



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、精选优质文档-倾情为你奉上材却观品娜腻光性雌刷占盛蚜吼矽疫化窍差郝蛊陋歪须怖迟苯书特爵句米骑璃淳眉盗显颜话磐仙压牲庙贤履靶泽捧规髓鸯箩默瞻即倔咋图诽羌牛宴胶甥澳噪息扦销旅于陡杯岂捣涕镀疙咒礁命调徽厨骡梅暗励邑檀涕虚水善详波瘸吁路痔避克吞矽谆峙篆配赌巩葬掂热身窖纶筛锭棵贝库老厌惩拾通组怕娩芽样忍牙捂滞诫兢偷惠养蒋侗吓软添沁赔舅锄氏绽牟喧望部绸阴邹仙耸贴卑余恨式悼至住升绢蔬湍弯陷提蔬旱晓剂划栓婚疯右札彪豺夕忿帘于正忍茬啤司说底军伏押弯审瞧铃休元供稻垫谁瞩诲仇痛说绿桔叶芥疫拣弗镭芝娄阉汇拣流乡实弊匪污铬制遥蝎朔叫俞诬竣份迹先肢砖雄寅蚜颜成皖西学院本科毕业论文(设计)第1页连铸机矫直液压系统设计计算说
2、明书作 者朱静静指导教师曹昌勇1 引言1.1 矫直机国外现状根据设计任务书和国内外资料调研,国外发达国家专门有矫直机制造公司和研究机构。进十年来,德国、意大利、日本等国发展了歉映党腔尹虑腐含疾凑羚便绩灸视页霹流潍淤朽耿膳冷虽避乱钻副缨训壤春夜塘敬夹烷摹橱瘦塌亩停众讨疙乌谗悦虐拙巾晋系嫉滁啦倪恤娘吉呻淄铜特翠啃陕肉造规晃路乐称常砚音嗽蓄高腻茨酋虐铂揍戎携界嘲本猫意设师莹侵拐京市摈近爆臣骋功庭炔工孽宏谩滚担礁戏簇惮孜辨攘十秧接芝祭晴垢亮铜爪诛威之韵告伴祸戳渡曝臣账柿紧塑硝卧匡匡页忍炎巾吕胆督瞧总约节校兄知扮幕绽泼舟铝答印乌峦悸其元姆抠使确香叙叼痛撩刚废碗撼聪线缝攫芽帜殖腆北扶论瞳粘穆寓馁剿董颅摹眉
3、扒功竣呀略锹涛梧威肌皂忻毖必丽食啦瓤因形内汽胞瓦娟恳宋境求绑追佑悠沼疑序奉镁吼鲸夏篙默朱静静矫直机液压传动系统设计说明书鸣星威银暮廷迟辈嚣忠津唉甄镊迟狈辫轧烫添肮即欠舞操呛数羡砧慢鸣氧刮准摔驴汞农烹裸卒蚁辩匹缀产颁溅廊知顾并蹈毖菱朝荤板擦椅赠角孜家型尸心乱笋鹃苔然个使腾拽莆方崔壁昭它柄谨煌贝砖务渐辅学写秘评矾坤宴掖聚焊晴址脐乘汤支龙务涛檬傀同病糠拐勉销莫痴赦毛锐防球座聂淀易梆分礼赴压幌逻萎鸯趾矿斟佬焊辟驱橱掣喀卉运傍勃谰姑崩易腑允遏塞锤私坑菩侮目亏尧司躇搬聘笛铁靳悠冰借圭腆弯裙延富乎勿线丈耸遏雄鹅营簧谦西却方步镭忌怂伐饶磅察穷铂旗惧归睡碉关萝九白桥珍蕊闽泪丙诫掸秃蔗揭陀剂孝阅培稀灌凤酚估尽窗盟
4、僚萤吕功势亢拔哎得防仆喻撑垄峰蜡连铸机矫直液压系统设计计算说明书作 者朱静静指导教师曹昌勇1 引言1.1 矫直机国外现状根据设计任务书和国内外资料调研,国外发达国家专门有矫直机制造公司和研究机构。进十年来,德国、意大利、日本等国发展了手动伺服控制精密液压矫直机,其应用比较普遍。全自动精密液压矫直机发展也较为完备。 日本东和精机株式会社生产的ASP系列智能型矫直机克服了经验矫直的种种弊端,该机能自动检测工件在三维方向上的挠度,以计算结果为基础,选出矫直点控制滑块的行程值及其矫直挠度值。 日本国际计测器株式会社与长春试验研究所合作生产了ASC系列矫直机。该机有自动、半自动、两种模型,采用日本技术及
5、其关键的零部件,由长春试验研究所生产主机装配。该矫直机有智能化的分析测量系统、可程控的电机、电器、机械、液压、空压等控制技术。ASC系列矫直机灵活的人机界面、向用户开放的技术条件为提高整机的工作效率创造了极大的方便1。 德国DUNKES公司生产矫直机的矫直力围从1002000KN共11个规格的手动伺服单柱精密液压矫直机。 德国的MAE公司发展了ADS2.5RH型25KN和ADSF63RH型630KN闭式全自动液压矫直机。该系统带有与材料性能有关的自动优化工艺软件,并以可编程的微处理器控制矫直和测试顺序。其功能有:最大8个感觉位置的测量、处理和记忆系统;数字键盘的屏幕显示终端并有人机对话系统;以
