


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、精品文档起重机轨道安装质量控制要求1、对钢结构轨道梁的要求(1) 轨道梁的跨中垂直度 h/500,h 为轨道梁的梁高。(2) 轨道梁的水平旁弯 L/1500, 且净 10mm,L 为轨道梁的梁长。(3) 轨道梁垂直方向上拱 10mm。(4) 轨道梁中心位置对设计定位轴线的偏差 5mm,如不符合要求 , 则应调整轨道梁定 位后 , 才能安装轨道。(5) 同跨内同一横截面轨道梁顶面高度差在支座处 10mm,其他处 15m。(6) 同列相邻 2 柱间轨道梁顶面高度差 L/1500, 且10mm,L 为轨道梁的梁长。(7) 相邻两轨道梁接头部位 , 两轨道梁顶面高度差 1mm,中心侧向错位 3mm。2
2、、起重机轨道接头2.1焊前准备:起重机轨道接头焊接前 , 应仔细清理坡口及附近的油、锈等污物 , 直到露出金属光泽。焊材依据等强原则 , 匹配碱性焊条 , 其牌号 J807( 国家标准 GB/T5118 E8015-G)2.2轨道焊接变形的控制:钢轨端头预先垫起的高度, 依钢轨的品种、长度和固定情况以及环境温度等因素而定 , 可预先用紫铜垫板或碳钢板将钢轨端头垫起20mm,利用已制作好的螺栓和压板等联接件 , 拧紧螺帽使钢轨固定在轨道梁上 , 每一钢轨接头附近至少设置 4处固定点。当焊完轨底部以后 , 松开压板 , 将钢轨端头的垫起部分降低到 12mm,再拧紧压板螺帽。当焊接轨腰部分时 , 逐
3、渐降低垫板高度 , 当轨腰部分焊完时 , 应拆除全部垫板 , 并松开压板 , 此时轨道接头处应有很小的上翘值 , 在施焊轨头过程中 , 根据钢轨恢复平直的情况 , 决定是否再拧紧压板螺母。 在全部施焊过程中 , 必须 随时用直钢板尺检查钢轨接头的变形情况 , 随时调整接头的高度和紧松压板来控制钢轨接头的变形。在施焊前固定钢轨接头时 ,2 根钢轨端头之间所留的间隙是上宽下窄, 以轨底间隙为准 , 不得小于 12mm,也不宜过宽 , 一般控制在 15 18mm范围内。在调整固定钢轨接头时, 除了保证端头间隙的尺寸以外 , 还必须使 2根钢轨端头对齐 , 不得有歪扭和错开等现象。 在焊接前与施焊过程
4、中 ,应严格检查并确保 2根钢轨中心线的位置在一条线上 , 以防止轨道焊接完毕时 , 通常有弯曲不直现象发生。 用弯钩螺栓固定的钢轨 , 焊接其轨道接头时 , 可根据具体情况参照上述方法 , 设置临时卡具固定钢轨 , 以便焊接。2.3焊接 焊接轨道接头的顺序是由下而上 , 先轨底后轨腰、轨头 , 逐层逐道进行堆焊 , 最后修补周围。 2 根轨道端头的范围各为 40mm,同时进行预热 , 预热及层间温度控制在300 350。 焊条须经 350400 烘焙 1 小时,随烘随用;施焊时应短弧操作。第一层焊接 ( 4.0 焊条打底 ): 电流 120A 140A,以防止永久性碳钢垫板烧穿而将紫铜垫板熔
