



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
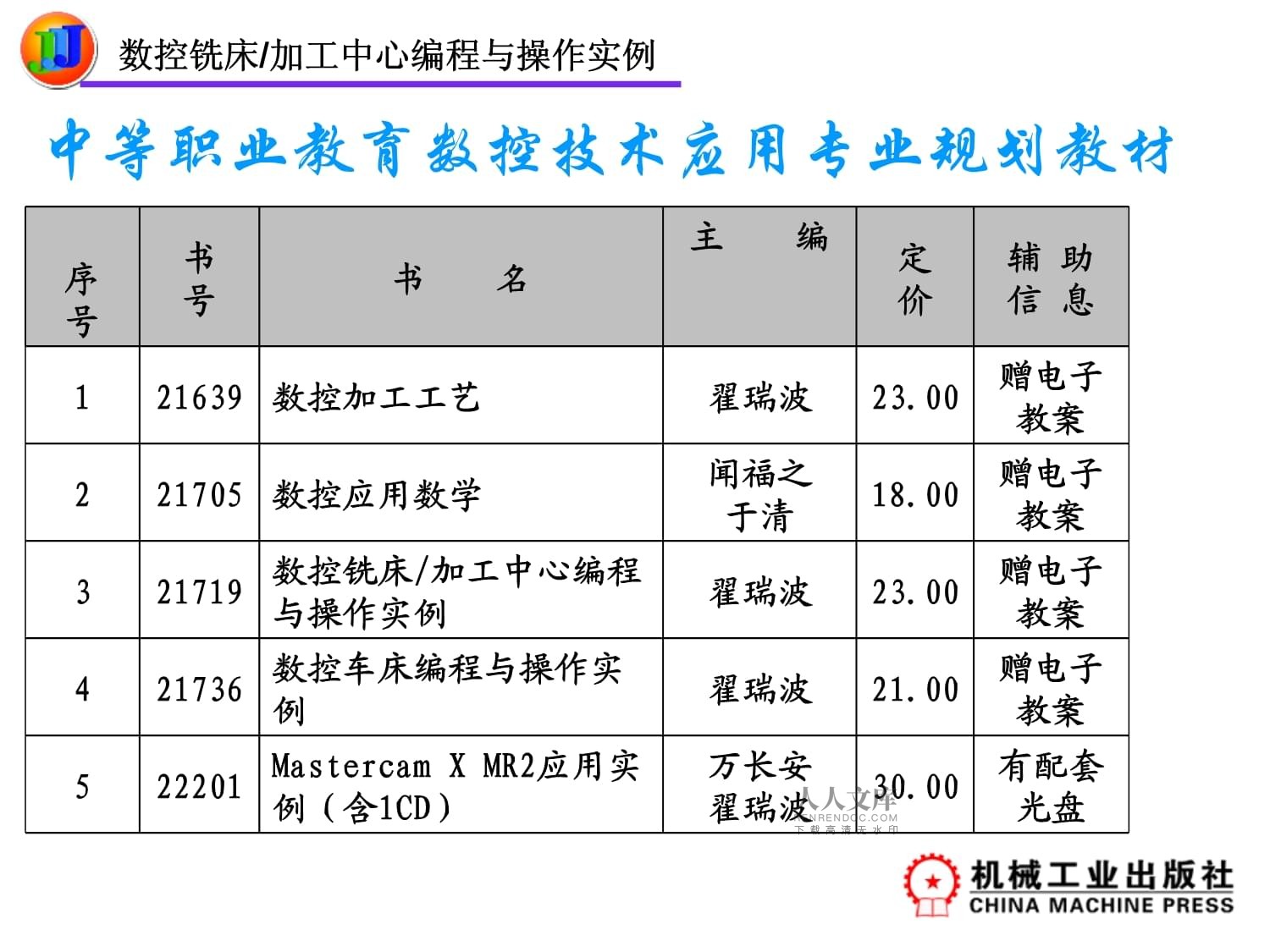
中等职业教育数控技术应用专业规划教材产品定位:本书可作为中等职业学校、技工学校数控技术应用专业教材,也可作为职业技术院校机电一体化、机械制造类专业教材及机械工人岗位培训和自学用书。
丛书特色:?数控应用数学?将数控加工的有关知识和数学知识有机地结合在一起。?数控加工工艺学?将专业技术能力融合到实训操作中,实现“教、学、做〞合一,培养学生的实践能力和岗位就业竞争力。?数控车床编程与操作实例?、?数控铣床/加工中心编程与操作实例?从数控加工的实际情况出发,每个实例用“一二三模式〞〔一图、二表、三卡的模式〕指导仿真和实操,轻松抓住问题实质,举一反三,从而迅速牢固地掌握数控加工的技术。书中实例均已在数控机床上加以验证。?MastercamXMR2应用实例?从根本知识到综合应用逐步过渡,以实例的形式讲解软件的应用,具有较强的可操作性。学生易学、教师易教能使读者掌握真才实学和学习方法的教材中等职业教育数控技术应用专业规划教材
序号书号书名主编定价辅助信息121639数控加工工艺翟瑞波23.00赠电子教案221705数控应用数学闻福之于清18.00赠电子教案321719数控铣床/加工中心编程与操作实例翟瑞波23.00赠电子教案421736数控车床编程与操作实例翟瑞波21.00赠电子教案522201MastercamXMR2应用实例(含1CD)万长安翟瑞波30.00有配套光盘说明此局部课件仅是本书的一局部,如需全部课件请到我社网站下载或直接与我们联系下载地址:://:北京市西城区百万庄大街22号机械工业出版社技能教育分社联系:;E-mail:书名:数控铣床加工中心编程与操作实例作者:翟瑞波
出版社:机械工业出版社定价:23.00元第一章SIEMENS系统数控铣床
编程与操作实例
教学要求:1.了解数控铣床的分类及特点;掌握机床坐标系和工作坐标系的建立原那么和方法。2.掌握数控铣床常用指令。3.掌握固定循环的应用。4.掌握参数方程〔SIEMENS系统〕的格式及应用。5.掌握数控铣床的操作。6.运用数控编程的知识,进行零件加工工艺分析,完成典型零件的加工程序编制。
教学内容:数控铣床及坐标系SIEMENS系统数控铣床常用指令常用指令的综合应用典型零件加工参数编程的应用SIEMENS系统数控铣床的操作第一节数控铣床及坐标系
一、数控铣床概述
1.数控铣床按主轴位置不同分类〔1〕立式数控铣床〔2〕卧式数控铣床〔3〕立卧两用数控铣床2.数控铣床按系统功能不同分类〔1〕经济型数控铣床〔2〕全功能数控铣床〔3〕高速数控铣床二、数控铣床和加工中心的坐标系
〔1〕Z坐标轴在机床坐标系中,规定传递切削动力的主轴为Z坐标轴。〔2〕X坐标轴如果Z坐标是水平〔卧式〕的,当从主要刀具的主轴向工件看时,向右的方向为X的正方向;如果Z坐标是垂直〔立式〕的,当从主要刀具的主轴向立柱看时,X的正方向指向右边。〔3〕Y坐标轴Y坐标轴根据Z和X坐标轴,按照右手直角笛卡儿坐标系确定1.机床坐标系确实定2.机床原点〔机械原点〕机床原点一般设置在机床移动部件沿其坐标轴正向的极限位置。3.机床参考点
