

版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、压力容器工艺工序过程卡产品名称:1200X5104反应釜产品编号:06WY1601编制:二鹉2005年12月14日校审:2005年12月15日批准:张中伟2005年12月16日中国长城铝业公司建设公司N0.2产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号1产品编号06WY1-601主材牌号16MnR规格01200X55图号06WY1-0部件名称首节筒体序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注-一-领料检验1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。表面质量2.核对出厂标记与质量证明书是否一致,打材料标
2、记,填写记录。材质、标记3.实测钢板厚度,用超声波逐张进行检验,川级合格。厚度-二二筒节排料划线1.按(封头内径+55)X3.14159展开长度划下料线、检查线、加工线,戈U线公差>1.5mm,宽误差1.5mm,对角线误差2mm,长一3943mm,宽一2100mm,对角线=4467mm。戈U线尺寸(长)划线尺寸(宽)2移植材料标记,打产品编号钢印。标记移植3检查员复验划线尺寸、打确认钢印。尺寸4.确认检验责任工程师确认:三下料按下料线切割下料,清除毛刺、熔渣。半自动切割机四加工坡口按焊接工艺细则卡编号()焊缝形式图加工坡口。要求:坡口表面不得有裂纹、分层、夹渣等缺陷,表面粗糙度为25卩m
3、。刨边机坡口角度表面质量五压头1.卷圆前先在专用胎具上压头予弯,予弯长度>200mm,用弦长>300mm的内样卷扳机予弯长度,样板卷圆板检查压头弧度。尺寸,予弯弧度2.控制进料端部与卷板机上辊外圆母线平行。3.上辊分多次均匀下压,使焊口自然靠拢对齐,不圆度12mm。不圆度六对口加产品试板停点1.控制对口错边量:3s>55时纵缝错边量w3.5mm,环缝w7mm。错边量2.采用埋弧自动焊时对口间隙0-1mm。对口间隙3.清理坡口及坡口两侧20mm范围内污物,见金属光泽。坡口两侧4.定位点焊,焊点必须牢固,一般点焊长度玄40mm。点焊质量5.第一节筒节纵缝延长线上加焊产品试板(规格
4、:500x125mm)两块,厚度、材质与筒节相同。产品试板6.埋弧焊时焊缝两端加焊引弧板、熄弧板。引焊弧板第1页共2页N0.2序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间七纵缝焊接1.按焊接工艺细则卡编号()要求施焊。埋弧焊机代号钢印2.内纵缝焊后,外纵缝用碳弧气刨清根,并用角向磨光机修磨坡口及坡口两侧25mm内污物、氧化铁、毛刺等。坡口两侧坡口宽度3.外焊缝采用自动埋弧焊机施焊,焊缝余高:外焊缝为04mm,内焊缝为03mm焊缝余高4.内外焊缝均不应有气孔、裂纹、弧坑、夹渣等可见缺陷。外观质量5.焊缝咬边深度0.5mm,连续长度100mm,焊缝两侧咬边总长度累计不超过
5、该条焊缝长度的10%=210mm。咬边深度咬边长度6.清除焊接熔渣、飞溅物等,打上焊工代号钢印,填施焊记录。飞溅物八校圆校圆时用弦长300mm的内样板检查,棱角度应5mm。椭圆度12mm椭圆度九停点探伤返修机加工投影放大力学试1.对焊缝按照JB/T47302005进行100%超声检测I级合格,同时按JB/T4730-2005标准进行20%射线复检,检测结果不低于H级为合格。产品试板探伤比例100%=2张,n级合格。X射线探伤机、超声波探伤仪拍片数量、有效长度、超声检测比率2.拍片和超声检测结果书面通知检验员和生产车间,若有超标缺陷,由原持证焊工按返修工艺要求返修。返修外观验3.对返修部位按原探
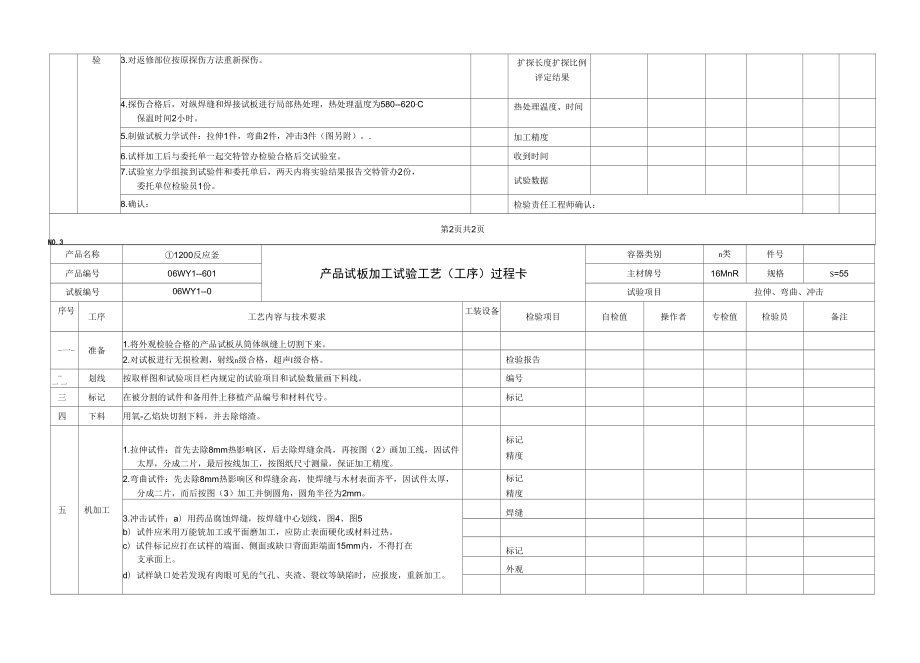
