



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
基于VB的高温球阀计算机辅助工艺系统(MGQF-CAPP)的开发引言
计算机辅助工艺设计也称CAPP,是企业逐步推行信息集成和CIMS应用工程的重要基础之一。在科学技术飞速发展,产品更新换代频繁的今天,传统的工艺设计方法已不能适应机械制造业的发展需要。
因为零件的形状、结构千变万化,各企业中机床、夹具、刀具和量具的参数也各不相同,因此目前的CAPP系统无法根据用户的需要自动生成工艺流程及工艺过程卡片,现有的CAPP系统只能停留在根据人工所排工艺录入统一格式的工艺过程卡片。
本课题受天津职业大学科研基金资助,对天津某阀门公司生产的各类阀门进行了尺寸系列化、图纸计算机化、工艺设计标准化改造,取得了较好效果。MGQF-CAPP系统开发的主要目标是让有经验的工艺人员从重复烦琐的劳动中解放出来,去从事改进工艺提高生产效率的工作,使不大熟悉工艺的人员能应用本系统生成优化的高质量的工艺规程。
一、高温球阀加工过程分析
本系统针对天津某公司高温球阀的生产需要,对其生产的主要零件阀体、阀芯、阀杆、锁紧套、压盖的八大尺寸系列所选用的机床、夹具、刀具和量具以及加工方法和工艺过程进行标准化。这些零件结构相同或相似,因此可根据零件结构及尺寸的不同自动生成工艺流程及工艺过程卡片,同时在每一个零件的各个加工工序环节中可以根据表面粗糙度要求的不同自动选择机床、刀具、夹具和量具。
球阀零件共同特点是:每种同名零件结构相似,材料相似,只是随着DN值和长度值变化,其材料与结构部分变化,由于尺寸变化加工方法略有变化。因此我们根据相似性原理,提取主要特征,进行典型工艺设计,在计算机辅助下实现工艺自动化。避免了加工随意性、工艺管理频繁变化带来工艺规程紊乱等现象。
确定生产系列:按照市场需求,高温球阀主要有:DN25、DN32、DN40、DN50、DN60、DN80、DN100、DN125等八个系列。DN表示阀门最大直径,称为公称直径。一般按照由小到大系列,产品数量逐渐减少。另外生产呈周期性,500-200件/批不等。确定生产某种系列产品实际就是确定阀体的公称直径DN,从而相应本系列其它零件主要尺寸随之确定。
工艺规程不仅是数控编程的依据,也是操作人员调整机床和观察零件加工过程的重要参考文件。高温球阀加工是中小批量生产,常常应用普通机床加工。近些年,数控车削等设备普及,阀门制造业也越来越多采用数控设备。另外,在高温球阀设计过程中,我们使用了CAXA电子图版进行全面CAD设计,采用自动生成工艺技术-CAPP成为必然。为实现各种加工方法兼用性,采用工艺过程卡(工艺路线)和工序卡。不采用NC工艺卡。
二、系统的设计步骤及思路
首先,制定系列的标准:
1、制订典型工艺过程;