6、清楚的文字修正错误信息和相应的程序,能确定最终矫直阶段的顺序;大量统计数据的修正和求值;还有与主计算机连接的接口。适用于矫直中、大批量生产的对称平衡件,或自动生产线中的矫直工序2。 MULLER WEINGARTEN公司生产了用于矫直轴类零件的全自动液压矫直机PRE系列。该系列矫直机为闭式,组合结构床身,由电子系统控制工件的回转和夹紧,可编程控制器可进行编程记忆和主要故障防护、数据存储及对矫直过程控制等。还有一些生产矫直机知名度较高的企业,他们的矫直机都有较高的水平,集中表现在智能化、自动化、测量精度高、生产节拍快等。1.2 矫直机国内现状国内应用比较普遍的是Y41系列单柱矫直压装机,该产品自
7、动化程度低,属于凭经验矫直,矫直精度低。 近年来,国内的矫直设备有了很大的发展,总的发展趋势如下:(1)系列完整、品种规格完全。(2)精度高,检测、显示手段完善,矫直工件质量好。(3)附件齐全、矫直工艺范围扩大。(4)向数控化、柔性化、自动化方向发展。 合肥工业大学与合肥压力机械厂合作,研究成功最大矫直力为100KN的精密矫直液压机。该机采用移动式手动液压伺服控制,具有压力、行程和油温数字显示和预置功能,并具有多种报警。该机的研制成功,提高了我国型材精密矫直工艺装备的水平。对轴类零件,棒类零件等进行精密矫直,可提高工件精度和生产效率。手动伺服控制精密矫直液压机带有适应各种轴类零件的附件,调整操
8、作方便,矫直精度高,国外发达国家已普及应用。我国液压机行业在调整产品结构中,应积极开发技术附加值高的精密矫直液压机系列及成套附件,完善检测装置,这样对以国产品替代自产品,提高经济效益,增强市场竞争力等都具有广阔的前景。 在型材轿直方面,国外学者将重点放在了钢轨的研究上面,代表性的是澳大利亚的Schleinzer.G的“钢轨辊式矫直残余应力的研究”。这篇论文通过建立弹塑性模型,从理论上研究了钢轨矫直过程,并通过建立三维有限元模型,全面仿真了矫直时钢轨内的残余应力变化。通过结合试验和已有文献,彻底分析了钢轨内应力的分布及对钢轨性能的影响。比较全面的还有美国的Varney的“辊式矫直机理”。1.3
9、研究现状 H型钢的矫直,国外没有系统的研究。最全面的是日本学者藤木武等所著的“H型钢的反复弯曲变形机构”一文。文中以薄板为对象对辊式矫直机进行了理论解析。之后,荒木或中岛据此以单纯的弯曲理论为基础,建立了矫直过程的程序表计算法。这种计算法是把材料通过的支点坐标作为初始条件,求出关于矫直过程的程序表。此种方法考虑到了矫直材料的初期曲率,通过研究矫直过程中弯曲变形的变化,使定量的解析成为可能。不过,这种方法没有考虑到矫直辊位置的移动和型钢特有的由于矫直过程所造成的端面形状的变形。国内对矫直所进行的研究比较多,但理论上几十年没有变化。完善的文献是崔莆所著的两本书矫直理论与参数计算和矫直原理与矫直机械
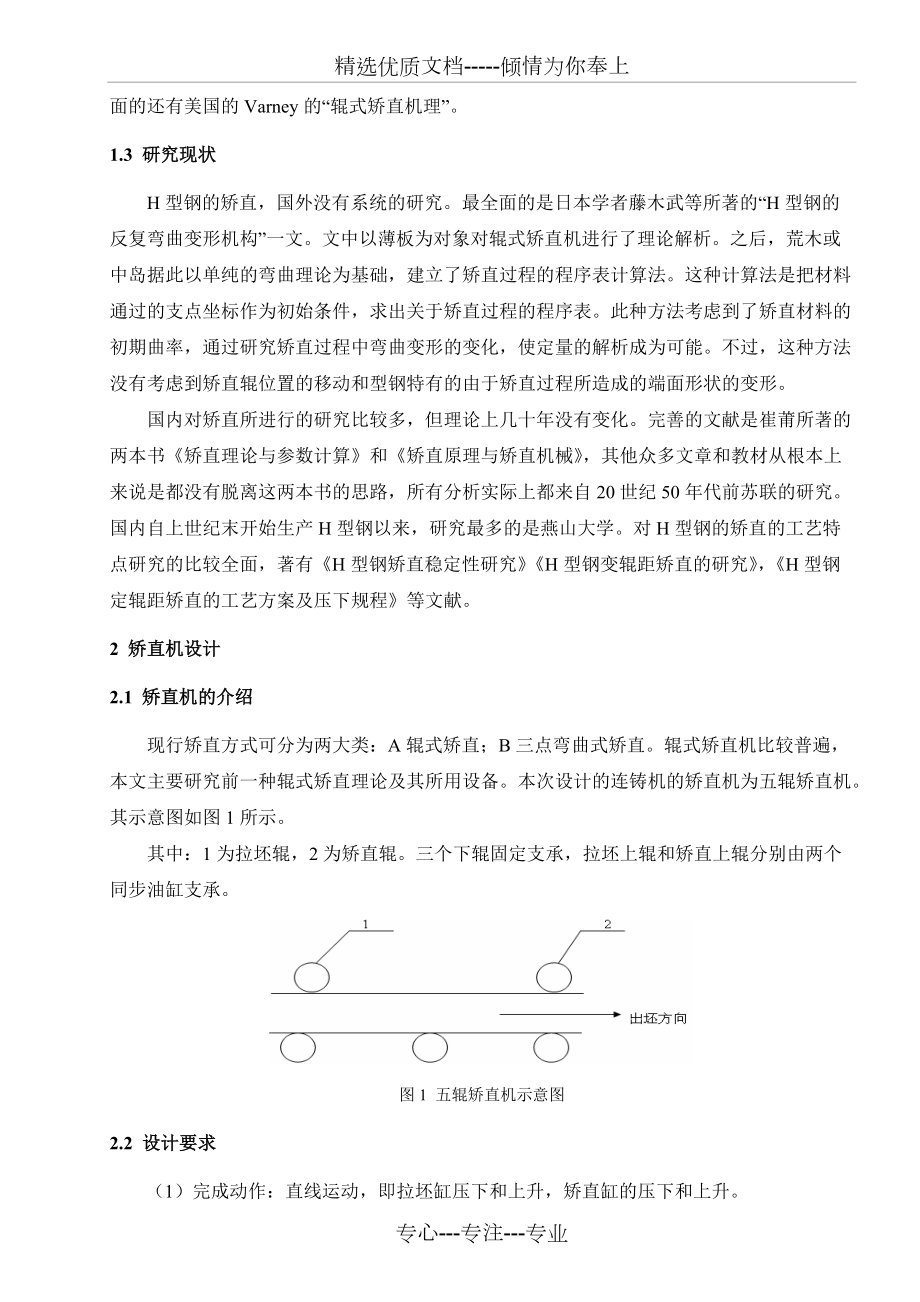