一般来说,加工中心的参考点为机床的自动换刀位置。二、工作坐标系
工作坐标系是编程人员在编程和加工时使用的坐标系,设置时一般用G92或G54~G59等指令。编程人员以工件图样上某点为工作坐标系的原点,称工作原点。工作原点一般设在工件的设计工艺基准处,便于尺寸计算。第二节SINMENS系统数控铣床常用指令一、常用指令
1.平面选择G17~G192.绝对坐标和相对坐标G90和G91指令分别对应着绝对坐标和相对坐标。3.极坐标,极点定义〔G110、G111、G112〕极坐标参数极坐标半径RP=……极坐标半径是指该点到极点的距离。极坐标角度AP=……极角是指与所在平面中的横坐标之间的夹角〔比方G17中的X轴〕该角度可以是正角,也可以是负角。4.可编程的零点偏置〔TRANS和ATRANS〕编程TRANSXYZ;可编程的偏移,去除所有有关偏移、旋转、比例系数、镜像的指令。ATRANSXYZ;可编程的偏移,附加于当前的指令。TRANS;不带数值,去除所有有关偏移、旋转、比例系数、镜像的指令。TRANS/ATRANS指令要求一个独立的程序段。编程举例N20TRANSX20.Y15.;可编程零点偏移N30L10;子程序调用,其中包含带偏移的几何量…N70TRANS;取消偏移…5.可编程旋转〔ROT和AROT〕在当前的平面G17或G18或G19中执行旋转,值为RPL=..,单位是〔º〕编程举例N10G17__;X/Y平面N20TRANSX20Y10;可编程的偏置N30L10;调用子程序,含有待偏移的几何量N40TRANSX30Y26;新的偏移N50AROTRPL=45;附加旋转45ºN60L10;调用子程序N70TRANS;删除偏移和旋转…6.可编程的比例缩放〔SCALE、ASCALE〕编程举例N10G17;X/Y平面N20L10;编程的轮廓—原尺寸N30SCALEX2Y2;X轴和Y轴方向的轮廓放大2倍N40L10N50ATRANSX2.5Y18;值也按比例放大N60L10;轮廓放大和偏置7.可编程的镜像〔MIRROR、AMIRROR〕编程举例…N10G17;X/Y平面,Z垂直于该平面N20L10;编程的轮廓,带G41N30MIRRORX0;在X轴上改变方向加工N40L10;镜像的轮廓N50MIRRORY0;在Y轴上改变方向加工N60L10N70AMIRRORX0;在Y轴镜像的根底上X轴再镜像N80L10;轮廓镜像两次加工N90MIRROR;取消镜像功能…8.可设定的零点偏置〔G54~G59/G500/G53/G153〕9.可编程的工作区域限制〔G25、G26、WALIMON、WALIMOF)10.快速点定位G00指令指令格式:G00X_Y_Z_;11.带进给率的直线插补G01指令指令格式:G01X_Y_Z_F_;注:F_进给速度,初始状态为㎜/min。