



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
7.5.1-01-j-02广东省国防科技技师学院实习模块 磨削加工技术实习课题 六面体磨削加工主讲教师 洪耿松教研组别 教研组长系部领导系部审批意见:编写时间:2023年55日
六面体磨削加工
授课14418日~424日时间打算课时实习班级
30131
入门指导时数 3学生人数 43
关心教师
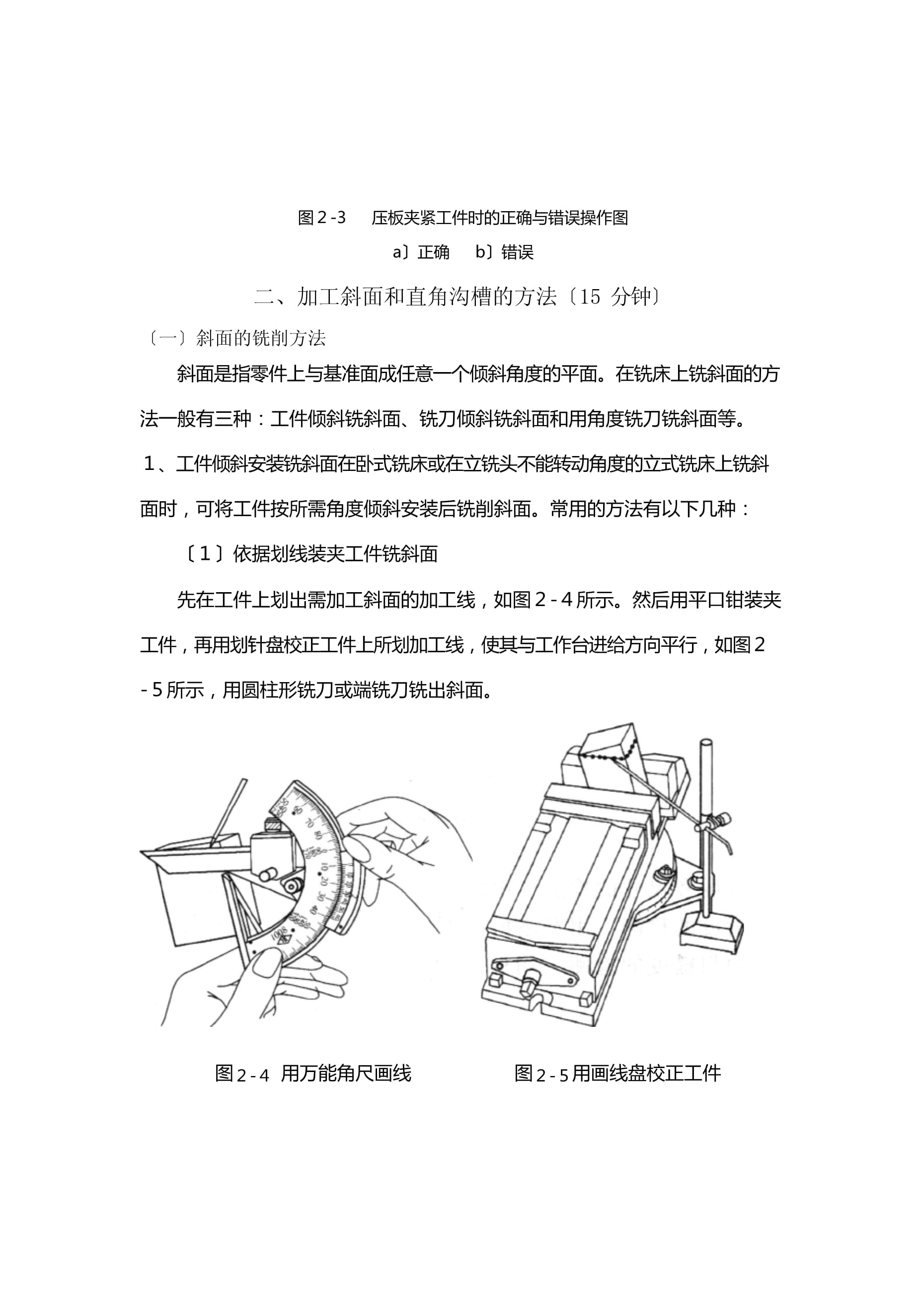
27曹剑中1、六面体的应用范围和精度要求。2、周密平口钳工构造特点和应用。3、六面体加工工艺步骤及方法。4、六面体精度检测。5、六面体磨削加工留意事项。教学要求:1、能看懂零件图,确定加工基准,并能进展工艺分析和加工工艺编写。2、生疏工件的装夹方法和加工工艺方法。3、把握六面体的加工工艺步骤和精度掌握。4、把握六面体的精度检查方法。教学重点:教学难点:六面体的外形公差和尺寸精度掌握。安全留意事项:1、操作机床时为了安全起见,要穿好工作服,袖口要扎紧;不得戴手套进展操作;不得穿短裤、穿拖鞋。2、安装工件、安装刀具、变换机床转速和测量工件时必需在停机状态下进展。3、工件和刀具必需装牢靠,防止工件和刀具从夹具中脱落或飞出伤人。实训课日安排:六面体磨削加工方法 4月18日〔1节〕六面体的磨削加工练习 六面体的质量检查方法和要求 4月24日〔1节〕六面体的质量检查和评价: 4月24日〔4节〕六面体工件展现和总结: 4月24日〔1节〕组织教学:〔3分钟〕〔3。〔通过生产过程中的实例及六面体的使用场合。〔教师讲授工艺理论和加工步骤,在教师的指的学习兴趣。〔40〕一、压板相关学问〔5〕〔一〕压板的种类图2-1 压板、螺栓和垫铁〔二〕压板的作用用压板压紧,在工作台上进展加工。1-3图2-2 用压板夹紧工件〔三〕使用压板夹紧工件时的留意事项应适当。不然刚性差的工件易产生变形。低压紧效果。距离,这样就能增大压紧力。具。〔如铜片外表因受压而损坏。图2-3 压板夹紧工件时的正确与错误操作图a〕正确 b〕错误二、加工斜面和直角沟槽的方法〔15〕〔一〕斜面的铣削方法法一般有三种:工件倾斜铣斜面、铣刀倾斜铣斜面和用角度铣刀铣斜面等。面时,可将工件按所需角度倾斜安装后铣削斜面。常用的方法有以下几种:〔1〕依据划线装夹工件铣斜面先在工件上划出需加工斜面的加工线,如图2-4所示。然后用平口钳装夹-5所示,用圆柱形铣刀或端铣刀铣出斜面。