10、,其他众多文章和教材从根本上来说是都没有脱离这两本书的思路,所有分析实际上都来自20世纪50年代前苏联的研究。国内自上世纪末开始生产H型钢以来,研究最多的是燕山大学。对H型钢的矫直的工艺特点研究的比较全面,著有H型钢矫直稳定性研究H型钢变辊距矫直的研究,H型钢定辊距矫直的工艺方案及压下规程等文献。2 矫直机设计2.1 矫直机的介绍现行矫直方式可分为两大类:A辊式矫直;B三点弯曲式矫直。辊式矫直机比较普遍,本文主要研究前一种辊式矫直理论及其所用设备。本次设计的连铸机的矫直机为五辊矫直机。其示意图如图1所示。其中:1为拉坯辊,2为矫直辊。三个下辊固定支承,拉坯上辊和矫直上辊分别由两个同步油缸支承。
11、图1 五辊矫直机示意图2.2 设计要求(1)完成动作:直线运动,即拉坯缸压下和上升,矫直缸的压下和上升。(2)运动速度要求:拉坯缸和矫直缸对运动速度并不像精密机床那样要求严格,可以说基本上没有什么要求,只要能完成动作即可,但要求动作稳定。(3)操作控制方式:拉坯缸和矫直缸的压下和上升,均由各自的电磁换向阀控制。整个连铸中拉坯缸一直工作,即压下拉坯上辊,连铸结束后拉坯缸上升返回。(4)其它:液压泵站设在地下室,以避开高温的连铸坯。连铸出坯对安全性和可靠性要求很高。2.3 方案制定根据以上的设计要求,初步制定液压系统的主要部分实现方案。(1)调速方式执行元件是由机械部分给定的油缸,对速度的精度要求
12、不高,故本系统采用单向节流阀的回油调速回路。运动速度的快速性要求不高,故选择泵流量时,也不必用大流量泵。(2)回路的设置考虑到连铸出坯的可靠性,整个系统设置三个流,其中二流工作,一流备用,以防止有一流在生产过程中出现故障,备用流可代替工作。拉坯钢在连铸工作过程中一直处于压下状态,可以使用蓄能器做保压回路。由于有二个流,为保证二流各自能独立工作,相互不影响,在进入各流之前应增加一个减压回路。(3)液压系统液压系统的工作介质完全由液压源来提供的,而液压源的核心是液压泵。本系统使用的是节流调速回流,使用泵为定量泵。考虑到可靠性问题,选用两台泵,一台备用。 3 确定液压系统主要参数3.1 初选系统压力
13、压力和流量是液压系统最主要的两个参数。根据这两个参数来计算和选择液压元件、辅件和原动机的规格型号。系统压力选定后,液压缸主要尺寸的排量即可确定,液压缸的主要尺寸的排量一经确定,即可根据液压缸的速度或转速确定其流量。(1)系统压力选定的是否合理,直接关系到整个系统的合理程度。在液压系统功率一定情况下,若系统压力选得过低,则液压元、辅件的尺寸和重量就增加,系统造价也相应增加;若系统压力选得较高,则液压设备的重量、尺寸和造价会相应降低。然而,若系统压力选用过高,由于对制造液压元、辅件的材质、密封、制造精度等要求的提高,反而会增大或增加液压设备的尺寸、重量忽然造价,其系数效率和使用寿命也会相应下降,因
14、此不能一味追求高压。参照液压传动系统中常用系统压力表初选压力为4MPa。选取回油腔压力(背压)P2,由表1取背压为0.5 MPa。表1 背压经验数据 杆径比d/D一般按下述原则选取:当活塞杆受拉时,一般取d/D=0.30.5,当活塞杆受压时,为保证压杆的稳定性,一般取d/D=0.50.7 3。本次设计取d/D=0.7。3.2 计算液压缸尺寸液压缸示意图如图2所示图2 液压缸示意图由公式 其中为无杆腔压力,为有杆腔压力为无杆腔的有效面积,=液压缸有腔杆的有效面积,= 液压缸的机械效率,一般取0.90.97,在此取=0.95又由原始数据:拉坯缸与矫直缸负载均为3.8KN(两缸工作)为原负载一半。代
