



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
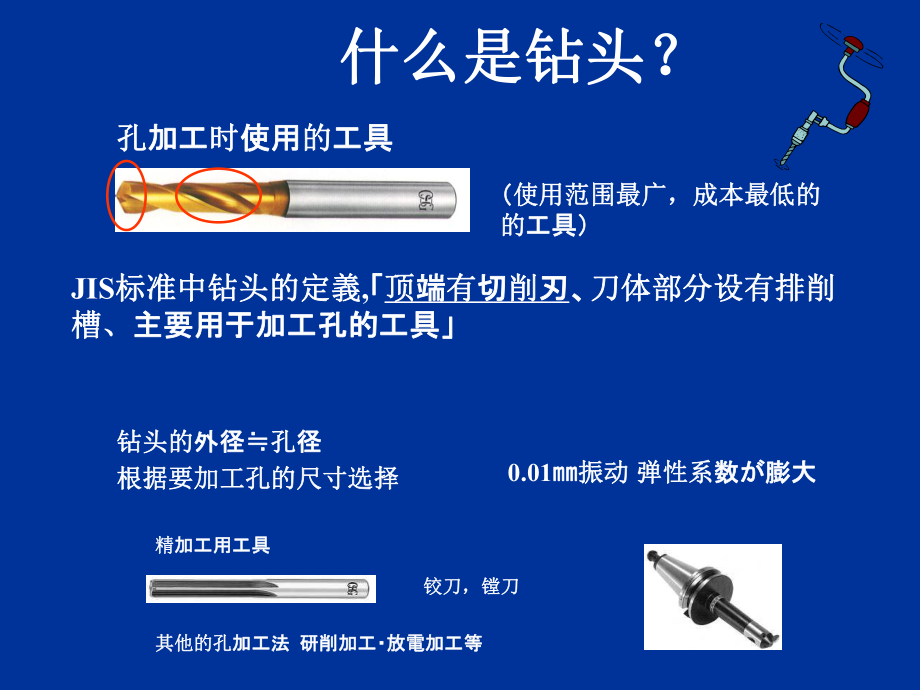
1、什么是钻头?什么是钻头?( (使用范围最广,成本最低的使用范围最广,成本最低的的的工具)工具)孔孔加工加工时时使用使用的的工具工具JIS标准中钻头的定義标准中钻头的定義, 顶顶端端有有切切削削刃刃、 、刀体部分设有排削刀体部分设有排削槽、槽、主要用于加工孔的工具主要用于加工孔的工具钻头的钻头的外径外径孔孔径径根据要加工孔的尺寸选择根据要加工孔的尺寸选择0.01振动振动 弹性系弹性系数膨大数膨大铰刀,镗刀铰刀,镗刀其他的孔其他的孔加工法加工法 研削加工放電加工等研削加工放電加工等精精加工用工具加工用工具直柄直柄锥柄锥柄圆筒状的柄部锥柄部 MT柄钻夹头弹性夹头主軸固定槽钻床,车床加工中心直柄钻头直
2、柄钻头4.14.14.14.14.14.16.06.0钻头的钻头的种种类类(按(按结结构分)构分)嵌刃式嵌刃式钻头钻头可转位刀片钻头可转位刀片钻头硬质合金钻头 高速高速钢钻头钢钻头油油孔孔( (内冷内冷) )钻头钻头有利于有利于冷却効果冷却効果和和切切屑的屑的排出排出 台钻台钻 直柄钻头直柄钻头钻夹头钻夹头摇臂钻床摇臂钻床锥柄钻头锥柄钻头主軸主軸 or 卡套卡套加工中心加工中心弹簧夹头弹簧夹头直柄钻头直柄钻头 直柄直柄用用钻夹头钻夹头锥柄锥柄用用主軸主軸 or 固定槽固定槽 直柄直柄用用弹簧夹头弹簧夹头钻削加工的夹具钻削加工的夹具韧韧性(送性(送)涂层涂层超微粒子硬超微粒子硬质合金质合金涂层涂
3、层硬硬质合金质合金高能率高能率人造金刚石人造金刚石焼結体焼結体立方氮化硼立方氮化硼焼結体焼結体金属陶瓷金属陶瓷陶瓷陶瓷工具工具鋼鋼(切削速度)耐摩耗性切削速度)耐摩耗性SKSSKS75075075075085085010001000110011001800180019001900210021002200220038003800470047008500850010000100000 0200020004000400060006000800080001000010000 1200012000SKSSKS鋼鋼硬質硬質 窒化窒化超硬合金超硬合金 i N 被膜 i N 被膜 i C 被膜 i C 被膜C
4、 B NC B N焼結焼結天然天然硬 ( )硬 ( )超硬合金超硬合金色相色相硬硬度度(HV)(HV)摩擦係数摩擦係数氧氧化温度化温度 附附着力着力涂层涂层DIAMONDDIAMOND钻头钻头形状形状 1 1全長全長刃沟刃沟長長螺旋螺旋角角柄柄長長锋锋角角钻芯钻芯直径直径刃带宽刃带宽主切削主切削刃刃OSG 横刃修磨横刃修磨横刃修磨油油孔孔刃带宽刃带宽锋锋角角横刃横刃后后面面主主切切削削刃刃刃沟刃沟钻头的钻头的形状形状 2锋锋角角小小锋锋角角例:例: =90=90一般一般锋锋角角例:例: =118=118大大锋锋角角例:例: =150=150切削抗切削抗力力轴向轴向抗抗力力回転回転抗抗力力- -