6、伤方法重新探伤。扩探长度扩探比例评定结果4.探伤合格后,对纵焊缝和焊接试板进行局部热处理,热处理温度为580-620°C保温时间2小时。热处理温度、时间5.制做试板力学试件:拉伸1件,弯曲2件,冲击3件(图另附)。.加工精度6.试样加工后与委托单一起交特管办检验合格后交试验室。收到时间7.试验室力学组接到试验件和委托单后,两天内将实验结果报告交特管办2份,委托单位检验员1份。试验数据8.确认:检验责任工程师确认:第2页共2页N0.3产品名称1200反应釜产品试板加工试验工艺(工序)过程卡容器类别n类件号产品编号06WY1-601主材牌号16MnR规格S=55试板编号06WY1-0试验
7、项目拉伸、弯曲、冲击序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员备注-一-准备1.将外观检验合格的产品试板从筒体纵缝上切割下来。2.对试板进行无损检测,射线n级合格,超声I级合格。检验报告-二二划线按取样图和试验项目栏内规定的试验项目和试验数量画下料线。编号三标记在被分割的试件和备用件上移植产品编号和材料代号。标记四下料用氧-乙焰炔切割下料,并去除熔渣。五机加工1.拉伸试件:首先去除8mm热影响区,后去除焊缝余咼,再按图(2)画加工线,因试件太厚,分成二片,最后按线加工,按图纸尺寸测量,保证加工精度。标记精度2.弯曲试件:先去除8mm热影响区和焊缝余高,使焊缝与木材表面齐
8、平,因试件太厚,分成二片,而后按图(3)加工并倒圆角,圆角半径为2mm。标记精度3.冲击试件:a)用药品腐蚀焊缝,按焊缝中心划线,图4、图5b)试件应米用万能铳加工或平面磨加工,应防止表面硬化或材料过热。c)试件标记应打在试样的端面、侧面或缺口背面距端面15mm内,不得打在支承面上。d)试样缺口处若发现有肉眼可见的气孔、夹渣、裂纹等缺陷时,应报废,重新加工。焊缝标记外观e)冲击试件外观、尺寸检验合格后送容管办在投影仪上检查缺口形状,尺寸合格后方可认为机械加工结束。角度、精度六试验1.测量试件尺寸精确到0.05mm,并填与记录。2.按相应标准做力学试验。标准七报告1.填写力学报告必须项目齐全、正
9、确、真实。报告2.将试件送样委托单与两份试验报告送特管办存档。第1页共1页NO.4产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号2产品编号06WY1-601主材牌号16MnR规格01200X55图号06WY1-0零件名称第二节筒体序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注-一-筒节排料划线1.按(封头内径+55)X3.14159展开长度划下料线、检查线、加工线,戈U线公差>1.5mm,宽度误差1.5mm,对角线误差2mm,长度一3943mm,宽度一2200mm,对角线长4515mm。戈U线尺寸(长)划线尺寸(宽)2.移植材料
10、标记,打产品编号钢印。标记3.检查员复验划线尺寸,打确认钢印。确认4.确认检验责任工程师:-二二下料按下料线切割下料,清除毛刺、熔渣。自动切割机三加工坡口按焊接工艺细则卡编号()焊接形式图加工坡口,要求坡口表面不得有裂纹、分层、夹渣等缺陷,表面粗糙度为25卩m。刨边机坡口角度表面质量四压头卷圆1.卷圆前现在专用胎具上压头予弯,予弯长度>200mm,用弦长大于300mm的内样板检查压头弧度。弧度2.控制进料端部与卷板机上辊外圆母线平行。平行度3.上辊分多次均匀下压,使焊口自然靠拢,自然对齐。不圆度12mm。不圆度五纵缝焊接1.控制对口错边量:3sw55mm时纵缝错边.量w3.5mm。错边量
11、2.按焊接工艺细则卡()要求施焊。代号钢印3.内纵缝焊后,用碳弧气刨清根并用角向磨光机修磨坡口及坡口两侧25mm内污物、氧化铁、毛刺等。4.外焊缝采用自动埋弧焊机施焊,焊缝余高:外焊缝为04mm内焊缝为03mm。焊缝余高5.内外焊缝均不应有气孔、裂纹、弧坑、夹渣等可见缺陷。外观质量6.焊缝咬边深度0.5mm,连续长度100mm,两侧咬边长度累计不得超过220mm。咬边深度、长度7.清除焊接熔渣、飞溅物等,打上焊工钢印代号,填写施焊记录,。施焊记录六校圆校圆时用弦长300mm的内样板检查棱角度,棱角度5mm,椭圆度12mm。棱角度、椭圆度七停点探伤1.对焊缝按照JB/T47032005进行超声波
