



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
模具材料H13的热处理工艺与性能东南大学陈锋模具材料H13的热处理工艺与性能东南大学陈锋11、H13的特性
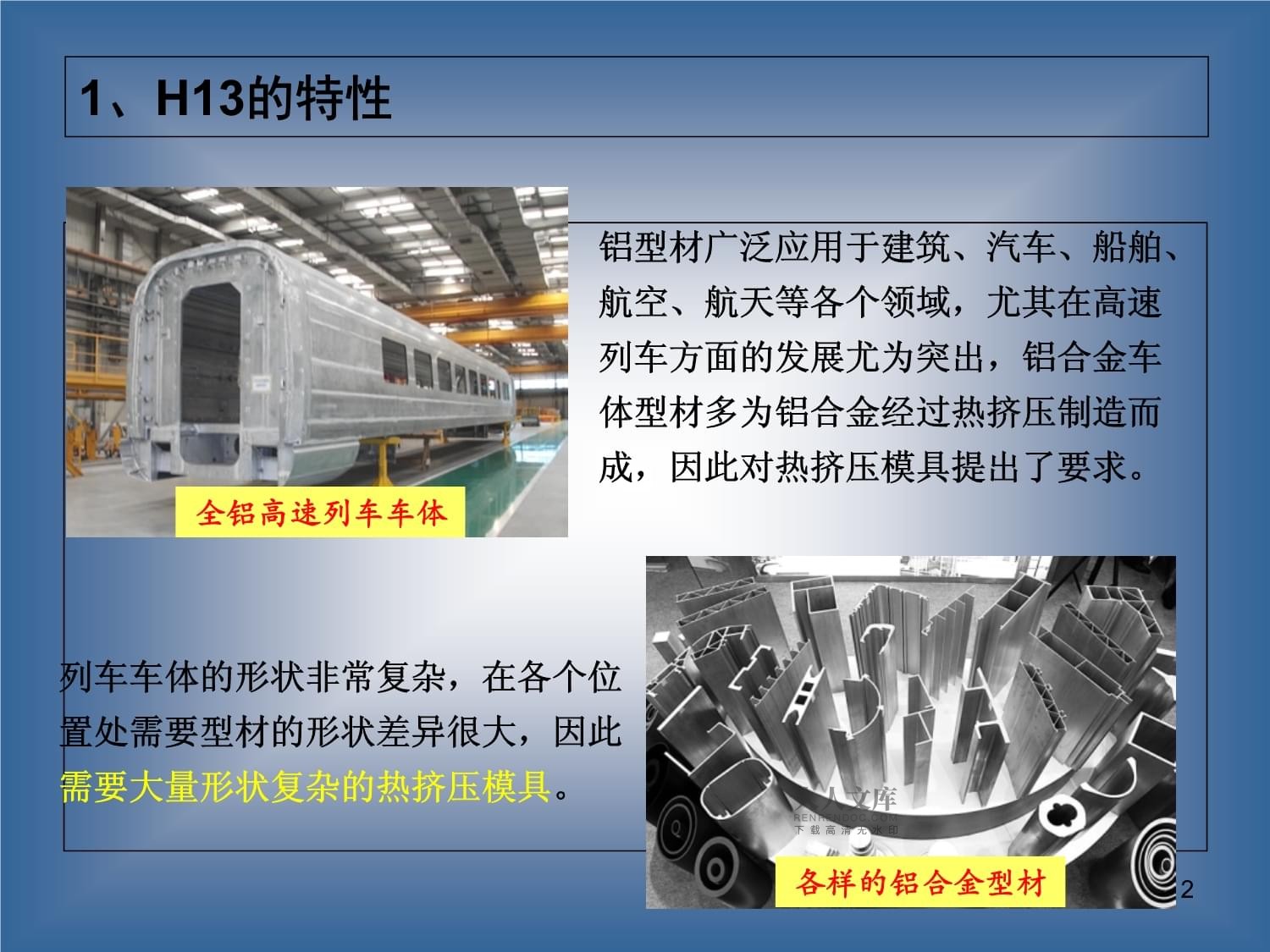
铝型材广泛应用于建筑、汽车、船舶、航空、航天等各个领域,尤其在高速列车方面的发展尤为突出,铝合金车体型材多为铝合金经过热挤压制造而成,因此对热挤压模具提出了要求。列车车体的形状非常复杂,在各个位置处需要型材的形状差异很大,因此需要大量形状复杂的热挤压模具。全铝高速列车车体各样的铝合金型材1、H13的特性铝型材广泛应用于建筑、汽车、船舶、航空2
铝合金型材在热挤压过程中,热挤压模具所处的工作条件十分恶劣,挤压温度高、压力大、热金属与模具的热熔损时有发生,因此热作模具钢对材料性能提出了更高的要求。
性能要求
高的强韧性高的耐热性、抗氧化性高的耐磨性良好的耐热疲劳性良好的淬透性、加工工艺性能良好的导热、较小的膨胀系数、良好的抗蠕变性能铝合金型材在热挤压过程中,热挤压模具所处的工作3我国热作模具钢的发展5CrNiMo
3Cr2W8V从20世纪70年代开发出;由于钨系热作模具钢的导热性低,冷热疲劳性差,制成的模具大多使用寿命不长。4Cr5MoSiV120世纪80年代从美国引进H13;具有良好的强韧性和冷热疲劳性,用于铝型材热挤压模具上效果好,模具的使用寿命也比传统钢制造的模具稳定度提高一倍。从20世纪30年代开始广泛使用;随模具工业的迅速发展,传统钢种已不能满足性能的要求。我国热作模具钢的发展5CrNiMo3Cr2W8V从20世4热作模具钢材料H13
H13(4Cr5MoSiV1)是从美国引进的一种中碳中合金钢,含碳量为0.4%左右,钢中合金元素总量达7%,含有较多的Cr、Mo、V等碳化物形成元素。热作模具钢材料H13H13(4Cr5H13各元素的作用
(1)CC进入基体点阵中带来固溶强化作用;与合金元素结合形成碳化物,保证足够的硬度、强度和耐磨性;对Ms点产生影响,降低碳含量,可升高Ms点,能减少室温组织中的残余奥氏体量,避免过多残余奥氏体的影响。(2)Cr与碳结合形成碳化物,主要形成Fe和Cr碳化物,这些Fe、Cr碳化物会令C曲线右移,提高钢的高温强度、耐磨性和回火稳定性;适中的Cr含量能令钢的临界点上升,保证钢的淬透性,提高模具表面抗氧化及抗腐蚀性能,有利于增强其抗热疲劳性能。H13各元素的作用(1)C6H13各元素的作用
(3)Mo
提高钢的热稳定性、耐磨性、淬透性,抑制回火脆性及细化奥氏体晶粒,是很好的二次硬化元素;Mo含量过高,会增大脱碳敏感性,因此加入强碳化物形成元素来减小这种不利影响。(4)Si提高钢的临界点、抗氧化性能;Si会减缓C在钢中的扩散速度,不易使回火时析出的碳化物聚集,增加回火稳定性。(5)VV比Cr、Mo更容易与C、N形成碳化物和氮化物,其硬度很高、高温下不易溶解,能显著提高钢的硬度和耐磨性,使钢具有良好的热硬性,并可细化钢的晶粒和组织,增加钢的回火稳定性。H13各元素的作用(3)Mo7NADCA(北美压铸协会)标准对H13的金相组织的要求带状组织可接受不可接受可接受不可接受退火组织NADCA(北美压铸协会)标准对H13的金相组织的要求带状组8NADCA标准对H13的金相组织的要求