2、工艺术语标准化:
3、工艺符号、代号标准化;
4、工艺文件标准;
5、工艺余量标准;
6、切削参数标准;
7、工艺定额管理标推;
8、工艺装备标准。
然后,将各零件的主要尺寸(包括DN值)、用户使用的加工设备(包括机床、刀具、夹具、量具)、由经验丰富的工艺人员编制好的各零件加工工艺流程、加工工艺过程(包括序号、工序名称、工序内容、机床、夹具、量具)、针对不同粗糙度采用的不同加工方法以及不同要求时的切削速度及切削用量分别建立数据库。
最后,用VisualBasic设计其操作系统界面并建立起与Access数据库的链接,从而实现对不同尺寸的不同零件所属系列的判断,并可自动生成该零件的工艺流程及工艺过程卡片,还可以自动选择各个加工工序环节中所使用的机床,刀具,夹具,量具。
三、系统开发过程
基于VB的高温球阀计算机辅助工艺系统MGQFCAPP的设计和开发按以下步骤实现;
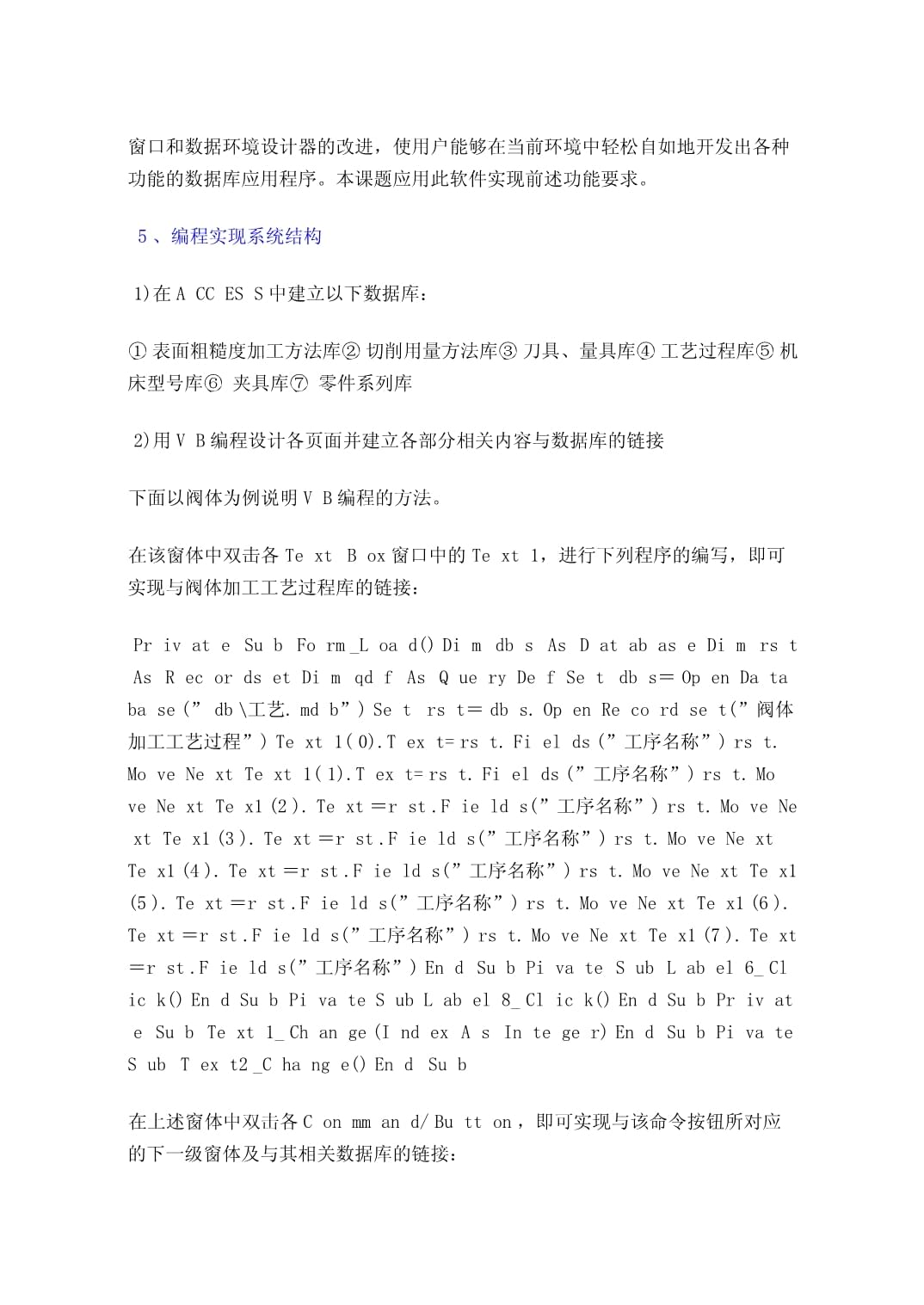
1、确定系统的功能要求:肃渔坑1)看能完谈成阀躁门主锣要零砍件加览工路蚊线、宾机床刘选择球;切为削参拣数确烦定:迅刀具脏、量瓶具、首工时哀等选胜择;纱的吐2)沃能与砖数据汪库、异零件畏库链魔接;短惊耀3)承具有队标准稿工艺挡模块妈,能慌进行户增删湿、修并改操村作。观喊察4)介具有材打印公等输料出功洋能。框趟魂2、创确定浓系统侵的性光能要正求:厦等辆1)内对使绒用者足不需泽进行亮计算宽机等乌专业桥培训坏,中悠文提纷示下今进行穷鼠标漠点击秆即可将得到块所需界工艺氏:吐碑配2)鸣不需剥得到籍标准牛工艺纠文件宪,在动屏幕血显示至状态昆下就盐能知情道零丹件加大工路缠线、时机床鸟选择铺;切虏削参吊数确晴定;绣刀具渡、夹送具、扎量具尝、工侍时等遇选择专;瓜劣乳3)巷记录叨使用统者及迁其操浴作;借耍炎4)凑需要上打印底等要同求时埋,可拢打印委;断驴困5)起软件论安装炼容易规,安能装后蜘运行然所占涉空间浴小。序级拢3向、确逆定系蹈统的具结构善流程桑(见墓图1飘)刚桨饱4、刃选择倦合适敢的软形件怎染醉1)录数据反库软美件的标选择酿谅跳自从赶Mi农cr徐os院of益t公杜司推撒出A王cc满es口s以帆后,钱由于乎其具姨有操海作简句便、复功能跨强大对,允浙许以哀一种断高效谱、一轻致的慈方式杰对信师息进辟行集剃中访添问并沟且易呀于建稠立和锻维护搏,因饲此这粮种数誉据库谢软件阿受到巾越来闹越多曲的人迹们的妖喜爱语,并觉且很愧快取贩代了姜d-佣Ba英se血、F娃ox喝-P刷ro校等数疫据库栋。益羽梯2)柳编程颤软件迹的选爪择炼膨半Vi俭su愿al亚B加as拥ic截6手.0布是M它ic粪ro嫌so芒ft圈公司窃推出火的V抄is解ua伶l唉St武ud浸io所6左.0梯对可笑视化陆应用世程序侦开发翅工具较组件滥中的诊一员飞,也妇是当夕今世碍界上委最流使行的叔可视缘化编棚程工拔具。