



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
钻削教学目的:了解钻削加工基本学问,理解钻削用量;熟悉常见钻床及其应用,驾驭麻花钻的结构、组成。了解麻花钻的角度及对钻削加工的影响。教学重点:麻花钻的结构、组成。教学难点:麻花钻的角度分析。孔加工刀具钻床及刀具钻床上可完成钻孔、扩孔、铰孔、攻丝、钻沉头孔、锪平面刀具作旋转主运动同时沿轴向移动作进给运动。钻削加工钻削-----用钻头或扩孔钻在工件上加工孔的方法。◆主运动:钻头或扩孔钻的回转运动。◆进给运动:钻头或扩孔钻的移动。
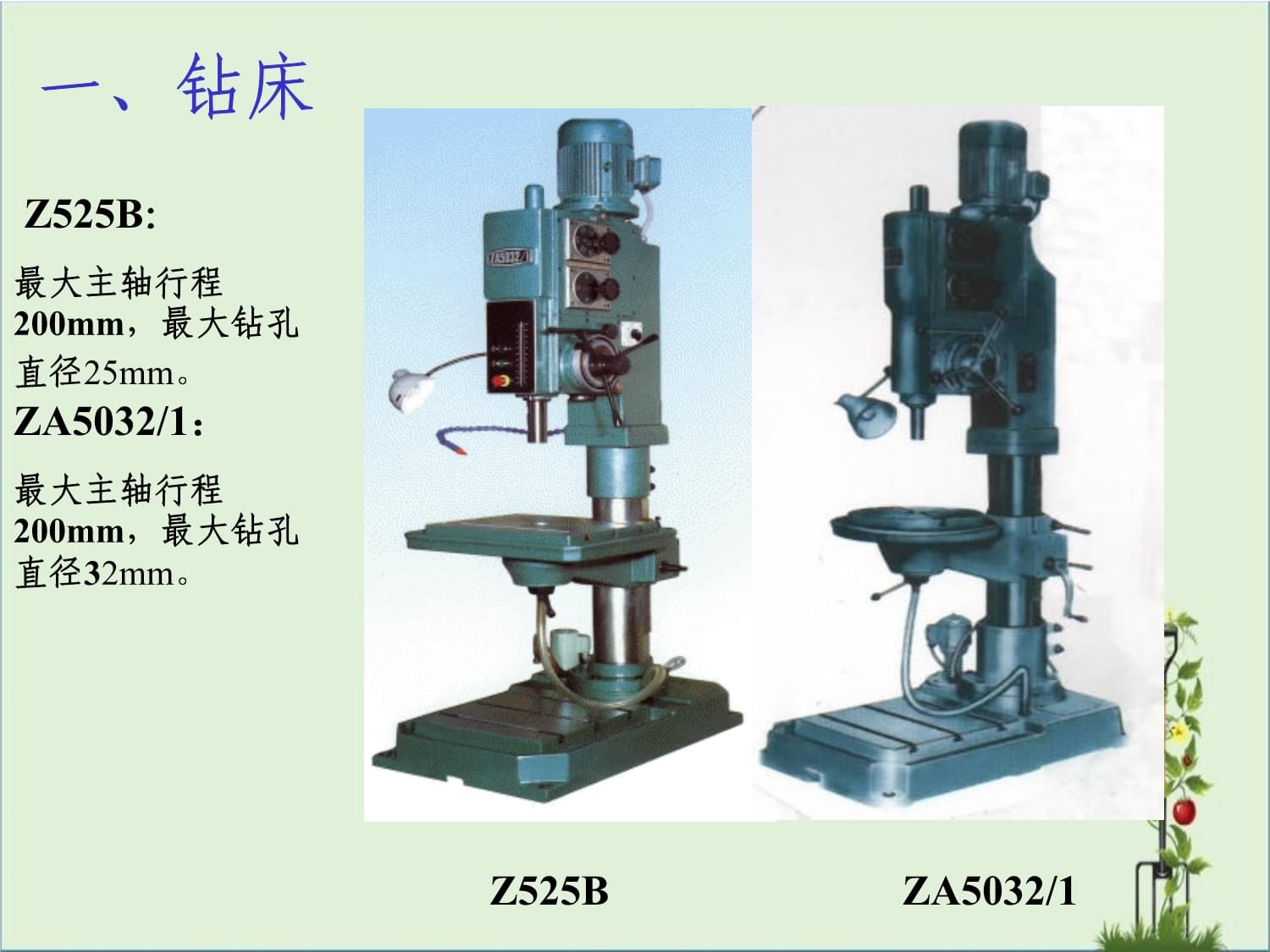
一、钻床Z525BZA5032/1Z525B:最大主轴行程200mm,最大钻孔直径25mm。
ZA5032/1:最大主轴行程200mm,最大钻孔直径32mm。
ZJA3725×8/1摇臂钻床ZJA3725×8/1:最大主轴行程130mm,最大钻孔直径25mm。立式钻床通过移动工件位置使被加工孔中心与主轴中心对中,操作不便,生产率不高。适于单件小批生产中加工中小型零件。摇臂钻床摇臂可绕立柱回转和升降,主轴箱可在摇臂上作水平移动。工件固定不动,可便利地移动主轴,使主轴中心对准被加工孔中心。适于单件小批生产中加工大而重的零件。其它钻床(a)深孔钻床一般接受卧式布局,工件旋转作主运动,钻头直线进给。主要应解决的问题是:刚性及导向、断屑排屑、冷却润滑.(b)台式钻床小巧敏捷,钻孔直径15mm以下。适于单件小批生产中加工小型零件。钻床台式钻床:结构简洁,用于中小型工件上的小孔及单件小批量生产。立式钻床:可实现机动进给,适合于加工中小型工件,用于单件小批量生产。摇臂钻床:结构较困难,适合于大型工件或多孔工件的钻削。二、钻削方法(1)钻头装夹①直柄装夹:需用带锥柄的钻夹头。②锥柄装夹:干脆装夹(2)工件装夹①小型工件②孔径较大(3)钻孔方法①单件小批量生产,接受划线钻孔的方法。②批量较大或孔位置精度要求较高,需用夹具(钻模)来保证。③钻深孔时,要经退出钻头,排出切屑,并进行冷却润滑,接受较小的进给量。三、标准麻花钻1.麻花钻的结构要素
图7-32为麻花钻的结构图。它由工作部分、柄部和颈部组成。
工作部分●切削部分前刀面后刀面横刃主切削刃●导向部分(导向作用)副切削刃第一副后面(刃带)其次副后面螺旋槽★柄部(夹持作用)-------直柄和锥柄