图2-4用万能角尺画线 图2-5用画线盘校正工件〔2〕装夹工件,铣出需加工的斜面。用倾斜垫铁装夹工件铣斜面选用倾斜程度与斜面的倾斜程度一样的垫铁,法装夹、校正工件较便利。2、将铣刀倾斜所需角度后铣斜面装立铣刀或端铣刀,然后铣削斜面,如图2-7和图2-8所示。3、角度铣刀铣斜面铣刀的刀刃宽度,如图2-9所示。由于角度铣刀的刀齿强度较弱,刀齿排列较分的切削液。图2-6 用斜垫铁装夹 图2-7 斜面l一垫铁;2一工件图2-8 用端铣刀铣斜面 图2-9 用角度铣刀铣斜面〔二〕直角沟槽的铣削铣削。1、用三面刃铣刀铣直角通槽-10所示,三面刃铣刀的宽度,应小于或等于需加工槽的宽度。工件一般用平口钳装夹,其固定钳口应与卧式铣床的主轴轴线垂直。2、用立铣刀铣半通槽和封闭槽半通槽一般用立铣刀铣削,如图2-11所示。由于立铣刀刚性差,在加工深度较深的槽时,应分几次铣削,铣至要求深度后,再将槽扩铣到要求尺寸。用立-12所示。图2-10 三面刃铣刀铣直角通槽 图2-11 立铣刀铣半通槽图2-12 立铣刀铣封闭槽l一封闭槽加工线;2一预钻落刀孔三、压板铣削技术〔15分钟〕铣削如图2-13所示压板工件。图2-13 压板工件图样〔一〕图样和技术要求分析各面平行度和垂直度公差为±0.01mm,六面的外表粗糙度值均为Ra0.8μm,各脱边倒棱。00 00 、400 、160-0.1-0.05-0.052、相对面的平行度和垂直度公差为0.06㎜。3、毛坯尺寸105㎜×43㎜×20㎜。
160°±6´。4、在加工中,基准面尽可能用作定位面,此题要求5、工件各外表粗糙度值均为Ra6.3μm,精度一般,铣削加工能过到要求。6、工件材料为45钢,切削性能一般。制,宜在立式铣床上用端面铣削方法加工,可承受机用虎钳装夹工件。〔二〕选择铣刀依据图样的要求,选用φ16立铣刀加工压板的外形、斜面部位;用φ8.5钻头钻削螺纹底孔和沟槽的落刀孔;最终选用φ12立铣刀进展沟槽精加工。〔三〕选择铣床 X6325型立式摇臂万能铣床。〔四〕选择工件装夹方法选择铣床用的机用虎钳。选用Q12160型机用虎钳,钳口宽度为160㎜,钳口最大张开度为125㎜,钳口高度为50㎜。〔五〕预定加工工艺步骤铣角度→预钻落刀孔和螺纹孔→精铣沟槽→钳工攻丝→压板工件检验。2-1。加工步骤加工步骤操作内容简图说明105㎜×43㎜×检查工件120㎜、毛坯垂直度和平行度,2检查和清检查机用虎钳钳口与X轴移动方向洁机用虎的平行度;清洁钳口卫生。