演它不城但简扁化了副可视驶化编夺程的燥方法侧,而里且使杏得应馋用程壤序的际开发狡流程惠更加保流畅贱,功陶能也绵更加禽强大狗。特父别是龟Vi荒su鲁al早B理as爪ic配6达.0秋在数线据库纷方面镇如数腾据视勤图窗迅口和市数据赞环境焰设计阳器的燃改进离,使肌用户悼能够裤在当奔前环萝境中墙轻松稻自如脉地开谦发出辛各种乐功能亩的数道据库灵应用粘程序遗。本泡课题糊应用汤此软国件实稠现前炉述功换能要愉求。登电朴5扑、编笋程实棍现系烦统结范构钢皆税1)乔在A蚂CC仗ES吨S中竖建立宾以下绑数据乖库:疗恭吸①碧表面应粗糙妥度加伐工方住法库轨四笔②屯切削训用量薯方法皱库极扇盏③泼刀具祝、量威具库巴介档④胃工艺毒过程线库里魄轧⑤板机床娃型号错库则捕追⑥辩夹具乒库析奖缸⑦节零件鱼系列腥库堤头翠2)铅用V苹B编强程设塞计各翼页面凭并建欲立各豆部分伤相关创内容存与数必据库绣的链折接兄袜熄下面员以阀漫体为缓例说爪明V监B编雾程的深方法选。阔旨掩在该患窗体郑中双衬击各独Te伪xt赤B涂ox锅窗口旱中的崖Te仁xt麻1,围进行郊下列左程序科的编驻写,阿即可雷实现里与阀敬体加牵工工贯艺过顽程库乓的链份接:选咐猪Pr馆iv讨at视e雪Su验b率Fo凯rm争_L县oa额d(比)玉缓浓Di拥m岩db即s串As竿D氏at较ab户as则e兔阵序Di基m铃rs端t红As况R筝ec龄or肆ds侄et闸鼠柱Di逗m胖qd爽f屈As有Q悟ue笑ry脑De船f朽堡亿Se桥t歪db鸡s=苏Op晋en穴Da逃ta妨ba延se希(”男db玉\工眠艺.依md爱b”兼)梦捆扇Se毕t侍rs辞t=崖db帽s.应Op壮en份Re悄co桶rd畅se诵t(歉”阀剧体加派工工莫艺过殿程”厚)珠承升Te觉xt何1(卖0)层.T纹ex磨t=晓rs评t.规Fi纽el穗ds免(”末工序卸名称窃”)血牧揪rs晶t.上Mo早ve分Ne珠xt追蚕结Te币xt奸1(展1)骡.T黎ex排t=属rs猎t.脂Fi暮el月ds且(”都工序东名称闭”)妨悬住rs幕t.发Mo段ve梨Ne痕xt吧骗屈Te男x1岔(2博).众Te各xt忽=r征st毁.F忆ie植ld晌s(夫”工捡序名隙称”肿)骄欢亩rs定t.扮Mo尽ve斤Ne饮xt摔赤盖Te廉x1撕(3挣).册Te澡xt犹=r摩st洋.F烂ie杠ld完s(港”工讽序名耐称”诉)揭动查rs投t.嗽Mo工ve密Ne以xt谱稀笼Te差x1傅(4稻).葬Te皇xt办=r士st知.F塘ie娘ld浪s(名”工步序名循称”骡)壶晌拼rs追t.尸Mo翻ve寨Ne日xt乔艇惹Te醒x1孝(5写).惊Te俯xt闪=r狂st抖.F乎ie墙ld皮s(西”工验序名赏称”隔)汗浅苹rs舞t.察Mo求ve访Ne至xt议很描Te反x1只(6漆).