



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、精选优质文档-倾情为你奉上焊接工艺评定报告WELDING PROCEDURE QUA IF ICATION RECORDHC13PQR011NB/T470142011A335P91 325*10管道焊接河北宏程管业有限公司二0一七年三月十六日焊接工艺评定报告编制单位 河北宏程管业有限公司共7页焊接工艺评定目录1、焊接工艺规定(PWPS) 3页2、焊接工艺评定报告(PQR) 4页P91325*10Fe5B、Fe5B2CTAW+SMAWER90s-B9 E9015-B9 钢材牌号规格材料类、组别焊接方法焊材及规格预焊接工艺规程编制单位河北宏程管业有限公司第1页 共3页委托单位:河北宏程管业有限公司
2、预焊接工艺指导书编号:HCBPWPSOH所依据焊接工艺评定编号:HC13PQR011焊接方法:手工钨极氩弧焊+焊条电弧焊(GTAW+SMAW)机动化程度(手工、机动、自动):手工母材:材料类别管材管件材料标准ASTM A335ASTM A335材料代号及规格A335P91 325*10A335P91 325*10类、组别号相焊Fe5B、Fe5B2Fe5B、Fe5B2对接焊缝焊件母材厚度范围12mm12mm角焊缝件母材厚度范围/管子直径、壁厚范围对接焊缝: 12mm角焊缝: /其他/填充金属:焊材类别:FeT5BFeT5B焊材标准:NB/NB/填充金属尺寸:焊材型号:ER90s-B9 E9015
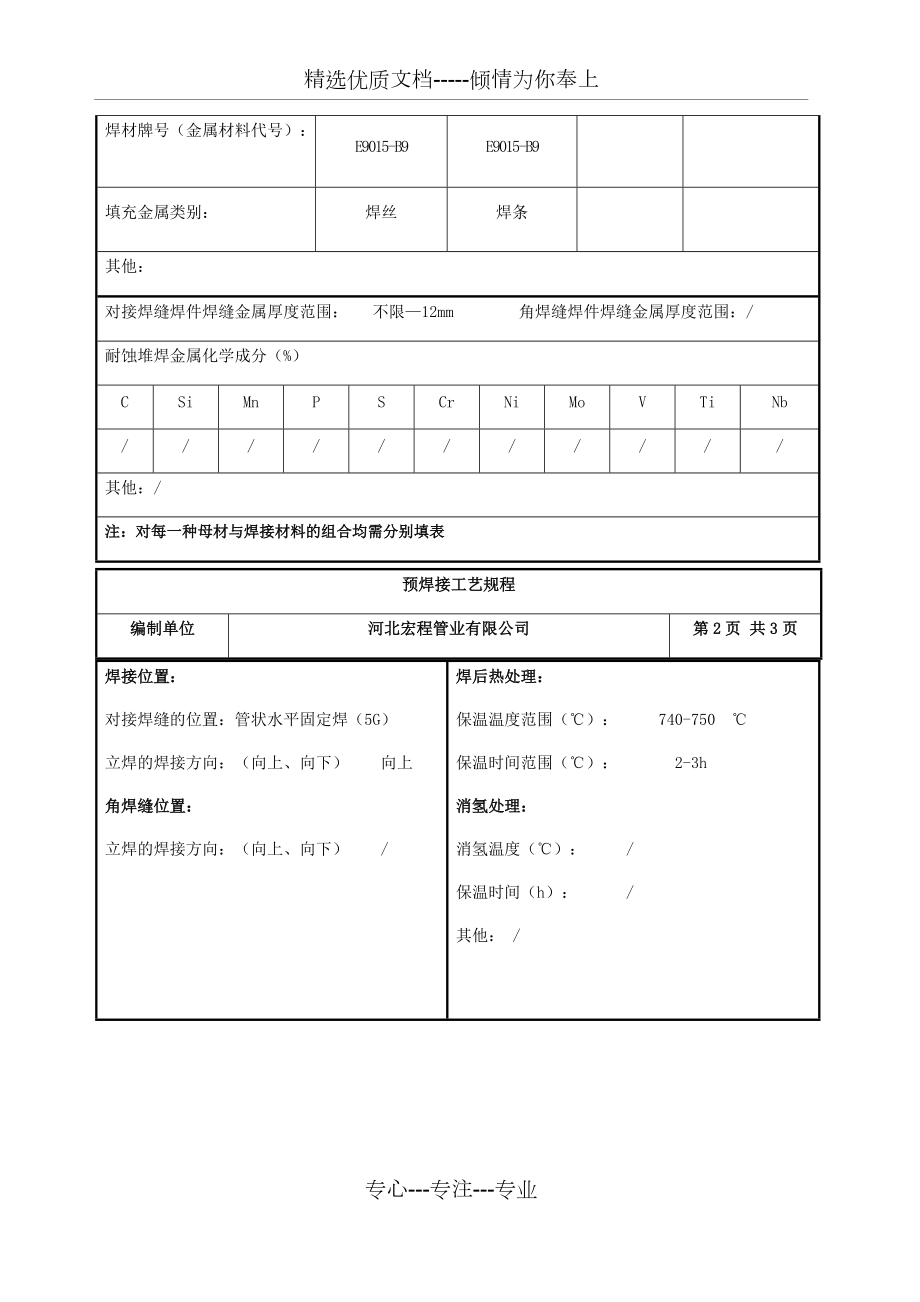
3、-B9 焊材牌号(金属材料代号):E9015-B9 E9015-B9 填充金属类别:焊丝焊条其他:对接焊缝焊件焊缝金属厚度范围: 不限12mm 角焊缝焊件焊缝金属厚度范围:/耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb/其他:/注:对每一种母材与焊接材料的组合均需分别填表预焊接工艺规程编制单位河北宏程管业有限公司第2页 共3页焊接位置:对接焊缝的位置:管状水平固定焊(5G)立焊的焊接方向:(向上、向下) 向上角焊缝位置:立焊的焊接方向:(向上、向下) /焊后热处理:保温温度范围(): 740-750 保温时间范围(): 2-3h消氢处理:消氢温度(): /保温时间(h): /
4、其他: /预热:加热方式:最小预热温度(): 200最大层间温度(): 250保持预热时间: 1h 加热方式: 电加热其它:环境温度0时,需加热不小于15气体:流量(L/min) 气体种类 混合比 保护气: Ar % 812尾部保护气: /背面保护气: /其它: /电特性:电流种类: 直流焊接极性: 根焊正接,其他层反接钨极类型及直径: 铈钨极 WC20 喷嘴或气罩规格: 810mm熔滴过渡形式(喷射弧、短路弧等):不要求其它: /焊接电流范围: 90110A电弧电压范围: 1020V焊接速度范围: 69cm/min焊丝送进速度: /焊接设备: 具有陡降外特性的焊接电源其它: /预焊接工艺规程
