



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
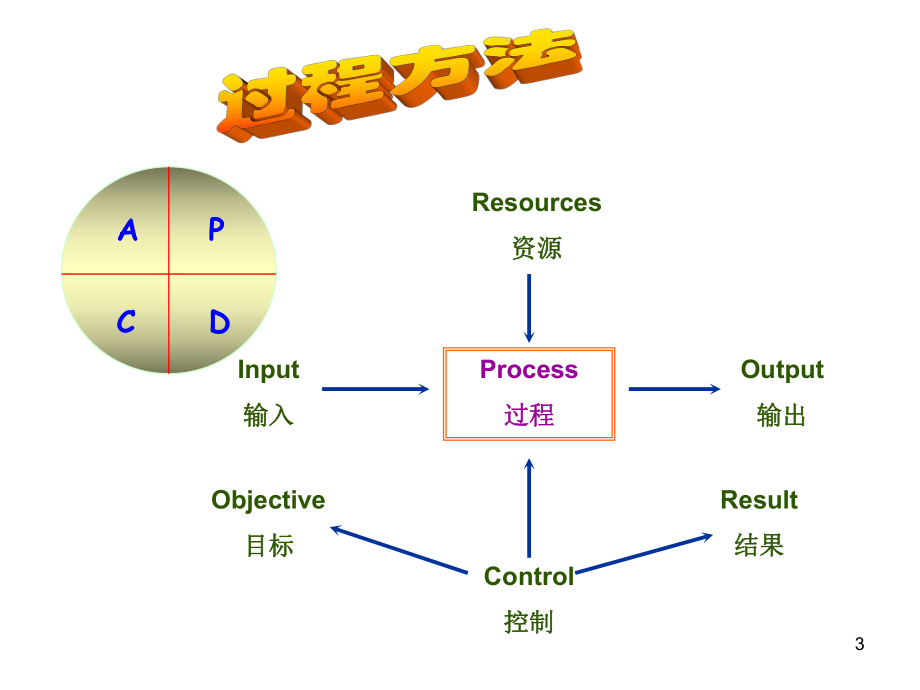
1、12一 、过程及过程网络1、过程的定义ISO/TS16949:2002标准的定义:过程使用资源将输入转化为输出的活动系统。图1-1所示的是过程诸要素之间的关系。定义强调过程是活动的系统,其依靠投入的资源(技术及物质资源)将输入转化为输出,而对这一转化过程必须实施必要的控制手段,以保证过程的增值。即要求输出的价值一定要大于输入,此时的过程称为有效过程。对过程的控制和过程的增值,赋予了过程的有效性。因此,对过程的监控和测量是十分必要的。3Resources资源资源 Output 输出输出Result 结果结果Control 控制控制Objective 目标目标 Input 输入输入 Process
2、过程过程 PDCA42、过程网络在质量管理体系中,任何一个过程都不会孤立地存在,若干过程之间的相互关系构成过程网络。以图1-2可以看出,在过程网络中,某一过程的输出将直接作为一个过程的输入;而某些过程的输出又为其他过程提供资源或控制手段。我们把若干相关过程的有机组合称为过程网络。在质量管理体系中,过程网络的有效运作是体系有效运行的重要条件。5在ISO/TS16949:2002标准中,对过程和过程网络作了比较详细的说明。任何接受输入并将其转化为输出的活动,可视为过程。为了有效地运营,组织必须识别和管理众多关联的过程。通常,一个过程的输出将直接形成下一过程的输入。组织内所采用的过程以及这些过程之间
3、的相互作用的系统性识别和管理可称之为“过程方法”。6图1-2 Typical network of interacting processes Process Approach7过程方法的优点是对过程系统中单个过程之间的联系以及过程的组合和相互作用进行随时的控制。主要关注是满足顾客要求,以实现顾客满意。过程方法在质量管理体系中应用时强调以下方面的重要性:a)理解和满足要求;b)需要在增值方面考虑过程;c)获得过程业绩和有效性的结果;d)基于客观的测量结果对过程实施持续改进。8二、过程能力及过程能力指数1、过程能力(1)过程能力过程能力指过程处于正常状态(稳定受控制状态)时,加工产品以能力。通常
4、以产品质量特性数据分布的6倍标准偏差表示。符号记为B。B = 6= 6S9(2)质量体系的组织目标通俗而言,过程能力即实现过程目标的能力。质量管理体系可视为一个大过程,那么建立质量管理体系的组织目标是什么?这一点,早在ISO9004.11994标准“组织目标”中有明确说明。为了达到组织目标,组织应确保影响其质量的技术、管理和人的因素处于受控状态,无论是硬件、软件、流程性材料还是服务,所有的控制都应针对减少和消除不合格,尤其是预防不合格。10建立质量管理体系应具备的过程能力,应能保证组织目标:“减少和消除不合格,尤其是预防不合格”的实现。即只生产合格产品,不生产不合格产品。实现组织目标的保证手段
5、是:组织应确保影响其质量的技术、管理和人的因素处于受近代状态。技术受控的标识是企业应采用最先进的工艺技术生产产品,使企业具备保证不生产不合格产品的能力。管理受控的标识是企业应采用科学方法(如统计技术)对过程实施有效控制,使企业具备保持不出不合格品的能力。11人的因素受控制是技术受控的基础条件。人的因素受控的标识是企业职工具有高的素质(如文化素质、专业和管理技能素质及工作经验等)。现在越来越多的先进企业已经认识到实现以上组织目标的重要性。我国已有不少企业在外贸出口业务中,由于缺乏有效的过程控制手段而遭到外商的拒绝订货。12应当注意到,在我国加入世界贸易组织以后,这一形势将更加严峻。我国相当多的企