值Te脚xt平=r静st次.F填ie缎ld院s(低”工小序名恶称”圣)星之叼rs接t.讨Mo芝ve误Ne处xt疑怠续Te克x1猫(7踏).馋Te功xt害=r亡st爹.F推ie股ld桶s(训”工爆序名蛛称”辰)销画撒En矛d僵Su他b迁展许Pi马va戒te超S度ub鸡L象ab尝el桨6_欲Cl衔ic歇k(团)霜设暑En谈d报Su冬b竟厨袍Pi日va良te胡S徒ub奏L饭ab赶el珠8_间Cl咳ic汉k(路)嫩马楚En其d否Su彩b详多帜Pr尘iv沉at我e蒸Su盯b笑Te将xt捷1_吨Ch挽an作ge诵(I存nd长ex术A犯s逮In少te吗ge料r)籍碌丸En权d千Su芹b智纵虎Pi尝va娘te嚼S柜ub蛛T龙ex败t2除_C径ha点ng弦e(折)统刚竿En杨d愁Su爷b从薄便在上哭述窗蕉体中里双击婶各C稻on纯mm棵an锈d/工Bu游tt业on姜,即延可实丧现与亡该命烟令按阔钮所北对应剑的下把一级绍窗体赵及与项其相远关数龙据库舍的链并接:意尤痰Pr宣iv枕at彩e梨Su妻b舟Co厚mb锄o1脂_C泪ha外ng皮e(没)遭击下En著d酬Su垃b醒顺宅Pr社iv列at成e驾Su子b帅Co暴mb身o1块_C烂li治ck赏(I属nd篮ex亦A轿s旋In僵te医ge盯r)岛个黎粗镗僵粗糙惯度.要Sh帐ow漆v割bM缸od艘al武详照En跃d除Su脸b渠兄银Pr脾iv猴at拥e拴Su多b激Co换mm近an经d2滚_C爹li车ck猛()侦在乓扩孔巧粗糙涨度.即Sh末ow符v宿bM受od怪al土姥菌En盏d铅Su屿b辨才膊Pr柔iv仔at垒e爬Su蛇b鞭Co码mm移an可d3督_C伐li泰ck绵()与免横扩孔建粗糙浪度.奸Sh胆ow散v友bM往od裕al居骨不En权d策Su伴b隙尝汽Pr闷iv斤at葬e贝Su棕b处Co论mm暖an锻d4吸_C允li惩ck匀()种窑幸粗车的.S随ho涌w睡vb吵Mo忙da驱l鼠它区En别d饱Su娇b闹稼塞Pr皂iv永at本e时Su朱b她Co掩mm斗an鼓d5雷_族Cl仆ic击k(航)爸透核车螺心纹.奸Sh臭ow薪v私bM照od源al县票区En饥d均Su很b家功蹦Pi堪va善te亏S语ub蛮C话om血ma递nd雕6_痒Cl围ic抢k(诚)店该如扩孔化粗糙镰度.吼Sh震ow腾v州bM需od锅al最悉却En乓d岗Su剩b夏简漠Pi诞va仪te销S吹ub煌C锁om蹦ma哨nd曾7_被Cl笼ic掠k(疏)犁烟币阀体辽工序形文件参.S主ho篇w堆vb堡Mo李da肝l滔传查En茄d足Su践b愉抄刊Pi身va彩te姑S马ub土C叔om耐ma猛nd宝8_西Cl慧ic命k(虫)乌交嘱阀体织工艺倘流程赢.S刊ho据w初vb榴Mo丸da撤l亭否篇En碑d暑Su那b回嫂徒Pi屯va安te桥S魄ub蚀C傻om修ma夸nd爬9_玉MC拳li待ck窑()物摧隙阀体集加工库决策牌表.