5、化 , 从而减少剔除紫铜垫板的难度 , 缩短轨道空冷时间 , 以利于保持层间温度 , 防止淬火 ; 以后各层可以使用 (150 ±15)A, 每层焊完必须焊渣清除干净才能继续施焊。轨腰焊接:电流 140 150A,从腰下部向上施焊 , 注意清渣。 轨头焊接: 电流 130 140A,将紫铜托板安装好后开始焊接 , 注意每层清渣一次 ; 最后 , 对焊缝周围未焊饱满处进行补焊处理。2.4 轨道焊接过程中的注意事项在施焊每层焊道时 , 尤其在施焊轨底的每层焊道时, 应使用l 根焊条焊完 , 中间避免接用焊条而断弧 , 前后 2 层焊道的施焊方向应相反 ; 每个轨道接头的焊接工作应连续进行
6、 , 以使轨端头保持在较高温度下焊接 (300 350) 。在焊接后 , 当消除应力加热保温处理后尚未冷却前 , 须防雨水等淋湿 ; 烧热的紫铜板可以取下沾水冷却, 以便于下次再用。2.5 消除应力热处理 ( 火焰加热法 ) 钢轨端头在焊接完成后的消除应力热处理是提高焊接质量的重要措施 , 对于在比较低的温度下(如冬季施工等情况下 ), 进行焊接的轨道 , 必须采用这项措施 ; 消除应力热处理均采用气焊喷嘴围绕轨头、 轨腰和轨底反复进行加热 , 应尽可能使轨道全截面加热均匀 , 要特别注意轨底的加热质量。消除应力热处理温度为 620 。1 欢迎下载精品文档650, 从焊缝中心算起两侧各为 10
7、0mm 作为消除应力热处理的范围 ; 消除应力热处理的温度达到后 , 恒温加热必须保证在 20 30min 以上 , 用针刺毯保温棉包好 , 保温缓冷 , 直到常温。2.6 轨道接头的磨平处理钢轨焊接接头已消除应力热处理并冷却到大气温度以后,对轨道顶面和两侧面的焊缝进行磨平处理。 当焊接凸起过大时, 用砂轮磨光机进行打磨处理, 直到与轨头齐平,最后将表面磨光。2.7 厂房伸缩缝处轨道接头处理厂房伸缩缝处轨道接头处理通常有二种:一种轨道采用45° 斜接头 , 间隙为 10mm。另一种采用按轨头外形加工的拼接夹板连接,间隙为50mm。2.8 轨道钢的焊接性很差,要求焊接操作严格按照本工艺
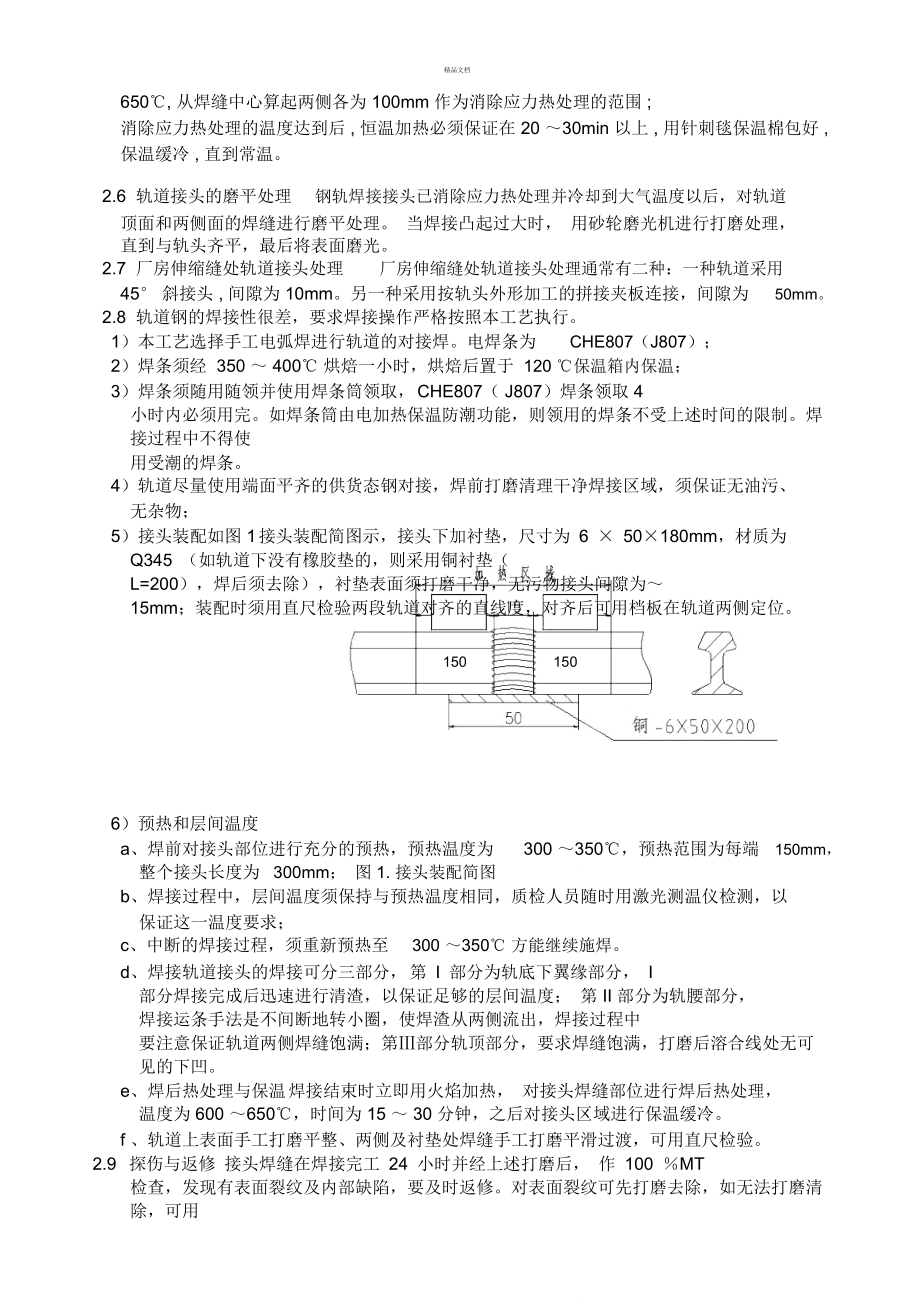
8、执行。1)本工艺选择手工电弧焊进行轨道的对接焊。电焊条为CHE807(J807);2)焊条须经 350 400 烘焙一小时,烘焙后置于120 保温箱内保温;3)焊条须随用随领并使用焊条筒领取, CHE807( J807)焊条领取 4 小时内必须用完。如焊条筒由电加热保温防潮功能,则领用的焊条不受上述时间的限制。焊接过程中不得使用受潮的焊条。4)轨道尽量使用端面平齐的供货态钢对接,焊前打磨清理干净焊接区域,须保证无油污、无杂物;5)接头装配如图 1 接头装配简图示,接头下加衬垫,尺寸为 6 × 50×180mm,材质为 Q345 (如轨道下没有橡胶垫的,则采用铜衬垫( L=2