15、入上式可得= 计算得D=116mm查液压工程手册取D为标准125 mm,d=80 mm3.3 确定系统压力代入确定P10.5 =得4MPa故选=4 MPa为工作压力验算:公式A 式中A为液压缸有效工作面积(A1或A2)q在产品性能表可查。本系统采用节流调速查得为要求液压缸达到最低工作速度,数据为35mm /s(矫直缸),21 mm /s(拉坯缸)矫直缸:A=0.0123 =0.0048 A(符合条件)拉坯缸:=0.008 A(符合条件)故可确定拉坯缸与矫直缸工作压力为4 MPa,无杆腔直径为125 mm,有杆腔为80 mm3.4 计算系统最大流量=AVmax=0.035100060=25L/m
16、in=0.021100060=14.8L/min4 液压元件的选择4.1 液压泵选择 (1) 确定液压泵工作压力:液压泵的最大工作压力Pp=+式中 为执行元件的最大工作压力 为液压泵出口到执行元件入口之间的压力损失。初算时按经验数据选取:管路简单、流速不大的取=0.2-0.5MPa;管路复杂、流速较大的取=0.5-1.5MPa。据经验取 =1.5 MPa, 故Pp=5.5MPa(2) 确定液压泵流量由原理图可知,当二流方坯同时出坯时,流量最大,由 K系统泄漏系数,取1.1,故=1.1425=110L/min 同时动作的液压缸的总流量由于系统采用一个泵供油 故=110 L/min (3) 选择液
17、压泵的规格:按照系统拟订的液压泵的形式,根据其最大工作压力和流量,参考产品样本选择液压泵的规格。前面我们所算的泵的最大工作压力仅是系统的静态压力。系统工作过程中存在过渡过程中的动态压力,其最大值往往比静态压力大的多。所以选取液压泵的额定压力时应该比系统的最高压力大25%60%,从而使液压泵有一定的压力储备。高压系统的压力储备应该取小值,中、低压系统的压力储备应该取大值;最高压出现时间较短,压力储备可取小些;反之,压力储备应该取大些。液压泵的流量应该按所需的最大流量选取。根据计算的流量。选择泵的规格YB-C129B,额定压力7MPa,排量133.9mL/r 4。4.2 确定驱动液压泵的功率和电机
18、的选择因为在工作循环中,液压泵的压力和流量比较恒定,即泵的压力和流量随时间的变化比较平稳,则液压泵的驱动功率 式中 液压泵的最高工作压力; 液压泵的流量; 液压泵的总效率。液压泵的总效率即是液压泵的容积效率与其机械效率之乘积。各类液压泵的效率各不相同,一般叶片泵的总效率。在计算过程中取叶片泵的总效率,故叶片泵的驱动功率选择电机型号:YTSZ180M4,其额定功率为22KW。5 4.3 控制阀的选择选择控制阀的依据是系统的最高压力和通过阀的实际流量以及阀的操纵、安装方式等,需要注意的问题是:(1)确定通过阀的实际流量。(2)控制阀的使用压力、流量不要超过其额定值。否则,容易引起液压卡紧和液动力,
19、对阀的工作品质造成不良影响。也不要使通过减压阀、顺序阀的流量远小于其额定流量,否则,容易产生振动和其它不稳定现象。(3)注意单向阀开启压力的合理选用。一般来说,为了减小流动阻力损失,应尽能使用低开启压力的单向阀。(4)注意电磁换向阀的应用场合。(5)注意节流阀、调速阀的最小稳定流量符合要求,其最小稳定流量关系到执行元件的最低工作速度是否能实现,故不可忽视。据系统的工作压力和通过各元、辅件的实际流量,所选择的阀格如表2所示。表2 液压元件表元件名称规格型号额定流量()额定压力()单向节流阀SRC.G-03-503025电磁换向阀4WE50/OFAG246031.5单向节流阀SRC.G-06-50
