



已阅读5页,还剩5页未读, 继续免费阅读
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
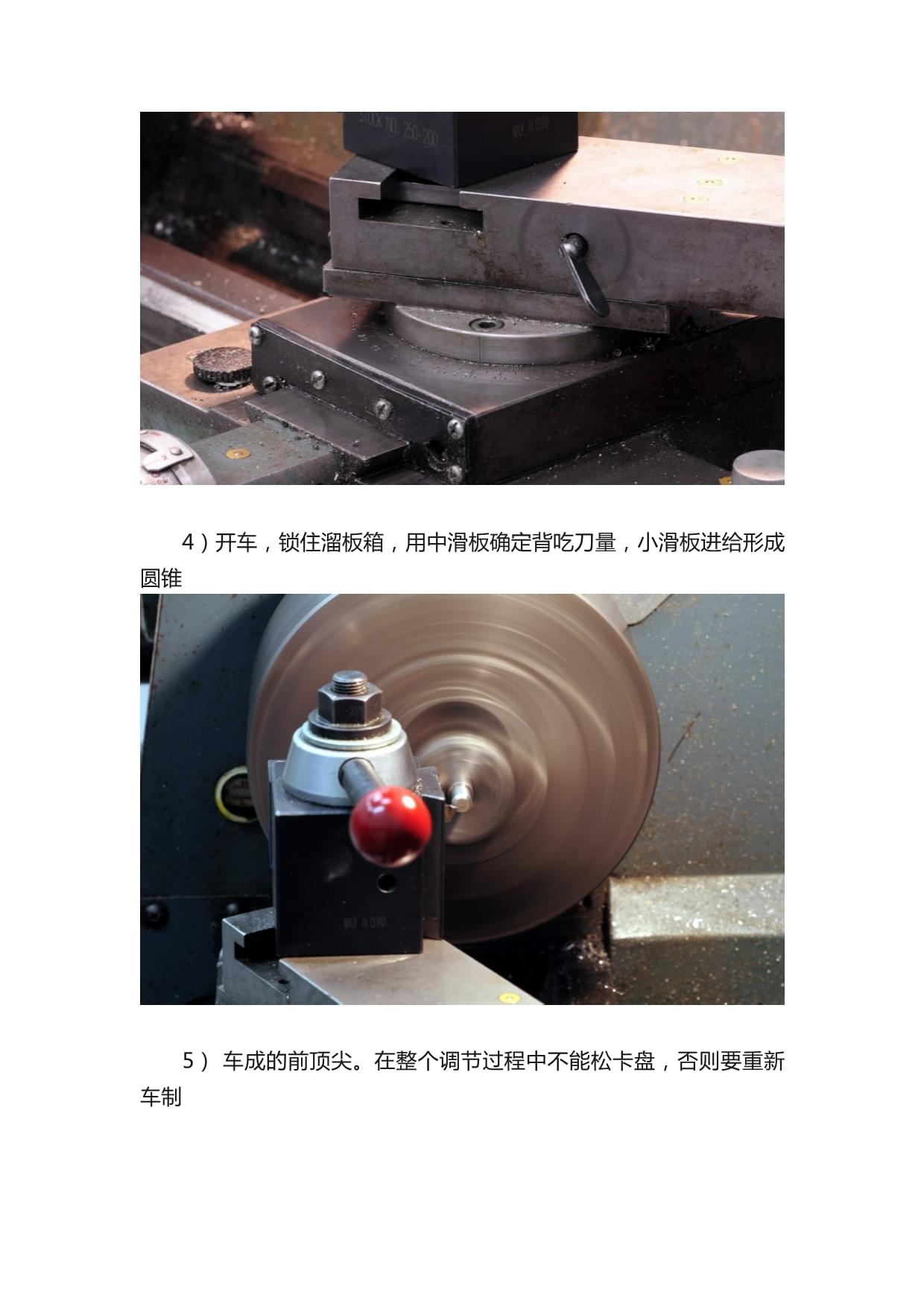
调整车床主轴和尾座同轴的方法一,前顶尖设定前顶尖可以用准确的死顶尖,装入主轴锥孔。或者用如下的自车顶尖法,更能保证前顶尖与主轴同轴1),装夹一根圆棒,取不用的废料即可2)对车刀中心高3)设定小滑板偏移度数为30度(顶尖60度的一半)4)开车,锁住溜板箱,用中滑板确定背吃刀量,小滑板进给形成圆锥5)车成的前顶尖。在整个调节过程中不能松卡盘,否则要重新车制二,装夹检验棒检验棒是蘸硬钢精磨出来的,顶尖孔同轴度,自身圆柱度都有保证。装夹时要将包括前后顶尖,顶尖孔在内的接触部分擦拭干净两顶尖装夹在车床上。为了方便,我把刀架暂时卸下了三,检验安装百分表,对床头处设为0床头读数10英寸后的床尾读数,可见尾顶尖远离了0.0035吋,相当于8.9丝。三,调节一般车床为了便于调节,以及用偏移尾座法来车锥度,尾座都分上下两部分,相互之间可以移动。调节是通过一对紧定螺钉相互锁紧。因而要放一侧紧一侧。调整到百分表读数和床头一致。调定后要拧紧,并且关注百分表读数有无变动在内六角扳手处调节调节后尾座处读数调节后床头处读数可见两处读数一致,调节完成。若偏差仍大,同前处理,记床头,调尾座。顺带秀几台设备1947年辛辛那提车床。这个厂当年是以生产卧铣起家,1889年建厂,后来也生产车床刨床之类,现在依然在生产高精度铣床Bridgeport立铣。Bridgeport是首次制造立铣床的公司,因而英语中直接用“bridgeport”表示立铣床。1938年开业,2004年被Ha
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024版国际贸易居间合同范本
- 铁矿石2024年度海上运输安全监管合同
- 日语课件中目录
- 辽宁省二零二四年生猪买卖合同协议(含农业观光旅游)
- 2024年度大型物流中心自动化设备采购合同3篇
- 小学品德公开课教育课件
- 不当班长报告范文
- 2024年度乙方为甲方提供电商运营服务合同3篇
- 《工业园区物业服务》课件
- 《辛弃疾生平简介》课件
- 虚拟现实眼镜市场发展预测和趋势分析
- 医疗集团商业
- 2024年双11电商消费回顾及趋势总结报告-flywheel飞未-202411
- 浙江省初中名校发展共同体2024-2025学年九年级上学期期中考试科学试卷
- 中华人民共和国建筑法
- 2025届湖南省郴州市高三年级上册第一次模拟考试英语试卷(含详解)
- 四年级数学(四则混合运算带括号)计算题专项练习与答案
- 人教版一年级上册数学第5单元《6-10的认识和加减法》试卷及答案
- 体液调节与神经调节的关系课件
- 新版中国食物成分表
- 团员发展纪实簿
评论
0/150
提交评论