网状碳化物热处理组织2级3级可接受不可接受不可接受可接受NADCA标准对H13的金相组织的要求网状碳化物热处理组织9NADCA标准对H13的金相组织的要求4级3级马氏体组织可接受不可接受NADCA标准对H13的力学性能的要求退火后硬度<235HBW室温冲击韧度25~35J/cm2NADCA标准对H13的金相组织的要求4级3级马氏体组织可接102、H13材料失效分析失效情况应力疲劳裂纹热疲劳裂纹磨损塑性变形
失效分析模具材质较脆内部组织有缺陷热处理硬度过高承受负荷过大产生高应力集中表面反复升降温拉压应力的交替局部应力超过弹性极限高温高压无润滑产生激烈的摩擦高温高压高摩擦表面温度升高而软化,交变载荷下瞬时发生应力疲劳裂纹热疲劳裂纹磨损塑性变形2、H13材料失效分析失效情况应力疲劳裂纹热疲劳裂纹磨损塑性112.1成分不合格导致的失效例1:某厂H13钢合金元素含量不足(含Cr量仅3.34%),生产中发现H13化学成分偏析严重,未进行合理的锻造和球化退火,造成H13钢在热处理过程中或安装使用时断裂。例2:某厂的H13钢模具存在块状的不均匀组织,冲击韧度远低于常规,对其成分进行分析,发现Si含量偏高而V含量偏低,过高的Si含量将促进回火过程中晶间碳化物粗化,恶化钢的抗热疲劳性能。2.1成分不合格导致的失效例1:某厂H13钢合金元素122.2热处理工艺不合理导致的失效
例1:某厂热作模具钢淬回火后硬度为52~54HRC,回火后金相组织为针状回火马氏体+回火索氏体,符合要求,但在安装使用阶段就断裂。分析原因:模具硬度太高,韧性不足,属脆性断裂。应采用合理的热处理工艺,降低硬度,控制硬度为46~48HRC,可避免脆性断裂。例2:某厂H13钢基体硬度为50HRC,高于使用要求的43~48HRC。分析原因:回火不充分导致基体硬度偏高。例3:对某厂断口部位取样观察显微组织,发现明显的链状碳化物且部分区域为网状分布,同时发现成分偏析组织。分析原因:调质处理之前未进行退火处理,此类缺陷难以通过调质处理消除。2.2热处理工艺不合理导致的失效例1:某厂132.3渗氮工艺不合理导致的失效
例1:某厂采用氮化温度580℃,保温时间4.5h,出炉后油冷,氮化后表面硬度>900HV,氮化扩散层厚度约为0.2mm,使用时仅挤压工件2000件,模具就发生龟裂失效。分析原因:模具基体硬度较低,先进行1030℃加热淬火,586℃回火,再进行渗氮处理,提高了寿命。
例2:某厂H13基体硬度为43HRC,比通常热处理后的硬度46~51HRC偏低。分析原因:后续渗氮工艺600℃x6h,渗氮温度较高,使基体回火软化所致。2.3渗氮工艺不合理导致的失效例1:143、热处理工艺要求