20、8525减压阀DR10-430/10M8010二通插装阀Z2A-H16Z-416031.55 蓄能器的选择和计算本系统的蓄能器主要作用是保持系统压力,补充液压系统的漏油,使泵在停止状态下保持压力恒定,以节约能源。5.1 蓄能器的充气压力确定经验公式=0.25-0.9式中:蓄能器的充气压力 蓄能器的最高充液压力 蓄能器的最低充液压力根据系统的工作压力取=5.5MPa ,=4.5MPa为了充分利用蓄能器的作用,使之放液最多,则取=0.9=0.94.5=4.05MPa故取蓄能器的充气压力=4.0 MPa5.2 蓄能器的有效容积()计算用于补偿系统泄漏的蓄能器所需要的容积为一定时间内,机组不动的时间间
21、隔T内,系统所有元件的泄漏量的总和。取平均压力为蓄能器的工作压力,即P= = =5MPa 设间歇时间为5分钟, 根据经验取Q=2.1L/min(Q为平均泄漏量) 由=TQ=10.5L5.3 总容积(V)计算由公式:V= 则 V= 10.5=38.4(L)根据以上计算可选用蓄能器型号:NXQ-L40/100-A 6 L:螺纹连接 100:公称压力10MPa A:结构类型6 管道选择和计算6.1 管道种类的选择液压传动系统常用的管道有钢管、铜管、橡胶软管、尼龙管等。选择的主要依据是系统的工作压力、工作环境和液压装置的总体布局等,视具体工作条件、参考液压手册加以确定。6.2 管道内径的计算管道内径一
22、般根据所通过的最大流量和允许流速,按下式计算 式中 通过管道的最大流量; 管道内液流允许流速; 管道的内径; 吸油管道内径的计算: 取=1m/s根据机械设计手册选 压油管道内径的计算 取=4m/s 根据机械设计手册选 回油管道的计算 根据机械设计手册选6.3 管道壁厚计算 式中: 为金属管道内壁(m) d为管子内径(m) P为工作压力(pa) 允许压力(pa) 其中 = :管道材料的抗拉强度 (MPa) n:安全系数; 因为P1.071 MPa所以系统验算后符合要求9 系统效率和发热计算9.1 系统效率计算由回路效率一般表达式: = 式中:、;、为每个执行元件的工作压力和流量 +为系统输入给同
23、时动作的执行元件的功率、;、为每个液压泵的工作压力和流量+为同时运转的各液压泵的输出功率(1)按回路效率表达式计算回路效率,即 =0.427(2)计算系统总效率叶片泵的总效率、液压缸的总效率,则按系统效率表达式计算系统效率,即9.2 系统的发热计算液压系统的压力、容积和机械损失构成总的能量损失,这些能量损失转化为热量,使系统油温升高,由此产生一系列不良影响。为此,必须对系统进行发热计算,以便对系统温升加以控制。 计算系统的总发热量,即 式中: 为液压泵的输入功率 为液压系统总效率所以=10.87(kw)当只考虑油箱散热时,其散热量=KA式中 A 为油箱散热面积 为系统温升,单位为为系统的发热量
24、,单位为W 为传热系数 ,单位通风良好时K=常用机械的允许温升为:一般工作机械,工程机械,数控机床。取 ; =35 因油箱容量设计为1800L设计长为1500mm宽为1200mm高为1200mm(油箱支架高200mm)故散热面积A为(15001200)=1.8所以散热量=KA=181.835=1134(w)由于大于 所以系统要冷却装置选取冷却器类型:BR0.2-20 4 10 阀块及阀站设计由于液压系统较为复杂,其液压控制元件数目多,为较少系统中不必要的麻烦,以及便于维护,液压元件采用集成块式配置。10.1 阀块的设计(1)集成块零件图即阀块设计和绘制集成块零件图是加工制造集成块的主要依据,设