编程:G01XYZF;直角坐标系G01AP=RP=F;极角坐标系G01AP=RP=ZF;柱面坐标系〔三维〕说明:另外还可以使用角度ANG=进行线性编程编程举例〔见图1-17〕图1-17N5G00G90G54X40Y48Z5S500M03;刀具快速移动到P1三轴同时运动,主轴转速=500r/min,顺时针旋转N10G01Z-12F100;进刀到Z-12mm,进给速度为100mm/minN15X20Y18Z-10;刀具在空中沿直线运行到P2N20G00Z100;快速移动抬刀N25M05N30M30;程序结束12.圆弧插补:G02、G03功能
G02——顺时针方向圆弧插补;G03——逆时针方向圆弧插补。图1-19用G02/G03圆弧编程的方法〔举例:X/Y轴〕编程G02/G03X
Y
I
J
;圆弧终点和圆心G02/G03CR=
X
Y
;半径和圆弧终点G02/G03AR=
I
J
;圆心角和圆心G02/G03AR=
X
Y
;圆心角和圆弧终点G02/G03AR=
RP
;极坐标和极点圆弧CR=-
中的负号说明圆弧段大于半圆;CR=+
中的正号说明圆弧段小于或等于半圆13.螺旋插补〔G2/G3、TURN〕14.回参考点〔G74〕编程举例:N10G74X1=0Y1=0Z1=0;说明:程序段中X1、Y1和Z1〔在此=0〕后编程的数值不识别,必须写入。15.G04暂停编程:G4F;暂停时间〔s〕G4S;暂停主轴转数16.F进给率编程:F;每分钟的进给率进给率F的单位由G功能确定,即G94和G95。G94——直线进给率,单位mm/min;G95——旋转进给率,单位mm/r〔只有主轴旋转才有意义〕。17.S主轴转速/旋转方向M3——主轴正转M4——主轴反转M5——主轴停止18.刀具补偿19.刀具T用T指令编程可以选择刀具。有两种方法来执行:一种是用T指令直接更换刀具,另一种是仅仅进行刀具的预选,换刀还必须由M06来执行。选择哪一种,必须在机床参数中确定。20.刀具补偿号D一个刀具可以匹配1~9几个不同补偿的数据组〔用于多个切削刃〕。用D及其相应的序号可以编制一个专门的切削刃。如果没有编写D指令,那么D1自动生效;如果编程D0,那么刀具补偿无效。21.G41/G42/G40刀尖半径补偿功能〔1〕刀尖半径补偿假设刀具在所选择的平面〔G17~G19平面〕中带刀具半径补偿工作。编程:G41G00/G01X_Y_;刀具半径左补偿G42G00/G01X_Y_;刀具半径右补偿判定:沿着刀具运动方向看,刀具在工件切削位置左侧称左补偿;刀具在工件切削位置右侧称右补偿。见图1-29。图1-29G41、G42的判定〔2〕取消刀尖半径补偿〔G40〕用G40取消刀尖半径补偿〔3〕刀具半径补偿的作用刀具半径补偿除方便编程外还可以用改变刀补大小的方法,实现同一程序进行粗、精加工。粗加工刀补=刀具半径+精加工余量精加工刀补=刀具半径+修正量22.子程序子程序的结构与主程序的结构一样,子程序也是在最后一个程序段中用M2结束序运行,子程序结束后返回主程序。程序结束除了用M2指令外,还可以用RET指令结束子程序。23.