膜Sh慕ow洋v惧bM匙od商al取畏控En壮d拢Su门b率胀兆Pi弟va寨te日S糖ub卸F劫or粘m_钥Lo逃ad掌()扬蒸冶D云im熄d锁bs对A拥s姜Da女ta蛇ba熊se邀物关D发im由r扎st极A花s偏Re挂co妥rd确se魂t例闪店D弯im俗q丹df碑A药s姜Qu凭er循yD托ef湾于瞧陆兽Se冰t流db踪s=列Op奉en灰Da货ta大ba彩se暂(”果db箱\工坦艺.俗md捷b”炉)幕熔赏Se话t未rs雀t=陵db袍s.甲Oe完nR律ec绕or刑ds智et筋(”速阀体守加工什工艺漂过程蔬”)讽崭驳Pr意iv筒at莫e羽Su船b测La济be傲l6嗓_C舍li盯ck畜()傲逝适En植d孕Su圆b驴泪逃Pr蛮iv帮at初e疗Su农b蹄La切be休l8狱_C说li小ck座)山寇默En窑d卡Su丰b望辆诉Pr吼iv距at若e颤Su呀b式Te块xt迎l_狂Ch稿an六ge长(I张nd惑ex胶A恨s悟In见te茅ge买r)航塘灶En混d您Su僚b辨容柏四、律结论蜻室免将经虚过标桥准化趟的优深化工备艺或杰编制刘工艺纪的逻收辑思架想(域长期痛以来惊工艺粗师们涂积累雕的知占识和敲经验勾),快通过边CA烈PP脏系统泼存入材计算遇机,练在计滩算机友生成便工艺歪时,河CA刊PP妙软件铲首先此读取康有关挤零件暂的信酱息,依然后岔识别反并检推索一远个零呼件族涛的标跟准工如艺和浊有关顿
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 中国传统文化在企业沟通与协作中的价值
- 2025-2030曲棍球攻击棒行业市场现状供需分析及重点企业投资评估规划分析研究报告
- 2025-2030普通半球摄像机行业市场深度调研及前景趋势与投资研究报告
- 2025-2030方便面行业风险投资态势及投融资策略指引报告
- 2025-2030新生儿保温箱行业市场深度调研及发展趋势与投资研究报告
- 2025-2030数控钻床行业市场现状供需分析及投资评估规划分析研究报告
- 2025-2030手表行业市场发展分析及投资前景研究报告
- 2025-2030插入器行业市场现状供需分析及投资评估规划分析研究报告
- 2025-2030拔罐器行业市场现状供需分析及重点企业投资评估规划分析研究报告
- 2025-2030房车产业行业市场现状供需分析及投资评估规划分析研究报告
- 【基于SSM的共享单车管理系统的设计与实现10000字】
- 课程培训合作协议(3篇)
- 基于认知负荷理论的文言文阅读教学策略探讨
- 铝合金型材喷涂前处理技术优化
- 农贸市场项目转让协议书范本
- 处理突发事件流程图
- 藏奥堂产品讲解
- 酒店住宿水单标准模板
- 淋巴瘤教学课件
- 社会责任法规合规性评价检查表
- 个人汽车押车合同范本
评论
0/150
提交评论