6、业在统计技术应用,尤其是过程控制方面处于薄弱环节,必须下大力气改变这种状态,努力做到与国际水平接轨。*注:对任何过程而言,能否长期、稳定地生产合格产品或优质产品必须满足两个基本条件:有足够的过程能力 ;过程保持稳定受控。132、过程能力指数(1)过程能力指数的概念过程能力指数(特殊情况下也可称为工序能力指数、工程能力指数)指过程以能力满足质量要求的程序。符号记为CP。SLULUTTTTBTCp6614式中:T为产品质量特性值的质量要求,即公差(规格)范围; TU为上公差(规格)界限; TL为上公差(规格)界限; 为质量特性值总体分布的标准偏差; s为产品质量特性的过程能力指数; CP为产品质量
7、特性的过程能力指数; B为过程能力。15(2)过程能力指数的计算计量值数据过程能力指数计算a)望目值质量特性且STTCpLU6 TuTlM16b)望目值质量特性且 ,有质量特性值的偏移量式中:K为偏移系数,时MX MX sTkcPCPK62)1 (;2/Tk17表1-1计量值数据过程能力指数计算公式及示例 图例 公式 示例 望 目 值某零件尺寸规格为200.15抽样n=100,计算某零件尺寸规格为200.15抽样n=100,MIIX2LUTTMSTPC6STTLU605. 0,20SX105. 0685.1915.20CpMXMX 05. 0,05.20SX计算05. 0,20M67. 005
8、. 0605. 023 . 0PKcSTcpk62 TuTlMTLTUMXX 18 图例 公式 示例 望小值某部件表面清洁度要求抽样测得 望大值某金属材料抗拉强度要求抽样测得SXTcUPU3SLplTXc3mg96mgsmgX12,4833. 11234896Cpu2/32cmkg22/8 . 1,/38cmkgscmkgX11. 18 . 133238Cpl Tu TuTlXX19*注:公式在实际生产过程中,具有普遍的代表性。在大多数情况下,产品质量特性值的分布中心是偏离目标值的。根据这一公式,可以分析提高过程能力的途径公式的结构为分式,欲提高计算结果应采取增大分子或减小分母的方法。公式右侧
9、的分式中有三个变量,因此提高过程力将有三个途径2LUTTMM为质量特性的目标值,201)首选 途等式是减小偏移量在实际生产过程中采取调整工艺参数的手段,尽可能使质量特性值的分布中心(样本分布的平均值 ) = M 时,计算公式即为XSTCp6在测量系统中,测量数据的分布中心值与真值的差异(偏移量)称为系统偏差,可以采用线性插补的手段消除。212)减小质量特性值分布的标准偏差s标准差s表征质量特性值的离散(质量不一致性)的程度,在实际生产过程中减小标准偏差s往往是困难的,需要通过技术改造、质量改进等措施来实现。223)放宽公差范围产品公差是设计过程所确定的,是以给社会(顾客)造成的损失最小为出发点