辅助功能M常用辅助功能M指令见表1-1。代码意义格式备注M00程序停止M00用M00停止程序的执行;按“启动”键加工继续执行M01程序有条件停止M01与M00一样,但仅在出现专门信号后才生效M02程序结束M02在程序的最后一段被写入M03主轴顺时针旋转M03M04主轴逆时针旋转M04M05主轴停转M05M06更换刀具M06在机床数据有效时用M6更换刀具,其他情况下用T指令进行二、刀具下刀、进退刀方式确实定1.刀具下刀方式2.刀具的进退刀方式
进退刀方式在铣削加工中是非常重要的,二维轮廓的铣削加工常见的进退刀方式有垂直进刀、侧向进刀和圆弧进刀方式。三、固定循环
1.中心钻孔〔CYCLE82〕CYCLE82〔RTP,RFP,SDIS,DP,DPR,DTB〕,各参数意义如下:RTPReal返回平面(绝对坐标)RFPReal参考平面(绝对坐标)SDISReal安全高度(无正负符号输入)DPReal最后钻孔深度(绝对坐标)DPRReal相对于参考平面的最后钻孔深度(无正负号输入)DTBReal到达最后钻孔深度时的停顿时间(断屑)编程举例如图1-37
图1-37中心钻孔G54G17G90;工件根本坐标系设定T1D1;刀具选择G00X0Y0M03S800Z100Z50CYCLE82(20.,0,5.,-35.,35.,0.1);调用钻孔循环M05M022.CYCLE83深孔钻削CYCLE83〔RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,DTS,FRF,VARI〕,各参数意义如下:RTPReal返回平面(绝对坐标)RFPReal参考平面(绝对坐标)SDISReal安全高度(无符号输入)DPReal最后钻孔深度(绝对坐标)DPRReal相对参考平面的最后钻孔深度(无符号输入)FDEPReal第一次钻孔深度(绝对坐标)FDPRReal相对于参考平面的第一次钻孔深度(无符号输入)DAMReal递减量(无符号输入)DTBReal最后钻孔深度时的停顿时间(断屑)DTSReal起始点处和用于排屑的停顿时间FRFReal第一次钻孔深度的进给率系数范围:0.001…1VARIInt加工类型:断屑=0排屑=1编程举例如图1-37T1D1;刀具选择G54G90G0F200;工件根本坐标系设定X0Y0Z50M3S1200M8CYCLE83(50.,0.,2.,-35.,35.,-5.,5.,1.,0.1,0,0.5,1.);调用钻孔循环G00Z50.;M05;M09;3.刚性攻螺纹〔CYCLE84〕CYCLE84〔RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1〕,各参数意义如下:RTPReal返回平面(绝对坐标)RFPReal参考平面(绝对坐标)SDISReal安全高度(无符号输入)DPReal最后钻孔深度(绝对坐标)DPRReal相对参考平面的最后钻孔深度(无符号输入)DTBReal停顿时间(断屑)SDACInt循环结束后的旋转方向值:3,4或5(用于M03,M04和M05)