★★颈部-----刀体与刀柄间的过渡部分。作用:(1)退刀槽(2)标记直径材料牌号2.主要角度(1)顶角2kr----两切削刃在与它们平行的轴平面上投影夹角。影响:钻头尖端强度、前角和轴向抗力。大小:118±20(2)前角γo----在正交平面上测量的前面与基面的夹角。影响:切屑的形态和主切削刃的强度,确定切削的难易程度。大小:-300~+300前角的值从外缘到钻心旁边大约由+30°减小到-30,其切削条件很差。(3)后角αo----在正交平面内测量的后面与切削平面的夹角。在钻削过程中,实际起作用的是这个后角,同时测量也便利。钻头的后角是刃磨得到的,刃磨时要留意使其外缘处磨得小些(约8°~10°),靠近钻心处要磨得大些(约20°~30°)。这样刃磨的缘由,是可以使后角与主切削刃前角的变更相适应,使各点的楔角大致相等,从而达到其锋利程度、强度、耐用度相对平衡,此外还能变更横刃处的切削条件。(4)横刃斜角ψ----横刃与主切削刃在端面上投影之间的夹角。横刃与主切削刃之间的夹角。它是刃磨钻头时自然形成的,锋角确定时,后角刃磨正确的标准麻花钻横刃斜角Ψ为47°~55°,而后角愈大则Ψ愈小,横刃的长度会增加。影响:钻头定心、轴向抗力。大小:500~550四、钻削用量1、切削速度
vc
vc
=
d
n/1000d
—
麻花钻直径(mm)n—麻花钻的转速(r/min)2、进给量f(mm/r)fz(mm/z)fz=1/2f3、钻削深度ap(mm)ap=1/2d五、钻削的工艺特点1、钻削时,钻头不易弯曲,切削深度大,金属切除率较高。2、钻孔精度低,表面粗糙度大,简洁产生孔径扩大、轴线歪斜和明显的圆度误差等缺陷。3、钻削时,冷却条件差,切削温度高,生产率低。4、钻削为粗加工,一般用作要求不高的孔的加工或高
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 西藏高考常考题及答案大全
- 吉林省吉林市吉化九中学2023-2024学年中考联考数学试卷含解析
- 江汉区部分校2023-2024学年中考数学押题卷含解析
- 社区运营面试试题及答案
- 江西警察学院《跨屏传播与营销》2023-2024学年第二学期期末试卷
- 亳州职业技术学院《动态人物速写》2023-2024学年第二学期期末试卷
- 太原工业学院《民法及民事诉讼法案例教学实践》2023-2024学年第二学期期末试卷
- 江西省宜春市丰城市2025届三年级数学第二学期期末复习检测模拟试题含解析
- 星海音乐学院《红楼梦文化赏析》2023-2024学年第二学期期末试卷
- 北京工业职业技术学院《中外建筑史》2023-2024学年第一学期期末试卷
- 2024年《数字摄影技术》考试复习题库(含答案)
- 2024年湖南省公务员考试《行测》真题及答案解析
- 《北京市幼儿园玩具配备目录》
- 《专利纠纷与处理》PPT课件
- 基于PLC的电梯控制系统设计
- 北京某商贸大厦空调工程设计毕业设计
- 口腔科急救预案培训课件
- 新教科版5年级科学下册第二单元《6设计我们的小船》课件
- 农业技术推广知识课程教学大纲
- 自动平移门感应门技术要求
- 部编版一年级《道德与法治》下册第9课《我和我的家》精品课件
评论
0/150
提交评论