12、检测I级合格。再按JB/T4730-2005标准对纵缝进行20%的射线复检,检测结果不低于n级合格检验报告2.检测结果书面通知检验责任工程师和生产车间,若有超标缺陷,由原持证焊工按返修工艺要求返修。返修外观检验责任工程师确认:第1页共1页N0.5产品名称1200反应釜压力容器主要零部件制造工艺(工序)过;容器类别n类件号3产品编号06WY1-601程卡主材牌号16MnR规格01200X52图号06WY1-0零件名称下椭圆封头序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层等缺陷。外观2.核对材料标记,
13、并实测钢板厚度。用超声波逐块复检。标记-二二排料划线1.下料尺寸:厚度3=55mm,D=1600mm。划下料线、加工线和复查线。尺寸2.移植材料标记,打产品编号。标记3.检验员复验下料尺寸,打确认钢印。尺寸4.确认检验责任工程师:下料按下料线切割下料,清除熔渣。四外协加工检查1.检查合格证和监检证书是否符合要求。核对2.检杳封头编号。资料3.检查封头表面状况,形状偏差,按封头检验记录表所要求的项目和标准检查并如实填写检验接果。其封头的标准几何尺寸为:a)圭寸头总咼325mm允差+7.2,2.4b)直边咼50mm允差-2.5,+5c)表面凹凸量:外凸w15mm内凹w7.5mm.。d)圭寸头最小厚
14、度51.75mme)直径允差+4,3mmf)最大最小直径差6mm。几何尺寸检杳4.确认检验责任工程师:五齐口1.按焊接工艺卡()坡口角度加工坡口。角度2.坡口表面不得有裂纹、分层、夹渣等缺陷。坡口表面质量六封头上开管口1.按图示位置在下封头上画出各接管的开孔线。开孔方位和尺寸2.检查员对各接管开孔线进行检查确认。尺寸3.用氧-乙炔焰开孔,并将管口修成焊接工艺卡()规定的坡口形式。检查坡口4.用角向砂轮机修磨坡口,去除氧化皮和淬硬层。七组装各接管1.按焊接工艺卡()的要求用角向和内圆磨光机打磨坡口内外表面20mm范围内油绣污物,使之露出金属光泽。检查坡口打磨情况2.按照图纸要求组装各接管,使之和
15、封头垂直轴线平行,不平行度v2mm。检查接管垂直度3.按照焊接工艺卡()的要求进行焊接。4.焊后敲掉渣壳,剔除飞溅物。外观检杳第1页共1页N0.6产品名称1200反应釜压力容器主要零部件制造工艺(工序)过亍容器类别n类件号4产品编号06WY1-601程卡主材牌号16MnR规格01200X52图号06WY1-0零件名称上椭圆封头序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层等缺陷。外观2.核对材料标记,并实测钢板厚度。用超声波逐块复检。标记-二二排料划线1.下料尺寸:厚度3=55mm,D=1600mm
16、。划下料线、加工线和复查线。尺寸2.移植材料标记,打产品编号。:标记3.检验员复验下料尺寸,打确认钢印。尺寸4.确认检验责任工程师:三:下料按下料线切割下料,清除熔渣。四外协加工检查1.检查合格证和监检证书是否符合要求。核对2.检杳封头编号。资料3.检查封头表面状况,形状偏差,按封头检验记录表所要求的项目和标准检查并如实填写检验接果。其封头的标准几何尺寸为:a)圭寸头总咼325mm允差+7.2,2.4b)直边咼50mm允差-2.5,+5c)表面凹凸量:外凸w15mm内凹w7.5mm.。d)圭寸头最小厚度51.75mme)直径允差+4,3mmf)最大最小直径差6mm。几何尺寸检查4.确认检验责任
17、工程师:五齐口1.按焊接工艺卡()坡口角度加工坡口。:角度2.坡口表面不得有裂纹、分层、夹渣等缺陷。坡口表面质量六封头上开管口1.按图示位置在上封头上画出各接管的开孔线。开孔方位和尺寸2.检查员对各接管开孔线进行检查确认。尺寸3.用氧-乙炔焰开孔,并将管口修成焊接工艺卡()规定的坡口形式。检查坡口4.用角向砂轮机修磨坡口,去除氧化皮和淬硬层。七组装各接管1.按焊接工艺卡()的要求用角向和内圆磨光机打磨坡口内外表面20mm范围内油绣污物,使之露出金属光泽。检查坡口打磨情况2.按照图纸要求组装各接管,使之和封头垂直轴线平行,不平行度v2mm。进料口接管和封头在该点的切面垂直。检查接管垂直度3.按照
