、二次。2.4.62.4.72.4.82.4.92.4.10在卷制成形后,用专用纵缝对接装置将纵缝对接口对平、两端面对齐,对接口间隙应符合图纸2.4.11定位焊接完成后,必须由质检员检验(对筒体对接边缘偏差和端面纵向错口进行重2.4.122.4.13冷卷筒体内外表面的凹陷和疤痕:如果深度为0.5~1mm时应修磨成圆滑过渡,超过1mm2.4.14纵缝焊接后应在卷板机上进行校圆。校圆时应随时用样板检查,要求圆弧曲率尽量均匀,使圆度(Dmax-Dmin)和棱角度E达到2.5质量检查按NB/T47003.1—2009、施工图对卷制筒体进行检查。单节筒体纵向焊缝对接边缘错口偏差、内径偏差、Dmax-Dmin棱角度E等项目的检查方法和检测器具应符合有关规定。3.组对拼装3.1筒节拼装3.1.1对已制作完成检验合格的筒节,可以进行相邻筒节的环缝组对,组焊时两个相邻筒节的纵焊缝要对称错开;3.1.2筒节的拼装可以采用螺栓拉紧器或筒节组对焊接滚轮架等专用工具。专用工具焊接和拆除应注意保护母材不受损伤。切割拆除专用工具后形成的疤痕应用砂轮打磨与母材平齐。形成的凹痕应不超过有关标准规定,确认该处无裂纹或其他缺陷存在。3.2封头与筒节的组对封头与筒节的组对前,应分别划好四条中心线,组对时应先对准这四条中心线,并使这四点间的距离保持一致,利用拉紧器等专用工具调整其他部位的错边量,使其减少到最小程度,将接口对准,在间隙均匀、无错边超差,并在允差范围之内进行点焊牢固。4.制造过程质量控制4.1封头:4.1.1封头定货前选择合格生产厂,到货后必须按国家标准JB/T4746-2002验收4.1.24.2筒节制造4.2.1筒节选用整板卷制而成,不拼接,焊接接头对口错边量b(见下图)应符合下表的规定。按第一行选择。本工程b≤2mm焊接接头对口错边量mm4.2.2在焊接接头环向形成的棱角E,用弦长等于1/6内径Di,且不小于300mm的内样板或外样板检查,其E值不大于(δn/10+2)mm,且不大于5mm。在焊接接头轴向形成的棱角E,用长度不小于300mm的直尺检查,其E值不大于(δn/10+2)mm,且不大于5mm;本工程E≤2.8mm。焊接接头环向形成的棱角焊接接头轴向形成的棱角4.2.3筒体同一断面上最大内直径与最小内直径之差应不大于该断面内径Di的1%,且不大于30mm;本工程Dmax-Dmin≤30mm壳体同一断面上最大内直径与最小内直径4.2.4本工程相邻圆筒的纵向焊接接头对称错开,封头拼接焊接接头的端点与相邻圆筒的纵向焊接接头的距离均应大于钢板名义厚度δn的3倍,且不小于100mm。≥100mm。4.2.5施工中应避免钢板表面的机械损伤,对较严重的机械伤痕应进行修磨。对壳体钢板的修磨深度不得超过钢板名义厚度δn的10%,且不大于2mm,并使修磨范围内均匀过渡,不得有突变;修磨深度≤0.8mm。4.2.6法兰面应垂直于接管或筒体的中心线,安装接管法兰应保证法兰面的水平或垂直,其偏差均不得超过法兰外径的1%(法兰外径小于100mm时按100mm计算),且不于4.2.7容器上补强圈4.焊接4.1容器的焊接必须由持劳动部门颁发的有效焊工证的焊工承担。并且施焊方法及位置应在相应的合格项目之内,焊接时必须遵守焊接工艺。4.2焊接采用手工电弧焊,焊条为E4303,焊前应进行烘干,烘干温度为1500C,烘干时间为1.5小时,并保温在10004.3点焊时,从筒节外部进行点焊,点焊长度为50mm左右,点焊要牢固。4.4对接焊缝坡口形式如图二,焊接前对坡口及两侧100mm范围的油、锈、水份等影响焊接质量的杂物应清理干净。4.5焊接时工艺参数如下:焊条类型焊条直径焊接电流焊接电压焊接电源及极性E43033.290~120A22~24A交直流均可E43034.0180~200A22~24A交直流均可4.6焊接前由工长根据焊接工艺评定编制《焊接作业指导书》,焊接作业前进行交底。5.焊接检验5.1焊缝表面外观要求:5.1.1焊接接头表面不得有裂纹、气孔、弧坑和飞溅物;5.1.2焊接接头咬边的连续长度不得大于100mm,焊接接头两侧咬边的总长度不得超过该条焊接接头总长的10%,咬边深度不得大于0.5mm;5.1.3焊接接头的余高e1、e2按下表及下图的规定。