4Cr5MoSiV1钢经钢厂锻轧后,常存在共晶碳化物不均匀、带状偏析严重、粗大的片状珠光体以及网状碳化物链等问题,对模具的生产及使用十分不利。造成组织的不均匀,在淬火后模具会存在不均匀的硬度和变形而引起淬火裂纹的产生,也会降低横向冲击韧性,造成横纵向韧性差别越明显,等向性越差带状偏析网状碳化物链粗大珠光体片易使模具材料的硬度高、塑性差,带来不良的切削加工性,淬火时易过热开裂淬火加热保温时间较短不能完全溶入基体,影响冲击性能,成为模具的裂纹源必须在淬火之前进行有效的退火处理,控制材料的组织3、热处理工艺要求4Cr5MoSiV1钢经钢厂锻153.1退火对H13钢组织的控制普通球化退火等温球化退火均匀化+等温球化退火正火+等温球化退火3.1退火对H13钢组织的控制普通球化退火等温球化退火均匀16原始态带状组织不合格900℃球化退火900+780℃等温球化退火1050℃均匀化退火+等温退火1050℃正火+等温球化退火四种退火处理都对材料的带状偏析有所改善,其中经高温均匀化和正火处理的样品带状偏析改善情况更为明显。合格合格合格合格原始态带状组织不合格900℃球化退火900+780℃等温17原始态碳化物分布1050℃均匀化退火+等温退火1050℃正火+等温球化退火四种退火处理使碳化物趋于均匀分布在基体上,其中以均匀化和正火处理的样品碳化物分布情况较为理想,评级为AS3及AS2级。900+780℃等温球化退火900℃球化退火不合格-AS17合格-AS3合格-AS2合格-AS8合格-AS9原始态碳化物分布1050℃均匀化退火1050℃正火四种退18原始态网状碳化物900℃球化退火900+780℃等温球化退火1050℃正火+等温球化退火1050℃均匀化退火+等温退火合格-1级不合格-4级合格-1级不合格-4级1050℃高温下,网状碳化物链得以消除。按标准GB/T1299-2000规定,网状碳化物评级不应该大于3级,故均匀化退火和正火试样合格。不合格-4级原始态网状碳化物900℃球化退火900+780℃等温球化19模具材料H13的性能与工艺ppt课件20900℃球化退火900+780℃等温球化退火原始态1050℃正火+等温球化退火1050℃均匀化退火+等温退火碳化物球化程度在电镜下观察到,原始态中大量杆状和条状碳化物,四种退火工艺处理后,碳化物均有了一定程度的球化。900℃球化退火900+780℃等温球化退火原始态10521高温均匀化和正火处理的试样,小直径碳化物比较多,大约占总体积的50%,等温球化退火的试样700nm以上直径的碳化物数量达总体积的20%。高温均匀化和正火处理的试样,小直径碳化物比较多,大约占总体积22图3-104Cr5MoSiV钢经不同退火处理后碳化物的XRD图谱4Cr5MoSiV钢经不同退火处理后碳化物的XRD图谱(a)普通球化退火(b)等温球化退火(c)正火+等温球化退火(d)均匀化退火+等温球化退火图3-104Cr5MoSiV钢经不同退火处理后碳化物的XR23H13钢在加工成模具的过程中,对硬度和切削性有一定的要求,退火后硬度应不超过HBW235。H13钢在加工成模具的过程中,对硬度和切削性有一定的要求,退24四种退火工艺对材料的带状偏析起到改善,碳化物球化程度变高,硬度得到减小,提高了切削加工性能,为后续热处理提供了较好的组织。