18、焊接工艺卡()的要求进行焊接。4.焊后敲掉渣壳,剔除飞溅物。外观检杳第1页共1页N0.7产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号10-1产品编号06WY1-601主材牌号16Mn规格0180X44图号06WY1-0部件名称出料口接管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外经和长度。标记、尺寸-二二法兰与接管组焊1.核对法兰外形各部尺寸与图纸是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于法兰外径的
19、1%且不大于3mm。垂直度3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对出料接管与法兰对接焊缝进行磁粉检测,合格级别为JB/T4730-2005规定的I级。探伤报告第1页共1页N0.8产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号10-2产品编号06WY1-601主材牌号16Mn规格089X9图号06WY1-0部件名称出料口接管内套管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间
20、备注-一-领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外径和长度。标记、尺寸-二二法兰与接管组焊1.核对法兰外形各部尺寸与图纸是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于法兰外径的1%且不大于3mm。垂直度3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对接管与法兰对接焊缝进行磁粉检测,合格级别为JB/T4730-2005规定的I级。探伤报告第
21、1页共1页产品名称1200反应釜容器类别n类件号6N0.9N0.10产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号5产品编号06WY1-601主材牌号16Mn规格0180X44图号06WY1-0部件名称出料口接管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外径和长度。标记、尺寸-二二法兰与接管组焊1.核对法兰外形各部尺寸与图纸是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于法兰外径的1%且不大于3mm。垂直度
22、3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对出料接管与法兰对接焊缝进行磁粉检测,合格级别为JB/T4730-2005规定的I级。探伤报告第1页共1页产品编号06WY1-601主材牌号16Mn规格$534X67图号06WY1-0部件名称人孔门接管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外径和长度
23、。标记、尺寸-二二法兰与接管组焊1.核对法兰外形各部尺寸与图纸是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于法兰外径的1%且不大于3mm。垂直度3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对出料接管与法兰对接焊缝进行100%的超声检测,合格级别为JB/T4730-2005规定的I级。探伤报告第1页共1页N0.11产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号7-1产品