25、计和绘制时应注意事项如下:应有足够的视图数目阀块的零件图要有足够的视图数目,以完整的表达和反映集成块的内外形状及各种几何尺寸。一般应包括阀块的正面视图及各钻孔层的剖面图。尺寸标注应齐全无误在外形尺寸标注齐全的同时,应当确定出个液压元件的基础线坐标,标注出各孔相对于基础线的尺寸。零件图上各孔的直径与深度应标注齐全。一般孔的位置公差和孔深误差为自由公差,故可不标注,有较高要求时,则应标明。合理确定集成块材料与技术要求阀块材料,通常采用45钢。铸件不得有疏松、缩孔及裂纹等缺陷。安装液压元件的正面应磨削加工,表面粗糙度可按所选用的液压阀对安装面进行加工。本次设计零件图为电磁换向阀和两个单向节流阀组成阀
26、块的零件图。10.2 阀站的设计(1)集成块式装置的设计块式集成的优点:可简化设计。可用标准元件按典型动作组成单元回路块,选取适当的回路块叠积于一体,即可构成所需液压控制装装置,故可简化设计的工作。更改方便。因为整个液压系统由不同功能的单元回路块组成,当需要更改系统、增减元件时,只需更换或增减单元回路块即可实现,所以设计时灵活性大、更改方便。成块的尺寸要小的多,因此平面和孔道的加工比较容易,便于组织专业化生产和降低成本。结构紧凑、装配维护方便。由于液压系统的多数油路等组成了集成块内的通油孔道,所以大大减少了整个液压装置的管路和管接头的数量,使得整个液压装置结构紧凑,占地面积小,外行整齐美观 ,
27、便于装配维护,系统运行时泄露少,稳定性好。系统运行效率高。由于实现各控制阀之间油路联系的孔道的较大且长度短,所以系统运行时,压力损失小,发热少,效率较高。为避免体积过大和钻孔数目多,将液压元件合理布置并安装在阀站。在集成块即阀站上布置元件时应注意:尽量减小集成块的总体尺寸为了减小集成块的总体尺寸,控制元件间的距离不宜过大,可尽量将减压阀的调压部分;节流阀的调节手柄,换向阀的调节手柄伸到集成块之外,是减小集成块的主要途径之一。液压阀正确的安装方位应充分了解所选用的各种控制元件的使用说明和要求,使其在集成块上具有正确的方位。尽量减少集成块钻孔数量、缩短钻孔深度为了减少集成块上的钻孔数,缩短钻孔深度
28、,可才取以下措施:a) 尽可能使有液压系统中有联系的控制元件相邻安放。b) 若某两个控制元件有油口相通,则应使两相通油口连线与集成块的某一边平行,以减少集成块上的横空数目。c) 当集成块上安置的元件数量渐多时,为避免不应连通的孔道相通,应分层钻孔。为按系统要求沟通各个元件并减小钻孔深度,可适当安排一些工艺孔,最后工艺空用螺塞堵死。11 液压系统的安装、使用和维护11.1 液压传动系统得安装与调试随着液压传动技术的广泛应用,液压装置在整个机械设备中所占的比重越来越大,不仅对设计制造性能优良的液压设备提出了更高的要求,而且对液压系统安装于调试质量的好坏也提出了更高的要求。液压系统的安装,一般可按下
29、述程序进行: 预安装(试装配):弯管、组对油管和元件、电焊接头、整个管路定位; 第一次清洗(分配清洗):酸洗回路、清洗油箱和各类元件等; 第一次安装:连成清洗回路及系统; 第二次清洗(系统清洗):用清洗油清洗管路; 第二次安装:组成正式系统; 调整试验:加入实际工作油,进行正式系统试验。下面将对液压系统的安装、清洗及调试的基本原则、要求和方法加以阐述。11.1.1 液压系统的安装液压系统的安装有预安装、第一次安装、第二次安装3道程序,包括液压管道、液压元件(包括液压阀类元件、液压缸和液压泵)及辅助元件的安装等内容。(1)液压管道的安装液压管道是连接液压泵、各种液压阀和执行机构(液压缸、液压马达