5、径向力径向力大先端角大先端角先端角先端角118118 切削宽度每转进给量切削厚度锋角大锋角小锋锋角角锋锋角角的异同的异同锋锋角小角小锋锋角大角大 轴向抗轴向抗力下力下降降 轴向抗力增加轴向抗力增加 扭矩增大扭矩增大扭矩减小扭矩减小切切削削刃長刃長增增長長切削刃切削刃长长减短减短切切削厚度变削厚度变浅浅切削厚度切削厚度变变深深切切屑屑厚厚度变度变薄薄切屑厚度切屑厚度变变厚厚 稳定稳定性性增强增强 稳稳定性降低定性降低根据根据被削材質用途被削材質用途来来選定最適選定最適锋锋角角后面:切刃切入后面:切刃切入时时, ,为为了避开与被切削了避开与被切削材料不必要摩擦的面。材料不必要摩擦的面。后角:后刀面
6、与被切面的后角:后刀面与被切面的夹夹角。角。这这个角个角度太小,后面与切削材料的摩擦增加,度太小,后面与切削材料的摩擦增加,发热发热增加。增加。OSG 后后角角后后角角后后角小角小的的場合場合特徴特徴(1)(1)切切削削刃強度增加刃強度增加高高速进给速进给切削可能切削可能(2)(2)和和被削材被削材的的摩擦大摩擦大轴向轴向抵抗切削抵抗切削扭矩扭矩増加増加后后面磨耗面磨耗易发生易发生后后角角后后角角后后角大場合角大場合特徴特徴(1)(1)切切削性能提高削性能提高( ( ) )抑制切削時抑制切削時的的発熱発熱最適最適于于抑制加工硬化抑制加工硬化(3)(3)和和被削材被削材的的摩擦摩擦小小抑制抑制后
7、后面面的的磨耗磨耗(4)(4)切切削削刃強度刃強度差差最適最適于于切削抵抗切削抵抗小的铝系小的铝系銅銅塑料的塑料的切削切削后后角角根据根据被削材用途被削材用途,選定適選定適合的后合的后角角最適最適于于高硬度材加工高精度加高硬度材加工高精度加工工或或高高进给进给切削切削大大后后角角小小后后角角 双峰角面双峰角面外凸圆弧刃面外凸圆弧刃面 抑制抑制毛刺毛刺 防止外周防止外周圆弧圆弧欠損欠損抑制抑制毛刺毛刺其其他特殊他特殊的后面的后面形状形状 防止外周防止外周圆弧圆弧欠損欠損螺旋螺旋角角小螺旋小螺旋角角例:例:=12=12一般一般螺旋螺旋角角例:例:=30=30強強螺旋螺旋角角例:例:=40=40排屑
8、方向排屑方向螺旋螺旋角角 螺旋螺旋角角的异同的异同螺旋螺旋角小角小螺旋螺旋角大角大 前前角角减减小小 前角增大前角增大切切削性能减弱削性能减弱切削性能增切削性能增强强切切削削刃強度刃強度增大增大切削刃切削刃强强度降低度降低切切屑屑排出排出线线路短路短切削排除切削排除线线路路长长切切屑导向屑导向效果效果差差切削切削导导向效果好向效果好前面:刀具切入材料,和将切屑排起的前面:刀具切入材料,和将切屑排起的面。面。前角:前面与切屑卷起的前角:前面与切屑卷起的夹夹角。角。这这个个角度越大,切削越角度越大,切削越锋锋利。利。OSG 刃刃溝溝形状OSG 先端先端到柄部到柄部、外径、外径变变細、細、为了为了避
9、避免免切削中切削中同孔同孔内面内面的的摩擦摩擦设置的锥度设置的锥度。 。0.040.040.10/1000.10/100100mm100mm間間0.040.040.10mm0.10mm变变細。細。OSG 缩缩小小横刃长度,增大横刃前角。横刃长度,增大横刃前角。横刃横刃OSG 小小( (薄)中心刃施事被削材薄)中心刃施事被削材 食付、穴位置精度切分断向上計。食付、穴位置精度切分断向上計。无横刃修磨无横刃修磨轴向轴向抵抗抵抗 断面切削断面切削 行。行。 D DD DB BB BA AA AA-A 断面断面B-B 断面断面C-C 断面断面A-A 断面断面B-B 断面断面C-C 断面断面D-D 断面断