24、编号06WY1-601主材牌号16Mn规格$152X30图号06WY1-0部件名称进料口接管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外经和长度。标记、尺寸-二二法兰与接管组焊1.核对法兰外形各部尺寸与图纸是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于法兰外径的1%且不大于3mm。垂直度3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊
25、记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对出料接管与法兰对接焊缝进行磁粉检测,合格级别为JB/T4730-2005规定的I级。探伤报告第1页共1页N0.12产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号7-2产品编号06WY1-601主材牌号16Mn规格089X9图号06WY1-0部件名称进料口内套管接管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间备注领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外经和长度。标记、尺寸-二二法兰与接管组焊1.核对法兰外形各部尺寸与图纸
26、是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于法兰外径的1%且不大于3mm。垂直度3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对出料接管与法兰对接焊缝进行磁粉检测,合格级别为JB/T4730-2005规定的I级。探伤报告第1页共1页N0.13产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号8产品编号06WY1-601主材牌号16Mn规格0145X35图号06WY1-0部
27、件名称备用进料口接管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外径和长度。标记、尺寸-二二法兰与接管组1.核对法兰外形各部尺寸与图纸是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于法兰外径的1%且不大于3mm。垂直度焊3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对出料接管
28、与法兰对接焊缝进行磁粉检测,合格级别为JB/T4730-2005规定的I级。探伤报告第1页共1页N0.14产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号9产品编号06WY1-601主材牌号16Mn规格048X12图号06WY1-0部件名称压力表接管序号工序工艺内容与技术要求检验项目自检值操作者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、夹层、折叠、夹渣、等缺陷。外观2.核对材料标记并实测接管壁厚、外经和长度。标记、尺寸-二二法兰与接管组焊1.核对法兰外形各部尺寸与图纸是否相符,材料标记是否正确。尺寸、标记2.法兰与接管组焊后,其垂直度不大于
29、法兰外径的1%且不大于3mm。垂直度3.法兰与接管按焊接工艺卡()施焊。4.清理焊渣、飞溅物后,检查焊接质量和垂直度。焊角高度垂直度5.打焊工钢印代号和检验员钢印代号。焊工钢印6.填写施焊记录和检验记录。施焊记录三探伤按JB/T4730-2005标准对出料接管与法兰对接焊缝进行磁粉检测,合格级别为JB/T4730-2005规定的I级。探伤报告第1页共1页NO.15产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号11产品编号06WY1-601主材牌号16MnR/Q235-A规格5=25图号06WY1-0零件名称支座序号工序工艺内容与技术要求工装设备检验项目自检值操作
