



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
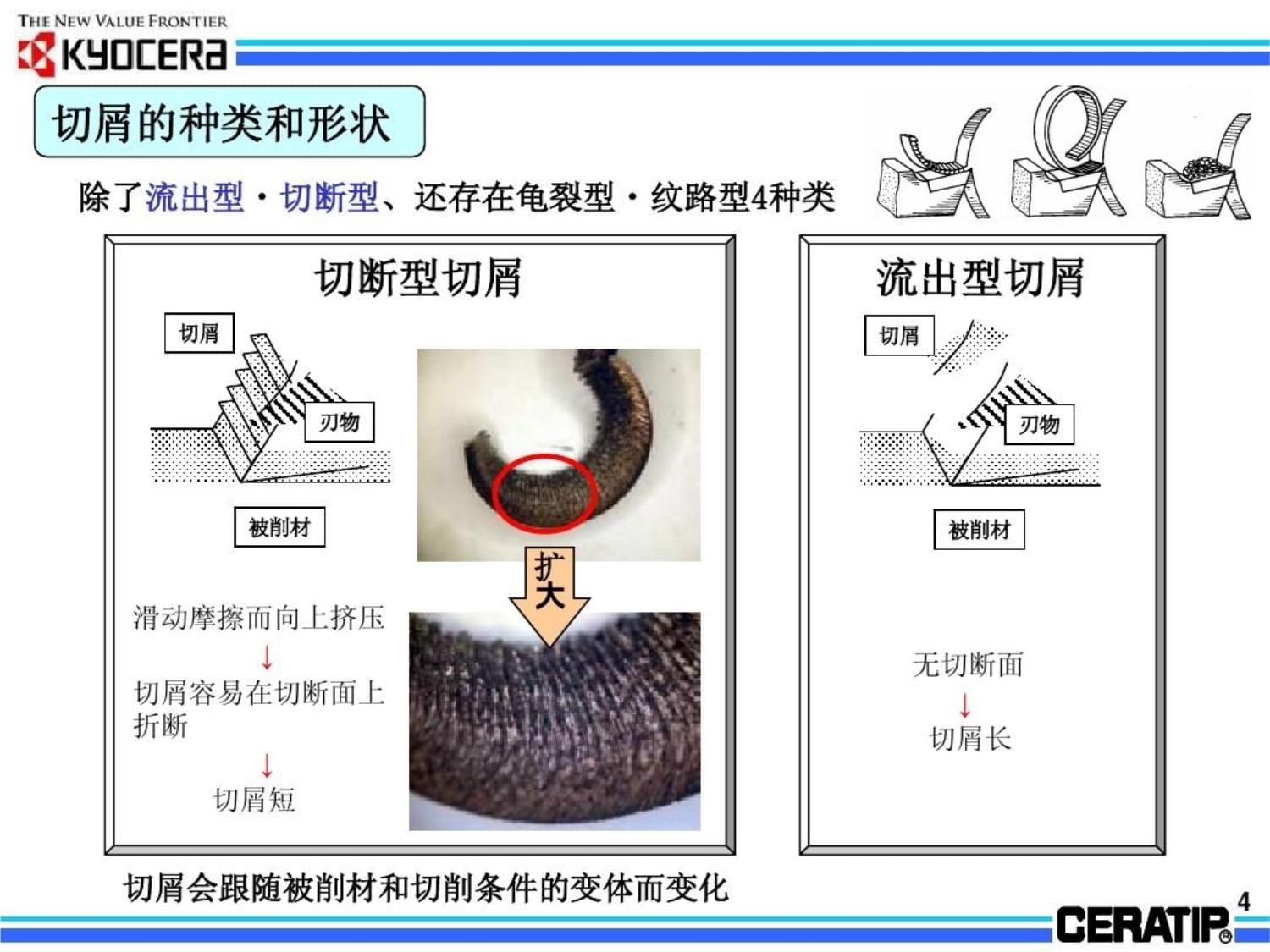
THENEWVALUEFRONTIERKyOCERa京瓷刀具提高切削性能篇京瓷(天津)商贸有限公司CERATIPiTHENEWVALUEFRONTIER<KYOCERa通过工艺改善,提高切削性能◆变更走刀路径,改善切屑处理内,外圆车削时的切屑处理改善切槽过程中的切屑处理改善◆提高表面光洁度对策实例◆刀具寿命提高对策实例◆铣削过程中切削性能改善◆通过非标提案改善切削性能※今天围绕这些内容进行说明。GERATIPTHENEWVALUEFRONTIER匚教材:PKyOCERa切屑处理的重要性切屑虽然是产品中不需要的部分,但它是影响生产性的重要要素切屑对生产性的影响机器开动率不良率刀具寿命切屑缠绕导致机器开动率低下切屑损坏加工面切屑缠绕导致刀片破损产品不良率提高要实现高效率加工必须对铁屑进行有效控制ERATIPATHENEWVALUEFRONTIER<KYOCERa切屑的种类和形状除了流出型·切断型、还存在龟裂型·纹路型4种类切断型切屑流出型切屑刃屑被削材被肖材滑动摩擦而向上挤压大无切断面切屑容易在切断面上切屑长切屑短切屑会跟随被削材和切削条件的变体而变化CERATIPiTHENEWVALUEFRONTIER匚教材P<KYOCERa切削条件对切屑的影响刀片损坏·切削速度…软钢的场合、切屑在低速领域呈切淅型在高速领域呈流出型进给量∴…进给量越低,切屑厚度越薄进给量越高,切屑厚度越厚切深切深越小,切屑宽度越小切深越大,切屑宽度越宽速度(颜色提高切屑处理的对策(基本对策)切深选择适当的断屑槽提高进给减小R(r)降低切削速度使横切刃角接近0具粗加工用re=12体中精加工用f音02例精加工用状选择适合工件材质|提高进给量,增加如果变小、切通过降低切削速度可铁属的宽度变小并屑容易切断厚度大铁屑容化,容易切断(流出易切断。CERATIPPTHENEWVALUEFRONTIER匚教材:PKyOCERa通过改善走刀方式来改善切屑处理①端面加工拉引→押下避免宽而薄的切屑发生CNMG120408HOCNMGI20408HQ0.5mmSCM435初入角:5向上拉引向下押ve=200m/min,ap=0.5m,f=0.25mm/revCNMG120408HQ,DRY,SCM435CERAIPTHENEWVALUEFRONTIER<kYOCERA通过改善走刀方式来改善切屑处理②残留圈发生的结构进行外径通透加工时,容易在外圆上产生残留圈。