钳3粗精铣六1面两侧面至尺寸;去毛刺。2平〔可用铜棒倾斜角度敲加工外表,尺寸。3.加工第五、六面时,用90°角尺校90°角尺检查五面做基准,校正后加工至尺寸。4面按图样要求进展划线,打样冲。加工至尺寸。5孔〔主轴转速500转左右〕找基准。φ8.5移动到孔位置进展钻孔〔主轴φ8.5转速500转左右。换φ16钻头进展倒角〔主轴转速150转左右。6精铣沟槽1.安装φ12铣刀装主轴移动至落刀〔一层0.5㎜~1㎜),直至铣通为止。2.精铣沟槽至13㎜。7钳工攻丝用丝锥和铰杆进展攻丝M10。8检验去毛刺,检查压板工件的尺寸精度〔按评分表要求进展测量和评分。〔六〕压板工件的质量检查〔5分钟〕评 分 表序号检查工程配分测量标准测量结果得分110015-0.12400150.011-0.05316015-0.054160°±6´(3〕121´152730.563020.5711.530.58M105烂牙全扣92超差全扣102超差全扣11〔4〕4超差全扣122-C52无加工全扣13外表粗糙度〔10〕5超差全扣14安全文明生产511〔2〕压板零件学生作业图及评分表序号 检查工程1 100-0.12 400-0.053 160-0.05
配分
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 广东省高明实验中学高中语文 第四单元 15 陈情表教学实录 粤教版必修5
- 中学防空教育主题班会
- 2025年春国开电大《形势与政策》形考任务专题测试1-5及大作业 (二)
- 酒店保安部工作总结
- 2025果园土地承包合同
- 2025光伏项目前期总包合同
- 2025奢华别墅装修施工合同
- 2025年新疆九年级中考语文一模试卷附答案解析
- 东京店面转让合同标准文本
- 个人劳务维修合同标准文本
- 2025年华润水泥控股有限公司招聘笔试参考题库含答案解析
- 2025年浙江诸暨市邮政分公司招聘笔试参考题库含答案解析
- 电商行业跨境电商物流服务质量评价方案
- 儿童社区获得性肺炎管理指南(2024修订)解读
- 乡镇卫生院医保管理制度
- 养老院安全隐患排查制度
- 《环境审计基本理论》课件
- 升压站绿色施工方案及记录
- 冀教版八年级下册英语全册教学设计
- 2024北京初三一模语文汇编:非连续性文本阅读
- 第十七届山东省职业院校技能大赛高职组“动物疫病检疫检验”赛项规程
评论
0/150
提交评论