经正火+等温球化退火工艺处理的样品,带状偏析明显改善;网状碳化物链得以消除;碳化物球化程度较好;组织评级为AS2级;碳化物颗粒较小硬度相较于其他退火工艺要高;测得的硬度满足标准,也能满足切削加工的要求。四种退火工艺对材料的带状偏析起到改善,碳化物球化程度变高,硬253.2淬火+回火工艺对组织和性能的影响570℃×2590℃×2580℃×2570℃580℃590℃1050℃1030℃1040℃淬火+回火3.2淬火+回火工艺对组织和性能的影响570℃590℃261030℃1040℃1050℃——马氏体评级1030℃1040℃1050℃——马氏体评级271030℃1040℃1050℃碳化物(白色)分布在马氏体上,随着淬火温度的升高,碳化物颗粒变小。加热温度越高,更多的碳化物分解,合金元素融入奥氏体,冷却后形成的马氏体中合金元素含量较高。——未溶碳化物形貌观察1030℃1040℃1050℃碳化物(白色)分布在马氏体上,281030℃1040℃1050℃——晶粒度1030℃1040℃1050℃——晶粒度29模具材料H13的性能与工艺ppt课件30模具材料H13的性能与工艺ppt课件31模具材料H13的性能与工艺ppt课件324Cr5MoSiV1钢不同温度保温4h后的硬度变化曲线4Cr5MoSiV1钢不同温度保温4h后的硬度变化曲线33模具材料H13的性能与工艺ppt课件34模具材料H13的性能与工艺ppt课件35模具材料H13的性能与工艺ppt课件36试样经1030℃淬火,马氏体评级为2级,晶粒度为10级,570℃回火二次后,显微组织评级为HS3级,残余奥氏体含量为4.33%,硬度为48.4HRC,550℃进行高温拉伸,抗拉强度为1236KPa,延伸率达10.52%。因此,认为试样经1030℃淬火+570℃二次回火的这一工艺,是18种淬回火工艺组合中的最优工艺。试样经1030℃淬火,马氏体评级为2级,晶粒度为10级,57374、H13模具氮化工艺
在铝合金挤压过程中,高温状态的铝合金对模具表面有较强的冲击作用,会冲蚀模具表面,易形成脆性的铁铝金属间化合物,使模具表面热裂纹扩大、加深,甚至造成表面层剥落,致使模具早期失效,因此需要对模具钢进行表面处理。表面处理技术如CVD、PVD、PACVD、离子渗氮、蒸汽氧化和气体氮化等可以在4Cr5MoSiV1模具表面形成新的涂层,挤压过程中使铝合金与模具不能直接接触,从而有效避免了铁铝金属间化合物的产生。目前国内对4Cr5MoSiV1钢表面处理主要采用离子渗氮和气体渗氮技术。4、H13模具氮化工艺在铝合金挤压过程38几种新型氮化工艺(离子氮化和磁控溅射)热处理为1060℃淬火+580℃回火,在550℃离子渗氮10h,表面硬度达920HV,渗氮层深0.41mm,而高于570℃渗氮,化合物层中会出现大量网状氮化物,使耐磨性下降。在不同温度下对H13钢进行辉光离子渗氮试验,计算出氮的扩散激活能及扩散系数。改变离子渗氮气压和温度在H13钢表面获得了不同成分和厚度的渗氮层,发现在温度为570℃、气压为200Pa时制备的渗层摩擦因数比基体大范围降低,比磨损大幅降低,耐磨性明显改善。在氩气氛下对4Cr5MoSiV1钢进行离子氮化处理,发现氩气氛离子渗氮工艺在适当牺牲渗氮层的强度后,提高了渗氮层的韧度。采用非平衡磁控溅射技术,H13钢表面沉积CrN及CrMoN涂层,涂层均匀致密,呈FCC结构,强化了H13钢表面。几种新型氮化工艺(离子氮化和磁控溅射)热处理为1060℃淬火39气体氮化原理