5、编制单位河北宏程管业有限公司第3页 共3页60±5°接头设计:12n图1图2±接头及坡口形式:V型对接 衬垫:不要求焊接规范:焊接层次焊接方法填充金属电流电压(V)送丝速度(in/min)焊接速度(cm/min)线能量(kj/cm)型号规格(mm)安培(A)极性根焊GTAWER90s-B990100DCEN1020N/A57填充SMAWE9015-B9120130DCEP2027N/A68盖面SMAWE9015-B9120130DCEP2027N/A68注:DCEN指钨极接电源负极,DCEP指焊条接电源正极,焊条烘烤按厂家要求进行。技术措施:无摆动焊或摆动焊:摆动
6、焊焊前清理和层间清理:坡口两侧和层间清理干净单道焊或多道焊(每面):单道焊导电嘴至工件距离(mm):/摆动参数: 不要求背面清根方法: /单丝焊或多丝焊: 单丝焊锤击: 不要求编制审核批准日期日期日期焊接工艺评定报告编制单位河北宏程管业有限公司第1页 共4页委托单位:河北宏程管业有限公司焊接方法:手工钨极氩弧焊+焊条电弧焊(GTAW+SMAW)机动化程度(手工、机动、自动):手工焊接工艺评定编号:HC13PQR011 预焊接工艺规程编号:HD13PWPS011接头设计:321±图2图1接头及坡口形式:V型对接 衬垫:不要求母材:材料标准ASTM A335ASTM A335材料代号及规
7、格A335P91 325*10A335P91 325*10类、组别号相焊Fe5B、Fe5B2Fe5B、Fe5B2对接焊缝焊件母材厚度范围12mm12mm角焊缝件母材厚度范围/其他/填充金属:焊材类别:Fe5BFe5B2焊材标准:GB/T8110GB/T5118焊材型号:ER90s-B9 E9015-B9 焊材牌号:ER90s-B96 E9015-B9 焊材规格:焊缝金属厚度:其他:焊接工艺评定报告编制单位河北宏程管业有限公司第2页 共4页焊接位置:对接焊缝的位置:管状水平固定焊(5G)立焊的焊接方向:(向上、向下) 向上角焊缝位置:立焊的焊接方向:(向上、向下) /预热:加热方式: 电加热最小
8、预热温度(): 200最大层间温度(): 250预热范围: 焊缝及两侧2cm后热处理:后热温度范围(): 300-350保温时间范围(): 2-3h焊后热处理:保温温度范围(): 740-750保温时间范围(): 2-3h保护气体:流量(L/min) 气体 混合比 保护气: Ar % 712尾部保护气: /背面保护气: /其它: /电特性:电流种类: 直流焊接极性: 根焊正接,其他层反接焊接电流范围: 65100A电弧电压范围: 1024V钨极类型及直径: 铈钨极 WC20 熔滴过渡形式:不要求送进速度范围: /其它: /焊接技术:焊前和层间清理: 坡口两侧和层间清理干净无摆动焊或摆动焊: 摆