MPITReal螺距由螺纹尺寸决定(有符号)范围3(用于M3)…48(用于M48);符号决定了在螺纹中的旋转方向PITReal螺纹由螺距决定(有符号)范围:0.001…2000.000mm;符号决定了在螺纹中的旋转方向POSSReal循环中主轴定位停止角度SSTReal攻螺纹进给速度SST1Real退回速度编程举例〔图1-42〕图1-42T1D1;刀具选择G54G90G0F200;工件根本坐标系设定X0Y0;Z50.;M03S300;M08;CYCLE84(50.,0.,2.,-34.,20.,,4,16.,,0.,40.,80.);调用攻螺纹循环Z50.;M05;M09;M02;4.铰孔CYCLE85CYCLE85〔RTP,RFP,SDIS,DP,DPR,DTB,FFR,RFF〕,各参数意义如下;RTPReal返回平面(绝对坐标)RFPReal参考平面(绝对坐标)SDISReal安全高度(无符号输入)DPReal最后铰孔深度(绝对坐标)DPRReal相对参考平面的最后铰深度(无符号输入)DTBReal最后铰孔深度时停顿时间(断屑)FFRReal铰孔进给率RFFReal退回进给率编程举例(如图1-37)G54G90G17;工件根本坐标系设定G00X0Y0Z100M03S300;T5D1;刀具选择Z50;CYCLE85(50.,0,2.,-33.,33.,0.3,40,80);调用铰孔循环M05;M02;5.镗孔CYCLE86CYCLE86〔RTP,RFP,SDIS,DP,DRP,DTB,SDIR,RPA,RPO,RPAP,POSS〕,各参数意义如下:RTPReal返回平面(绝对坐标)RFPReal参考平面(绝对坐标)SDISReal安全高度(无符号输入)DPReal最后镗孔深度(绝对坐标)DRPReal相对参考平面的最后镗孔深度(无符号输入)DTBReal到最后镗孔深度时停顿时间(断屑)SDIRInt旋转方向值:3(用于M03)/4(用于M04)RPAReal平面中第一轴上的返回路径(增量,带符号输入)RPOReal平面中第二轴上的返回路径(增量,带符号输入)RPAPReal镗孔轴上的返回路径(增量,带符号输入)POSSReal循环中主轴定位停止角度编程举例如图1-45
图1-45
T1D1;刀具选择G54G90G00X0Y0F200;根本工件坐标系设定Z50;M03S600;M08;CYCLE86(50.,0.,2.,-32.,32.,0.5,3,0.,0.,0.,0.);调用镗孔循环Z50.;M05;M09;M02;6.带停止镗孔CYCLE88CYCLE88〔RTP,RFP,SDIS,DP,DPR,DTB,SDIR〕,各参数意义如下:RTPReal返回平面(绝对坐标)RFPReal参考平面(绝对坐标)SDISReal安全高度(无符号输入)DPReal最后镗孔深度(绝对坐标)DRPReal相对参考平面的最后镗孔深度(无符号输入)DTBReal最后镗孔深度时停顿时间(断屑)SDIRInt旋转方向值:3(用于M3)4(用于M4)7.钻孔样式循环