10、,通过质量损失函数的计算、分析而确定的。因此,对放宽公差范围来提高过程能力必须持非常慎重的态度,轻易不可采用。只有在通过科学方法验证,确认原设计的公差范围过严的情况下方可采取。放宽公差范围属于设计更改的工作内容,必须按业企业质量体系文件所规定的程序进行。23C)望小值质量特性时d)望大值质量特性时sXTcUpu3sTXcLpu324表1-1概括总结了以上四种情况的过程能力指数的计算并给出相关案例。*注:望目值质量特性:给定双向公差TU和TL,有目标值 在加工制造过程中要求产品质量特性值与目标值相等为最佳状态。大多数质量特性均属于望目值质量特性。望小值质量特性:给定单向公差TU,要求产品质量特性
11、值,越小越好。如产品中某些杂质成分,产品表面清洁度,汽车行驶的油耗,产品的不合格品率等。,2LUTTM25望大值质量特性:给定单向公差TL,要求产品质量特性值 ,越大越好。如金属材料的强度,化工产品的产出率,产品的合格品率等。计数值数据过程能力指数的计算计数值数据包括计件值数据与计点值数据。计件值数据的质量指标为不合格品率p,服从二项分布;计点值数据的质量指标为缺陷数 c,服从泊松分布。不合格品率p和缺陷数c都属于望小值质量特性。在计量值数据的过程能力指数计算中,望小值质量特性的计算公式为LTsXTcUpu326公式中的TU,、s均为计量值质量特性情况下的相关特征值。在计数值数据的计算中,只需
12、将二项分布、泊松分布的相关特征值代人即可转换为计数值数据过程能力指数计算中,望小值质量特性的计算公式。如:计件值数据的过程能力指数XnPpPPcUpu)1 (327式中:PU为允许的过程不合格品率上限;为过程不合格品率的平均值; 为不合格品率二项分布的标准偏差。计点值数据的过程能力指数 式中:CU为允许的缺陷数上限; 为产品的平均缺陷数; 为缺陷数泊松分布的标准偏差。 非定量工作过程能力指数的计算nPP)1 ( ccCcUpu3cc28a)在质量指标为望小值时b)在质量指标为望大值时(3)过程能力的等级评定根据过程能力指数的实际水平评价过程能力,是普遍采用的评价方式。平工作实际达到的质量水工作
13、要求的质量标准Cp工作要求的质量平工作实际达到的质量水Cp29传统的过程能力等级评价在相当长的时间内,无意采用表1-2所示的传统的过程能力等级评价方式。该评价方式具有以下两点不足之处:表1-2 传统的过程能力等级评价表等级 特级 一级 二级 三级 四级 0.67 评价 过高 充分 尚可 不充分 不足 Cp67. 167. 133. 133. 11167. 030a)未考虑质量特性重要度分级每种产品都有多种质量特性,在产品设计过程应进行产品质量特性重要度分级,一般分为以下三级:A类质量特性(关键质量特性)指安全性指标及不合格将会丧失功能的质量特性。如家电产品的绝缘强度及耐压水平,空调器的制冷功能
14、等。B类质量特性(重要质量特性)指不合格会影响使用,性能和装配的质量特性。如家电产品的。31C类质量特性(一般质量特性)指不合格也不会影响使用,不致引起顾客投诉的质量特性。如家电产品的轻微外观缺陷等。显然,在生产过程中对不同重要度质量特性的过程能力应有不同程度的要求。而这一点在传统的过程能力等级评价中并没有反映。32b)最佳过程能力在传统的过程能力等级评价中认定 时是最理想、最佳水平。认为1时为过程能力不足;时为过程能力富余。目前已进入21世纪,科学技术和生产力的高速度发展对质量提出了高标准的要求。很多先进企业已经提出 的要求,甚至提出6管理或零缺陷生产的要求。图1-3是中国质量代表团访问南韩