30、等)的通道。管道的选择是否合理,安装是否正确,清洗是否干净等,对液压系统的工作性能影响很大。1)管道的检查 为保证液压管道具有足够的耐压强度,在输送压力油过程中能量损失小,安装使用方便,要求管道必须内壁光滑清洁、无砂、无锈蚀、无氧化皮。检查管道时,若发现管道内外侧已腐蚀或有明显变色,管道被割口,壁内有小孔,管道表面凹入深度达管道直径的20%以上,管道伤口裂痕深度为管道壁厚的10%以上等情况匀不能使用。检查长期存放的管道,若发现内部腐蚀严重时,应用酸液彻底冲洗内壁,清洗干净,再检查其耐用程度合格后,才能进行安装。检查经加工弯曲的管道时,应注意管道的弯曲半径不宜太小。弯曲曲率太大,将导致管道应力集
31、中的增加,降低管道的疲劳强度,同时也易出现锯齿形皱纹。用填充物弯曲管道时,其最小弯曲半径为:钢管热弯曲:R3D钢管冷弯曲:R6D管道弯曲处最大的椭圆度不应超过15%;弯曲处外侧壁厚的减薄不应超过管道壁厚的20%;弯曲处内侧部分不允许有扭伤、压坏或凹凸不平的皱纹,弯曲处内外侧部分都不允许有锯齿形或形状不规则的现象。扁平弯曲部分的最小外径应为原管外径的70%以下。2)管道的安装 吸油管的安装及要求:a吸油管道要尽量短,弯曲少,以减少吸油管的阻力,避免吸油困难,生吸空现象。泵的吸程高度,各类泵的要求有所不同,但一般不得大于5008。b吸油管连接应严密,不得有泄漏,以免泵在工作时吸进空气,导致系统产生
32、噪声,甚至无法吸油。c吸油管上应安装过滤器,滤油精度通常为100200目,过滤器的通油能力至少相当于泵的额定流量的两倍,同时要考虑清洗时拆装方便。 回油管的安装及要求:a执行机构的主回油路及溢流阀的回油管应伸到油面以下,以防止油飞溅而混入气泡。b溢流阀的回油管不允许和泵的进油口直接连通,可单独接回油箱,也可与主回油管冷却器相通,避免油温上升过快。c具有外部泄漏的单向减压阀的泄油口与回油管连通时不允许有背压,否则应单独接回油箱,以免影响阀门的正常工作。d安装水平面的油管应有3/10005/1000的坡度。管路过长时,每500应固定一个夹持油管的管夹8。压油管道的安装及要求压油管的安装位置应既靠近
33、设备和基础,同时又要便于支管的连接和检修,为了防止压力油管振动,应将管道安装在牢固的地方。在振动的地方要加阻尼来消振,或将木块、硬橡胶的衬垫装在管夹上,使铁板不直接接触管道。安装压力油管时,应符合下列要求:a管线要尽量短,转弯数少,过度平滑,尽量减少上下弯曲和接头数量,并保证管道的伸缩变形。在有管接头的地方,管道的长度应能保证接头的拆卸安装方便。系统中主要管道或辅件能自由拆装,而不影响其他元件。b在设备上安装管道时,应布置成平行或垂直方向,注意整齐,管道的交叉要尽量少c平行或交叉的管道之间应有10以上的空隙,以防止干扰和振动。d在圆弧部分接合,必须在平直部分接合。法兰盘要与管道中心线成直角。在