钢的气体氮化,是指在一定温度下,由含氮气氛分解出的活性氮原子在钢表面发生界面反应,并不断向内部扩散,使氮原子渗入钢表层的化学热处理过程。目前使用最多的渗氮气氛为氨气,在550℃左右的高温下,氨气会发生分解反应,获得活性氮原子:
活性氢原子和部分活动氮原子复合成分子,排出炉内,而另一部分活性氮原子吸附在钢表面,并溶解于α-Fe,超过氮在Fe中的溶解度后,氮原子与Fe原子可能发生反应,在钢表层形成氮化物。气体氮化原理钢的气体氮化,是指在一定40渗氮层形成过程随着氮含量的不断提高,氮化物沿着垂直和平行于表面的方向不断长大,使表面形成渗氮层,且厚度不断增加,氮原子继续向内层扩散。渗氮层形成过程随着氮含量的不断提高,氮化物沿着垂直和41气体氮化的研究现状Cooke结合气体渗氮和磁控离子溅射技术,生成CrTiAlN涂层,提高了模具的耐磨损性能,高温耐氧化性能及机械稳定性。Bayramoglu采用覆膜、氮化等工艺对H13钢进行研究,发现表面处理后提高了模具的寿命,其中最优的工艺为对H13钢表面焊合镍基涂层。Birol比较气体渗氮和覆AlTiN薄膜对提高H13钢表面性能,发现AlTiN薄膜更加有效的阻止了铝和模具型腔表面的接触,避免了金属基体与铝的化学反应,减少了脆性氮化物的形成,而气体渗氮形成的白亮化合物层会在挤压过程中磨除,减小模具的使用寿命。周潘兵将H13钢气体渗氮前进行预喷丸处理对渗氮动力学与渗氮层性能进行研究,表明预喷丸处理对渗氮起催渗作用,渗氮初期的效果明显,渗氮温度升高催渗效果显著提高,且形成的渗氮层的硬度明显高于普通气体渗氮。气体氮化的研究现状Cooke结合气体渗氮和磁控离子溅射技术,42气体氮化研究现状林高用分析了4Cr5MoSiV1热作模具钢在不同热处理状态下经相同气体渗氮工艺氮化后渗氮层的变化,发现经淬火+二次回火和淬火+三次回火的试样渗氮,组织和性能较高。Akhtar研究表面状态对H13钢气体渗氮动力学的影响,发现渗氮前对表面进行预处理,增强了表面织构,促进了渗氮的反应动力,得到均匀且更深的渗氮层,可提高耐磨性和深层硬度效应,延长挤压模具的使用寿命。Birol对H13钢挤压模具工作中渗氮层耐磨性进行研究,发现化合物层在挤压过程中会被磨除,铝合金进行型腔时产生的剪切力会令模具型腔入口表面出现大量孔洞和裂纹,同时在晶界富集的氮化物也会对裂纹的增长起到一定作用。鞠慧运用正交试验法,优化了H13钢气体渗氮工艺参数,提出影响渗氮层硬度和厚度的主要因素是渗氮温度和氨气分解率。气体氮化研究现状林高用分析了4Cr5MoSiV1热作模具钢在43