10、面一般一般钻头钻头 B BB BA AA AR R型修磨型修磨 型修磨型修磨NN型型修磨修磨无修磨无修磨S S型型修磨修磨OSG (1)(1)汎用汎用(2)(2)再再研磨容易研磨容易特徴特徴无横刃修磨无横刃修磨R R型型可以可以分断切分断切屑屑、 、无积屑无积屑(1)(1)无横刃,切削性能好无横刃,切削性能好(4)(4)切切屑的屑的分断容易分断容易( ( ) )孔孔位置精度位置精度高高(2)(2)高剛性高剛性刃刃溝溝R R型修磨的型修磨的最佳配合最佳配合高剛性低高剛性低轴向抵抗的轴向抵抗的実現実現特徴特徴 EX-SUS-GDSEX-SUS-GDS GDRGDR13mm13mm以上的以上的採用採
11、用(1)(1)适用钻适用钻心心直径小和锋直径小和锋角角的钻头的钻头(4)(4)再再研磨容易研磨容易( ( ) )刃端刃端強度高強度高(2)(2)容屑空间大容屑空间大特徴特徴NN型型刃磨刃磨 D-GDN,EX-SUS-GDRD-GDN,EX-SUS-GDR13mm13mm以下等採用以下等採用(1)(1)适用于钻芯直径和锋适用于钻芯直径和锋角小角小(4)(4)再再研磨容易研磨容易( ( ) )刃端刃端強度高強度高(2)(2)同同心性心性孔孔精度良好精度良好特徴特徴S S型型刃磨刃磨 回回转转速度速度(min-1) 刀具回转次数 每刃每刃进给进给量量(mm/刃刃) 每刃的进深 每每转进给转进给量(量
12、(mm/rev) 每一转前进的深度,分段钻孔分段钻孔无退刀钻孔无退刀钻孔半程退刀半程退刀全程退刀全程退刀 降降切削抵抗切削抵抗高精度刃高精度刃部部剛性剛性提高提高分断切分断切屑屑切削速度切削速度与进给与进给量量 切削速度切削速度过大过大寿命急寿命急剧减少剧减少切削速度:切削速度:V V (m/min)(m/min)加工穴数加工穴数送量:送量: (m/(m/revrev) )加工穴数加工穴数 进给进给量量对对寿命寿命的的影影響響小小 立型横型機械立型横型機械的用途区分的用途区分钻削钻削加工加工的重点的重点 加工方法加工方法4 4D D以下无退刀以下无退刀以後以後2D2D退刀退刀 加工方法加工方法
13、3 3D D以下无退刀以下无退刀以後以後1D1D退刀退刀立式立式機械機械卧式卧式機械機械车床车床加工加工 加工方法加工方法3 3D D以下无退刀以下无退刀以後以後1D1D退刀退刀 深深孔孔加工加工钻削钻削加工加工的重点的重点2 2深深孔的垂直度孔的垂直度预钻预钻引引导导孔,深度大概是孔,深度大概是3 35D5D深穴加工編深穴加工編再用深孔再用深孔钻进钻进行加工行加工最好每次切削最好每次切削1D1D種類( JIS )分類特徴用途一般倍希釈、白濁液。種 号冷却性程度潤滑性有。一般鋼切削用。水溶性油一般倍希釈、半透明又透明液。種 号優冷却性洗浄性有、潤滑性殆期待。一般鋼研削用。種号油性形潤滑性、防錆