15、时,南韩工业企业提出的“过程控制的设计、监近代和最优化流程”。33. 1pc67. 1pc67.1pc3334产品过程综合能力等级评价表1-3提出的产品过程综合能力等评价方法,弥补了传统的过程能力等级评价的不足,使评价更趋向于合理。表1-4给出不同重要度质量特性的过程能力评价及措施。表1-3 产品过程综合能力等级评价表注:级为适宜的过程能力过程能力 CP等级特性过程能力指数范围 关键质量特性(A类)重要质量特性(B类)一般质量特性(C类)35表1-4产品过程综合特性能力等级评定及措施表(关键特性)pcpc关键质量特性等级过程能力判断措施级 1.67理想状态制订作业指导书,这施标准化作业;应用控
16、制图或其它手段对过程进行监控级1.67 1.33低风险分析影响过程能力的主要因素,建立质量控制点级1.33 1中等风险强化质量检验,增加检验频次及时反馈质量信息,分析散差大的程度()和原因,采取纠正和预防措施提高过程能力(CP)级1 0.67高风险必须进行全数检验,剔除不合格品,或进行分级筛选,对不可修复的产品应停止加工级 1.33理想状态对过程现状实施标准化作业,应用控制图或其它手段对过程进行监控1.33 1低风险对产品按正常规定进行检验,若采用统计抽样检验,在抽样方案设计时应考虑合理的APL值和检验水平IL以及检验频次1Cp0.67中等风险对过程加强检验和严格监控,采取纠正措施提高过程能力
17、(CP)在不影响最终产品质量的前提下确认原设计不合理时适当放宽公差范围Cp0.67高风险实行全数检验,剔除不合格品或进行分级筛选pc1.6737表1-4产品过程综合特性能力等级评定及措施表(一般特性)一般质量特性等 级过程能力决 断措 施Cp1.67过 程 能 力 过剩更换机器、设备、隆低机床精度要求,降低技术工人等级,降低生产成本1.67Cp1.33过 程 能 力 富余采用统计抽样检验,减少检验频次,对装配质量没有影响的情况下适当降低机器设备的精度等级1.33Cp1理想状态对过程实施标准化作业1Cp0.67低风险在确认不影响最终产品质量,经验证明确实原设计不合理的情况下适当放宽公差范围Cp0
18、.67中等风险增加检验频次加严检验,如对下道工序质量有影响,应查明原因采取纠正措施加以改进38(4)应致力于提高过程能力目前我国工业企业的过程能力总体水平不高,相当多的企业产品主要质量特性的过程能力指数尚难达到1.33,甚至于达不到1.0。有些企业认为,虽然我们生产过程的过程能力不高,但通过严格的检验保证“不合格产品不出厂”,只要交付给顾客的产品是合格的就是满足了顾客的要求。事实上当生产过程的过程能力低时,即使挑选、剔除所有的不合格品(实际也是不可能达到的),依然会对企业、顾客和社会造成危害。以下从三个方面分析提高过程能力的必要性:39过程能力与过程不合格品率有关过程能力指数是指过程能力满足质
19、量要求的程度。因此,直接反映了过程生产合格产品的水平。通过过程能力指数可以坟算得到过程实际的不合格品率。a)当 时 式中:P为过程不合格品率; CP为过程能力指数; 表示查正态分布表。b)当 时 式中:p为过程不合格品率;MX 2Ppc3MX Ppck)1 (3pck)1 (340例例2中的不合格品率的计算中的不合格品率的计算A、计算超出上限部分的不合格品率、计算超出上限部分的不合格品率公式:公式:205. 005.2015.20SXTZUu查正态概率表,查正态概率表,得得PU = 0.0228 = 2.228 %B 计算超出下限部分的不合格品率计算超出下限部分的不合格品率公式公式:405.