挤压模具的工作条件十分恶劣,表面处理可提高模具的使用寿命,在实际生产中主要采用气体氮化工艺,温度530~550℃(低于回火温度),12~20h,厚度0.15~0.20mm,硬度760~550Hv(62.5~52.3HRC)作为模具的主要表面处理工艺。使零件的尺寸稳定性提高、变形小;模具可获得高的硬度、耐磨性、耐蚀性、一定抗粘附性;使挤压模具具有高的回火稳定性,显著提高疲劳强度。气体氮化可能的缺陷:渗层太薄硬度不均表面质量差挤压模具的工作条件十分恶劣,表面处理444.1氮化层组织形貌
将经1030℃淬火,570℃二次回火处理后的4Cr5MoSiV1钢置于氮化炉进行二次氮化。氮化后表面形貌扩散层化合物层渗氮层横截面4.1氮化层组织形貌将经1030℃454.2氮化次数对氮化层的影响
4Cr5MoSiV1钢经1030℃淬火,570℃回火两次后,试样分别进行一次,二次及三次氮化三种气体氮化工艺处理。一次氮化二次氮化三次氮化随氮化次数的增加,氮化层厚度增加。氮浓度随着距表面距离的增加而呈阶梯式下降,氮化次数增加,相同位置的氮浓度增大。从整体来看,试样硬度沿渗氮层深度方向呈阶梯式下降,氮化次数增加,相同位置的硬度增大。4.2氮化次数对氮化层的影响4C46模具材料H13的性能与工艺ppt课件47模具材料H13的性能与工艺ppt课件484.3回火次数对氮化层的影响
将淬火态、一次回火态、二次回火态和三次回火态的试样置于气体渗氮炉中进行氮化,研究氮化前不同热处理组织对试样氮化后氮化层的影响。随着回火次数的增加,试样的化合物层和扩散层均增厚。淬火态一次回火二次回火三次回火4.3回火次数对氮化层的影响将淬火494.4粗糙度对氮化层的影响
4Cr
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 生产管理部年中总结
- 河北省保定市2025届数学三下期末复习检测试题含解析
- 辽宁生态工程职业学院《矿井运输与提升》2023-2024学年第二学期期末试卷
- 肥料管理办法课件
- 因数和倍数的认识(2)教案-2024-2025学年五年级下册数学人教版
- 心衰护理常规
- 环境空气监测用总悬浮颗粒采样器前8大企业占据全球85%的市场份额(2023年)
- 2025年度工作总结模板1
- 浙教版2023小学信息技术四年级下册 第11课《设计统计表》教学设计及反思
- 预防犯罪 教学设计-人教部编版八年级道德与法治上册
- 中国轮毂电机市场发展状况与投资方向预测报告2024-2030年
- 2024年第二次广东省普通高中生物学业水平合格性考试含答案
- 2025年长袜子皮皮考试题及答案
- 2025年陕西金融资产管理股份有限公司招聘笔试参考题库含答案解析
- 2025年广西机场管理集团有限责任公司招聘笔试参考题库含答案解析
- 2025年九年级中考语文第一次模拟考试卷附答案解析
- 部队食品安全知识课件
- 中建商务管理手册
- 2025年中能建投六盘水电力有限公司招聘笔试参考题库含答案解析
- 海洋中国知到智慧树章节测试课后答案2024年秋哈尔滨工程大学
- 学生心理韧性对教学策略的影响研究
评论
0/150
提交评论