本工程采用单面坡口,要求e1≤1.2mm、e2≤1mm。焊接接头的余高mm焊接接头的余高5.2焊缝无损检测5.2.1除另有规定,容器对接焊接接头需进行局部射线或超声检测,检测长度不得少于各条焊接接头长度的10%。局部无损检测应优先选择T形接头部位。5.2.2焊接接头的无损检测应按JB/T4730.2、JB/T4730.3的规定进行,要求如下:5.2.2.1焊接接头的射线检测技术等级为AB级;质量等级Ⅲ级合格;5.2.2.2焊接接头的超声检测技术等级为B级;质量等级Ⅱ级合格。5.2.3焊缝无损检验由建设单位委托第三方负责。6.试验6.1容器制造完成后,应按图样要求进行盛水试验、液压试验、气压试验、气密性试验或煤油渗漏试验等。本工程采用盛水试验。6.2容器的开孔补强圈应在压力试验以前通入0.1MPa的压缩空气检查焊接接头质量。6.3盛水试验方法:6.3.1试验前应将焊接接头的外表面清除干净,并使之干燥;6.3.2试验的持续时间应根据观察所需的时间决定,但不得少于1h;6.3.3试验中焊接接头应无渗漏;6.3.4如有渗漏,修补后应重新试验;6.3.5试验完毕后,应将水排尽并用压缩空气将内部吹干。试验时须有业主或工程监理公司工程师现场检查、确认。7.油罐的防腐 7.1油罐外表面防腐前,油罐的盛水试验必须经业主或监理工程师书面认可。油罐的焊缝检查及其它检验必须合格。7.2油罐外表防腐,采用环氧煤沥青特加强级防腐层结构,具体做法如下:外表喷砂除锈Sa2.5级—环氧煤沥青底漆一遍—环氧煤沥青面漆二遍玻璃丝布—环氧煤沥青面漆二遍—玻璃丝布—环氧煤沥青面漆二遍7.3外表面除锈要求7.3.1油罐外表面除锈,应达到表7.3.27.4油罐防腐施工要求7.4.1涂刷环氧煤7.4.2环氧煤7.4.3涂完前一道环氧煤沥青层,待其表干7.4.5油罐试验合格后,内表面喷砂除锈后,内壁涂三.验收验收时质量证明文件齐全,包括:油罐特性(包括设计压力、试验压力、设计温度、工作介质);油罐总图;封头合格证;钢材的化学成分和力学性能、合格证;无损检测结果;试验结果;油罐几何尺寸检查记录;防腐工程记录等四、油罐吊装方案1.油罐概况每台油罐约重9300kg,油罐上部有人孔两个(作为吊装点)。油罐采用覆土安装,安装高度+0.7m,根据设备平面布置图及现场道路已通畅,二侧可以停放车辆的情况,计划用一台50T2.施工准备2.1成立吊装领导小组1)现场执行经理1名2)技术负责人1名3)安全负责人1名4)起重工2名5)钳工2名2.2机具材料准备2.2.150T汽车吊1台2.2.2钢丝绳扣6套拟选用D-6×19+1-24-1502.2.3与24mm钢丝绳相配的钢丝绳卡12个。2.2.4道木15根2.3钢丝绳强度校核1)油罐本体重量P=4775kg2)选用钢丝绳最大破断力F=32050kg3)受力分析:油罐上部有两个吊耳共同承受油罐重量,现计算单根钢丝绳受力情
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 少年宫音乐小组活动计划
- 职业学校实习卫生管理计划
- 建筑用木材标准化与检测技术考核试卷
- PEP小学五年级上册英语学习计划
- 印刷业国际合作模式与案例解析考核试卷
- 海洋油气开发地质分析与评价考核试卷
- 家具行业展会布局与品牌展示技巧考核试卷
- 2025年幼儿园家园共育培训计划
- 部编人教版语文提高班计划
- 二零二五招商合同范文集锦
- 小学音乐西南师大五年级下册(2023年新编)第二单元新疆乐韵-敲手鼓的小巴郎教案
- 广西河池市隆友锌银铅锑矿区
- 《水泵房巡查流程》word版
- 电力时间同步监测系统V20
- GB_T 41377-2022菊粉质量要求(高清-最新)
- VFS5210-4DB-06 SMC电磁阀
- 个体工商户诚信承诺书
- 电厂锅炉本体保温施工方案完整
- QCP品质控制计划模板
- 2013年高考新课标Ⅰ卷文科综合试题及答案解析(图片版)
- MBTI十六种人格类型
评论
0/150
提交评论