20、085.1905.20STXZLL查正态概率表,查正态概率表,得得PL = 0.00003 = 0.003 %P = PU + PL = 2.228% + 0.003% = 0.283%不合格品率计算不合格品率计算4142CP为时的过程能力指数;K为偏移系数, 为偏移量, 表示查正态分布表。传统的过程能力等级评价,要求 ,因为当 时,T= ,所以称为 管理方式。目前很多先进企业提出的 管理方式,要求T= 。表1-5列出了不同过程能力情况下过程不合格品率的对应关系。;2/Tk; 11MX 1pcCp636643公差范围过程能力不合格品率偏移量Cpk过程能力不合格品率20.674.56%0.333
21、0.85%310.27%0.676.68%41.3363ppm10.62%51.670.57ppm1.330.02%620.002ppm1.673.4ppm表1-5 过程能力与不合格品率对应 *注:ppm为非法定单位,应代之以1ppm=10-6。企业过程能力水平高,将有效降低过程不合格品率,减少企业的质量损失,降低生产成本,是提高企业经济效益的重要途径。 44过程能力与产品失效率有关产品失效率指产品在一定条件下,一定时间内工作中失去功能的比率。产品失效率是产品可靠性的重要指标,我国电子工业将产品失效率分为七个等级,表1-6给出了不同等级的代表符号及失效率数值。45级号级号符号符号 失效率失效率
22、 亚五级亚五级Y Y五级五级W W六级六级L L七级七级Q Q八级八级B B九级九级J J十级十级S S5510310155101101 . 066101101 . 077101101 . 088101101 . 099101101 . 01010101101 . 0表1-6 失效率等级划分46Cp不合格品率失效率0.3332.26%0.674.56%0.861%10000ppm亚五级1.00.27%2700ppm1.10.1%1000ppm五级1.160.05%500ppm六级1.30.01%100ppm七级1.330.006%60ppm1.470.001%10ppm八级1.630.0001
23、%1ppm九级1.670.00006%0.6ppmh/1055h/)53(6h/1016h/)53(7h/1058h/1059注:ppm为非法定单位,应代之以1ppm=10-6表1-7 过程能力与产品失效率的关系47过程能力与质量损失有关日本质量管理专家提出的“质量损失函数”的概念,是评价产品质量水平的另一重要方面。产品质量特性目标值M是以给社会(顾客)造成的损失达到最小为原则确定的,当产品质量特性实际数值偏离目标值越远时,给社会(顾客)造成的损失就越大。过程能力水平越低,质量特性值偏离目标值的概率就越大,给社会(顾客)造成的损失也就越大。图1-4所示的是不同过程能力时质量特性值的分布与公差界
24、限及目标值的比较。48 XTuTlMCp=2平均损平均损失失16.67元元Cp=1平均损平均损失失66.72元元Cp=0.75平平均损失均损失118.52元元不同过程能力的分布及平均损失不同过程能力的分布及平均损失49以下通过一个案例的计算,观察过程能力对质量损失的影响:某零件规格为M5m,若超出规格界限作为不合格品时损失为600元。则有损失涵数 2)()(MXkxL600)5()5(2kML5051坏坏坏坏好好在位置在位置“A”的零件与处于的零件与处于位置位置“B”和和“C”的零件的零件一样好一样好“目标分布目标分布”的思想的思想目标值目标值/设计意图设计意图/顾客要求顾客要求丧失功能曲线丧
25、失功能曲线损失损失“丧失功能丧失功能”的思想的思想(对顾客和/或社会丧失)处于位置处于位置“A”的零件:没有损失的零件:没有损失处于位置处于位置“B”的零件:一些损失的零件:一些损失处于位置处于位置“C”的零件:更多损失的零件:更多损失“C”的损失量的损失量“B”的损失量的损失量52可确定系数k2456002k则2)(24)(MXxL如时,因为可以证明损失函数的平均值(平均损失)与质量特性值分布的方差成正比 即2)(kxLE由此可以计算当过程能力不同时的质量损失状况。表1-8给出不同过程能力的情况下质量损失的数值。 如1pc时,因为6T53则78. 261022此时,零件平均损失为72.6678. 224)(2kxLE如67. 0pc时 (元)545567. 06T19. 667. 061022此时,零件的
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 植物生理学复习题+参考答案
- 写字楼疫情报告制度
- 体育馆空调使用制度
- 他学士入学制度
- 资金和资产管理制度唐总模板
- 老年人入住老人教育培训制度
- 玻璃制品模具工创新应用强化考核试卷含答案
- 无极绳牵引车司机安全实操强化考核试卷含答案
- 有机宝石检验员岗后竞赛考核试卷含答案
- 防爆电气装配工创新实践模拟考核试卷含答案
- 离婚协议标准版(有两小孩)
- 浙江省台州市路桥区2023-2024学年七年级上学期1月期末考试语文试题(含答案)
- 假体隆胸后查房课件
- 2023年互联网新兴设计人才白皮书
- DB52-T 785-2023 长顺绿壳蛋鸡
- c语言知识点思维导图
- 关于地方储备粮轮换业务会计核算处理办法的探讨
- GB/T 29319-2012光伏发电系统接入配电网技术规定
- GB/T 1773-2008片状银粉
- GB/T 12007.4-1989环氧树脂粘度测定方法
- (完整版)北京全套安全资料表格
评论
0/150
提交评论