排孔HOLES1指令中参数意义SPCA参考点横坐标SPCO参考点纵坐标STA1孔中心轴线与横轴角度FDIS从参考点到第一个孔距离DBH孔间距NUM孔数圆周孔HOLES2指令中参数意义CPA圆周孔中心的横坐标CPO圆周孔中心的纵坐标RAD圆周孔的半径STA1起始角度INDA孔的角度增量NUM孔数编程举例:行孔钻削编程举例N10MCALLCYCLE82〔…〕;钻削循环82N20HOLES1〔…〕;行孔循环,每次到达孔位置之后,使用传送参数执行CYCLE82〔…〕循环N30MCALL;结束CYCLE82〔…〕的模调用8.铣槽模式
铣模式圆弧槽SLOT1指令中参数的意义
RTP返回平面〔绝对值〕RFP参考平面〔绝对值〕SDIS平安距离DP圆形槽深度〔绝对值〕DPR圆形槽深度〔增量值〕NUM圆形槽个数LENG圆形槽的长度WID圆形槽的宽度CPA圆弧槽中心横向坐标CPO圆弧槽中心纵向坐标RAD圆弧槽中心线的半径STA1起始角度INDA增量角度FFDZ向进给率FFP1切削走刀进给率MID每次切削进给的最大进给深度CDIR沟槽铣削方向〔2:G2;3:G3〕FAL精加工余量VARI加工类型:0=完全/1=粗加工/2=精加工MIDF精加工深度FFP2精加工进给率SSF精加工的转速编程举例如图1-50所示,有四个圆形槽:长30㎜,宽15㎜和深23㎜。平安距离是1㎜,精加工余量是0.5㎜,铣削方向是G02,最大进给深度是6㎜。完整加工这些槽并在精加工时进给至槽深。
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026年药学专业工作技术报告
- 2026年舞蹈教学案例主题分析
- 2026年新型冠状病毒安全防护
- 2026年国庆主题班会策划书
- 2026年体育课安全问题及措施
- 2026年电力营销安全风险防控
- 2026年货车驾驶员安全驾驶规范
- 上海闵行职业技术学院《中国古代文学下》2026-2027学年第一学期期末试卷含解析
- 无锡工艺职业技术学院《西方音乐史与名作赏析(二)》2026-2027学年第一学期期末试卷含解析
- 辽宁石化职业技术学院《财务管理数据分析》2026-2027学年第一学期期末试卷含解析
- 2026年云南省中考语文试卷真题及答案详解(精校打印版)
- 2026-2030中国染发剂行业现状调查与发展前景预测分析研究报告
- 2026山东师范大学综合评价综合素质考核笔试+面试模拟试题(二)
- 2026江苏苏州常熟市融媒体中心(传媒集团)招聘7人备考题库有答案详解
- 2026学年安徽省宿州市三年级语文期末点睛提升经典测试题详细参考解析详细答案和解析
- 2026-2030中国海洋环境监测行业市场发展现状及竞争格局与投资发展研究报告
- 外墙曲臂车高空作业专项施工方案
- 北师大版三年级数学下册期末测试卷(名校版)含答案
- 《畜禽品种(配套系) 小尾寒羊》
- 闸门启闭机运行验收记录
- 雨课堂学堂在线学堂云《自然辩证法概论(北京航空航天)》单元测试考核答案
评论
0/150
提交评论