9、00),焊后须去除),衬垫表面须打磨干净,无污物接头间隙为 15mm;装配时须用直尺检验两段轨道对齐的直线度,对齐后可用档板在轨道两侧定位。1501506)预热和层间温度a、焊前对接头部位进行充分的预热,预热温度为300 350,预热范围为每端150mm,整个接头长度为300mm; 图 1. 接头装配简图b、焊接过程中,层间温度须保持与预热温度相同,质检人员随时用激光测温仪检测,以保证这一温度要求;c、中断的焊接过程,须重新预热至300 350 方能继续施焊。d、焊接轨道接头的焊接可分三部分, 第 I 部分为轨底下翼缘部分, I 部分焊接完成后迅速进行清渣,以保证足够的层间温度; 第 II 部
10、分为轨腰部分, 焊接运条手法是不间断地转小圈,使焊渣从两侧流出,焊接过程中 要注意保证轨道两侧焊缝饱满;第部分轨顶部分,要求焊缝饱满,打磨后溶合线处无可见的下凹。e、焊后热处理与保温 焊接结束时立即用火焰加热, 对接头焊缝部位进行焊后热处理, 温度为 600 650,时间为 15 30 分钟,之后对接头区域进行保温缓冷。f 、轨道上表面手工打磨平整、两侧及衬垫处焊缝手工打磨平滑过渡,可用直尺检验。2.9探伤与返修 接头焊缝在焊接完工 24 小时并经上述打磨后, 作 100 MT 检查,发现有表面裂纹及内部缺陷,要及时返修。对表面裂纹可先打磨去除,如无法打磨清除,可用碳刨然后打磨清理干净,但碳刨及其
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 演出经纪人资格证技巧提升试题及答案
- 西方教育史考题及答案
- 青海交安考试试题及答案
- 辽宁省鞍山市千山区2024-2025学年九年级下学期三月学情调查道德与法治试卷(含答案)
- 广东省茂名市直属学校2024-2025学年数学三下期末联考模拟试题含解析
- 2025年湖南省株洲市攸县第四中学高三5月质量检测试题巩固卷生物试题含解析
- 2024-2025学年湖南省隆回县高三下学期第一次验收考试-历史试题试卷含解析
- 广东省佛山市普通高中2025年高三3月份两校联考化学试题含解析
- 福建对外经济贸易职业技术学院《家具设计》2023-2024学年第二学期期末试卷
- 贵州中医药大学时珍学院《数据处理与分析课程设计》2023-2024学年第二学期期末试卷
- 总包单位向门窗单位移交门窗安装工程工作面交接单
- 设备供货安装方案(通用版)
- 四年级下册英语教案:Unit 4 There are seven days in a week-Lesson 19人教精通版
- 【高中地理课件】2022-2023学年高中地理人教版(2019)选择性必修1 构造地貌的形成 航拍之旅课件
- 公开招聘社区居委专职工作人员考试笔试、面试题集及相关知识(11套试题含答案)
- 《植物生理学》课件第三章+植物的光合作用
- 项目2三菱变频器的运行与操作ppt课件(PPT 68页)
- 中国药膳理论与实践-药膳基本理论和技能
- 华东师大版七年级初一数学下册全套试卷(单元、期中、期末)
- GB∕T 26281-2021 水泥回转窑热平衡、热效率、综合能耗计算方法
- 南非醉茄产业发展规划(十四五)
评论
0/150
提交评论