切深接近为0时,薄薄的切屑被切成残留圈。通常意义上的良好切屑因工件变细而发生变形、不能形成切屑残留圈发生CERATIPiTHENEWVALUEFRONTIER<KYOCERa残留圈对策在结束点变更加工方向CNG120190X(NMG120408C0mOmmin200mmpOmmdn=2.0mm0.15mmSCM415SCM41rDnlDve=200m/min,p=2.0mm,f=0.15mm/revCNMG120408CQ,DRY,SCM415HERAlP°THENEWVALUEFRONTIERKyOCERa通过改善走刀方式来改善切屑处理③·毛刺消除对策通常的加工方法1工程2工程端面精加工外圆精加工从精加工位置开始,追加工0.05mm倒角推荐的加工方法1工程2工程端面精加工外王CeRAl9THENEWVALUEFRONTIER匚教材:P11KyOCERa通过改善走刀方式来改善切屑处理④·内径加工时的切屑排出性改善通过拉引加工、提高切屑的排出顺畅性下押加工切屑容易堆积在内径里侧切屑排
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 橡胶板在航空航天密封件中的耐真空性能考核试卷
- 焦作大学《君子礼仪与大学生形象塑造》2023-2024学年第二学期期末试卷
- 2025年-上海建筑安全员C证考试(专职安全员)题库及答案
- 2025年-湖北建筑安全员A证考试题库附答案
- 仙桃职业学院《民间舞打击乐》2023-2024学年第二学期期末试卷
- 南京大学金陵学院《机器学习工程实践》2023-2024学年第二学期期末试卷
- 山东交通职业学院《电化学原理及应用》2023-2024学年第二学期期末试卷
- 辽宁轨道交通职业学院《建筑学专业英语》2023-2024学年第二学期期末试卷
- 铁岭师范高等专科学校《舞蹈基础》2023-2024学年第二学期期末试卷
- 烟台汽车工程职业学院《艺术管理与策划》2023-2024学年第一学期期末试卷
- 销售的五大流程
- 初二力学练习册-题答案
- 【超星尔雅学习通】《语言与文化》2020章节测试题及答案
- DB11T 1834-2021城市道路工程施工技术规程
- 中国近代史 马工程课件09第九章 国共合作与国民革命
- GB/T 40802-2021通用铸造碳钢和低合金钢铸件
- GB/T 25216-2010煤与瓦斯突出危险性区域预测方法
- GIS数据输入课件
- 《农业保险学》第3章国外农业保险发展概况
- 张利《新营销》的完整版
- 高边坡坍塌事故应急救援预案演练方案
评论
0/150
提交评论