14、性優。塩素系極圧添加剤含有。塩素系極圧添加剤含有。号不活性極圧形硫黄系極圧添加剤含有。不水溶性油種科学的安定。潤滑性、浸濶性優。1117号活性極圧形塩素系塩素系、活性硫黄系極圧添加剤含有。潤滑性構成刃先抑制効果大仕上面良好。種類( JIS )分類特徴用途水加希釈乳白色。種 号鉱油脂肪油、水溶成分。水溶性油種号水加希釈半透明透明。水溶成分単独溶成分。水加希釈透明。種 4号油性形不水溶性油3種 号鉱油及又脂肪油極圧添加剤含。種 4号種組織主成分、添加剤含。種組織主成分、硫黄系極圧添加剤含。種組織主成分、硫黄系極圧添加剤含。3種4種8号8号 注)水溶性切削油剤:種水溶成分中界面活性剤含。注)水溶性切
15、削油剤:種水溶成分中界面活性剤含。 新規定新規定塩素系極圧添加剤使用塩素系極圧添加剤使用言明。言明。OSG 切削加工切削加工时的切削时的切削熱。熱。使用切削油剤使用切削油剤时时、 、抑制抑制因为因为摩擦発生摩擦発生的切削的切削熱、熱、提提高潤滑性浸潤性冷却効高潤滑性浸潤性冷却効果果。 钻头直径:8.5被削材質:92HRB 深度:mm貫通进给速度:进给方法:无退刀寿命判定:后角摩耗幅0.4mm 機械:自动车床 钻头直径:8.5被削材質:92HRB 深度:mm貫通进给速度:进给方法:送寿命判定:后角摩耗幅0.4mm 機械:自动车床稀释稀释倍率倍率孔孔深深mmmm加工加工孔孔数数 孔孔 被削材被削材
16、S50C S50C 超硬超硬钻头直钻头直径径6 6 切削速度切削速度50m/min 50m/min 进给进给量量0.18mm/rev0.18mm/rev孔孔深深的的比較比較0 02000200040004000600060008000800018182525湿式湿式油雾油雾压缩空气压缩空气干式干式钻头的钻头的摩耗摩耗后后面摩耗面摩耗在刃后面由于同被削材的接触造成発熱产生的摩耗钻头的钻头的摩耗摩耗刃带棱面的刃带棱面的摩耗摩耗和加工孔内面磨擦产生的摩耗钻头的钻头的摩耗摩耗前角的前角的摩耗摩耗前前面同切屑的連続接触造成的摩耗钻头的钻头的摩耗摩耗肩部摩耗肩部摩耗后面摩耗刃带棱面同时产生的摩耗钻头的钻头的摩耗摩耗横刃的横刃的摩耗摩耗中心部与被削材的摩擦与挤压产生的摩耗高剛性高剛性刃刃溝溝高高速进给速进给 型横刃修磨型横刃修磨切切屑屑分断分断轴向抗力轴向抗力低減低減涂层涂
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 宁夏工业职业学院《软件测试课设》2023-2024学年第二学期期末试卷
- 茂名职业技术学院《俄罗斯文化基础》2023-2024学年第二学期期末试卷
- 浙江金融职业学院《计算力学》2023-2024学年第一学期期末试卷
- 发光字广告牌制作合同
- 劳动技术服务合同书
- 手房中介买卖合同书
- 煤炭合作的合同
- 酒类二级经销商合同
- 循环借款合同贷款循环合同
- 房屋租赁给公司合同
- 冀教版四年级下册英语全册教学设计
- 2023年通管局安全员考试-培训及考试题库(导出版)
- GB/T 5267.1-2002紧固件电镀层
- GB/T 4857.22-1998包装运输包装件单元货物稳定性试验方法
- 2023年江苏信息职业技术学院高职单招(数学)试题库含答案解析
- 量化投资-统计套利
- GB/T 25074-2010太阳能级多晶硅
- GB/T 11047-2008纺织品织物勾丝性能评定钉锤法
- GB 18245-2000烟草加工系统粉尘防爆安全规程
- 特种陶瓷介绍课件
- 海水淡化简介课件
评论
0/150
提交评论