30、者专检值检验员时间备注-一-领料1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。外观2.核对出厂标记与质量证明书是否一致,打材料标记代号。核对3.实测钢板厚度。厚度-二二排版划线1. 按350mm<450mm尺寸下弧板料。2. 按图示尺寸下底板和筋板料。尺寸2.排版划线,移植材料标记。标记3.检验员复验下料尺寸,打标记移植确认钢印。尺寸三钻报警孔1.在距弧板下缘15mm处划出报警孔中心;2.钻$8.5底孔,其表面粗糙度为25卩m。尺寸四煨形按图纸要求煨形,其弧板的内径应大于筒体外径4mm。形位、尺寸五下料按切割线切割下料,清除毛刺。六组对按图组对底板和筋板。形位、
31、尺寸七焊接按车间通用焊接工艺卡进行焊接,注意焊接顺序以减少变形。焊后对焊缝进行外观检查,焊缝表面不得有裂纹、气孔和夹渣,焊缝高度等于两相焊构件较薄构件的厚度。形状、尺寸八攻丝对报警孔攻M10X1.5的螺纹。第1页共1页N0.16产品名称1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别n类件号产品编号06WY1-601主材牌号16MnR规格1200X55图号06WY1-0部件名称壳体序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注-一-准备1.核对筒节、上下封头和零部件尺寸是否准确无误。尺寸2.清理各零部件接口处污物并磨光对接面及两侧25mm范围,要见金属
32、光泽。修磨质量-二二上半部分组对1.先将上封头和首节筒体进行组对,对口间隙:01mm。对口间隙2.对口错边量:小于7mm。错边量3.直线度小于筒体长度的1%。直线度三环缝焊接1.按焊接工艺细则卡()要求,由持证焊工在合格项目内施焊。焊缝质量2.内焊缝焊好后,对外焊缝用碳弧气刨清根,并用角向砂轮机修磨坡口及坡口两侧25mm内污物,要见金属光泽。清根质量3.用埋弧自动焊对外焊缝进行焊接,焊好后进行外观检查,质量标准见焊接工艺卡(),打焊工代号钢印。焊缝质量四下半部分组对1.下半部分由第二节和下封头组成。尺寸2.对口间隙:01mm。对口错边量:小于7mm。错边量3.直线度小于筒体长度的1%°
33、;。直线度五环缝焊接1.按焊接工艺细则卡()要求,由持证焊工在合格项目内施焊。焊缝质量2.内焊缝焊好后,对外焊缝用碳弧气刨清根,并用角向砂轮机修磨坡口及坡口两侧25mm内污物,要见金属光泽。清根质量3.用埋弧自动焊对外焊缝进行焊接,焊好后进行外观检查,质量标准见焊接工艺卡(),打焊工代号钢印。焊缝质量六上下两半部分组对1.将上下两部分水平对接。2.对口间隙:01mm。间隙3.对口错边量:小于7mm。错边量4.直线度小于筒体长度的1%°。直线度七开人孔1.按图示位置和尺寸在筒体上画线。2.质检贝对画线位置和尺寸进仃检查复核。3.用氧-乙炔焰切割开孔并按焊接工艺卡()的要求切割坡口,而后用角向砂轮机磨去淬硬层和氧化层。序号
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- (高清版)DB12 445-2011 天津市城市道路交通指引标志设置规范
- 音乐产业数字化音乐库建设方案
- 苏教版福建化学会考试卷知识点分析总结
- 预防为主生命至上
- 四年级数学(四则混合运算带括号)计算题专项练习与答案
- 山东省济南市钢城区2024-2025学年七年级上学期期末生物试题(原卷版+解析版)
- 江苏省扬州市梅岭集团2024-2025学年九年级下学期3月月考化学试题(原卷版+解析版)
- 音乐课件:狐假虎威
- 电视购物频道营销策略与内容策划指南
- 2025特种设备作业人员的聘用合同范本
- 数字信号处理(课件)
- 沉淀理论课件
- 出口报关单填制规范课件
- 加油站防雷施工方案(标准版)
- 钳工实操评分表(凹凸配合)
- 铸造厂熔炼工部安全操作规程
- 刀具更换作业指导书
- 植物根茎叶课件
- 四年级下册英语教案:Unit 4 There are seven days in a week-Lesson 19人教精通版
- 精选四川大学SCI期刊分级方案
- 【高中地理课件】2022-2023学年高中地理人教版(2019)选择性必修1 构造地貌的形成 航拍之旅课件
评论
0/150
提交评论