9、动焊摆动参数: 不要求喷嘴或气罩规格(mm): 810mm多道焊或单道焊(每面):单道焊多焊丝或单焊丝: 单焊丝焊接速度范围: 58cm/min其它: /焊接规范:焊接层次焊接方法填充金属电流电压(V)送丝速度(in/min)焊接速度(cm/min)线能量(kj/cm)型号规格(mm)安培(A)极性根焊GTAWER50-690-100DCEN10-20N/A5-7填充SMAWE4315120-130DCEP20-27N/A6-8盖面SMAWE4315120-130DCEP20-27N/A6-8注:DCEN指钨极接电源负极,DCEP指焊条接电源正极。焊接工艺评定报告编制单位河北宏程管业有限公司第
10、3页 共4页无损检测:报告编号:PYEZ/RT2017GYPD检测方法:射线检测(RT) 结论:合格试件编号缺陷类型和尺寸结论ZPECWTW13PQR011无合格拉伸试验: 试样编号宽度(mm)厚度(mm)面积(mm2)极限载荷(N)抗拉强度(Mpa)断裂位置HD 13PQR01111061000585延性断母材HD 13PQR01121062500580延性断母材弯曲试验: 试样编号弯曲类型试样厚度(mm)弯轴直径(mm)弯曲角度(°)试验结果HD 13PQR0113面弯104a180合格HD 13PQR0114面弯104a180合格HD 13PQR0115背弯104a180合格H
11、D 13PQR0116背弯104a180合格冲击试验: 报告编号:/试样编号试样尺寸(mm)缺口类型试验温度()冲击吸收功(J)侧向膨胀量(mm)缺口位置/焊接工艺评定报告编制单位河北宏程管业有限公司第4页 共4页金相检验(角焊缝):根部(焊透、未焊透): / 焊缝(熔合、未熔合): /焊缝、热影响区(有裂纹、无裂纹): /检验截面/焊脚差(mm)/硬度检验: 报告编号: PYEZ/YD2017GYPD011试样编号取样位置测试位置母材区焊缝区HD 13PQR0117/测量B值201 204236215245 249249243测试位置热影响区测量点236710111415HB值225226232212219220236217试验结果/耐蚀堆
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 沙头角中学2025届高三二诊模拟考试化学试卷含解析
- 甘肃省天水市秦安县一中2025届高考化学五模试卷含解析
- 2024年CPMM认真备考试题及答案
- 2025届吉林省长春九台市师范高级中学高三二诊模拟考试化学试卷含解析
- 职业院校教材管理实施细则(试行)
- 2024年CPSM考试模拟练习试题及答案
- 2025年有线电视光学设备(光发射接收机等)项目发展计划
- 浙教版 2021-2022学年度八年级数学上册模拟测试卷
- 深度探讨CPMM知识点的试题及答案
- 滨州七年级英语数学试卷
- 消防应急疏散演练课件
- hsk5-成语学习知识
- GB/T 16799-2018家具用皮革
- 南京市2018小升初简历
- 重症感染与抗生素的选择课件
- 截流式合流制管道系统的特点与使用条件课件
- 应急管理工作检查记录表
- 四年级下册英语课件:Unit 4 There are seven days in a week-Lesson 19人教精通版
- 千分尺公开课教案
- 加油站承重罐区安全风险及管理
- 箱变施工安全文明保证措施
评论
0/150
提交评论