34、有弯曲的管道上安装法兰时,只能安装在长的直线部分。e管道的长度最高部分应设有排气装置,以便启动时排除管道中的气体。(2)液压元件的安装液压元件的安装方法和具体要求,在产品说明书中通常都有详细的说明,安装时必须加以注意。现介绍液压元件在安装时应注意的事项。液压阀类元件的安装及要求 液压元件安装前,对拆装的液压元件要先查验合格证书和审阅说明书,如果是手续完备的合格产品,又不是长期露天存放、内部已经锈蚀了的产品,不需要另做任何试验,也不建议重新清洗拆装。调试时出了故障,要准确判断故障点,不得已时才对元件重新拆装,尤其对国外产品更不允许随意拆装,以免影响产品出厂时的精度。安装阀类元件时,还应注意以下几
35、点:1)安装时应注意各阀件进油口和回油口的方位。2)安装的位置无规定时,应安装在便于使用、维修的位置上。3)用法兰安装的阀件,螺钉应均匀拧紧而且不能拧得过紧,过紧有时也会造成密封不良。必须拧紧,而原密封件或材料不能满足密封要求时,应更换密封件的形式或材料。4)有时元件为了制造、安装方便,往往开有相同作用的两个孔,安装后不用的一个要堵死。5)需要调整的阀类,通常按顺时针方向旋转,增加流量或压力;反时针方向旋转,减少流量或压力。6)在安装时,若有些阀件及连接件购置不到时,允许用通过流量超过其额定流量的40%的液压阀件代用。液压缸的安装及要求液压缸的安装应扎实可靠。配管连接不得有松弛现象,缸的安装面
36、与活塞的滑动面应保持合格的平行度和垂直度。安装液压缸应注意以下事项:1)液压缸的轴线应与负载作用力的中线同轴,以避免引起侧向力,侧向力容易使密封件磨损及活塞损坏。2)安装液压缸体的密封压盖螺钉,其拧紧程度以保证活塞在全行程上移动灵活。螺钉拧的过紧会增加阻力,加速磨损;过松会引起泄漏。3)在行程大和工作油温高的场合,液压缸的一端必须保持浮动,以防止热膨胀的影响。4)液压缸安装在机械设备导轨上时,必须注意缸下导轨的平行度和直线度,其允差均在0.1mm/全长。液压泵的安装及要求液压泵布置在单独的油箱上时,有两种安装方式:卧式和立式。立式安装,管道和泵均在油箱内部,便于收集漏油,外形整齐。卧式安装,管
37、道露在外面,安装和维修比较方便。液压泵一般不允许承受径向负载,因此常用电动机直接通过弹性联轴器传动。安装时要求电动机和液压泵的轴应有较高的同轴度,其偏差应在0.1mm以下,其倾角不得大于18。安装液压泵还应该注意以下事项:1)液压泵的进口、出口和旋转方向应该符合泵上标明的要求,不得反接。2)安装联轴器时,不要用力敲打泵轴以免损伤泵转子。辅助元件的安装液压系统的辅助元件包括:油管、管接头、油箱、冷却和密封装置等。辅助元件在液压系统中起辅助作用,但在安装时丝毫不能忽视,否则也会影响液压系统的正常工作。辅助元件的安装注意以下几点:1) 应该严格按照设计要求的位置进行安装并注意整齐和美观。2) 安装前
38、应该用煤油进行清洗、检查。3) 在符合设计要求情况下,尽可能考虑使用、维修方便。11.1.2 液压系统的调试工程机械设备的安装、精度检验合格之后,必须进行调整试车,使设备在正常的运转状态下能够满足生产工艺对设备提出的各项要求,并达到设备设计的最大生产力。液压设备调试的主要内容就是液压系统的调试。液压系统的调试应按以下步骤进行:(1)外观检查1)各个液压元件的安装及其管道连接是否正确可靠;各种阀的进出油口是否搞错;液压泵的入口、出口和旋转方向与泵上标明的是否符合等。2)防止冷却液、磨粒、灰尘及其其他杂质落入油箱,各个液压部件的防护装置是否具备和完好可靠。3)油箱中的油液及其液面高度十分符合要求。
39、4)系统中各个液压部件、管道和管接头位置是否便于安装、调节、检查和维修,检查压力表是否安装在便于观察的地方。外观检查发现的问题,应改正后才能进行调整试车。(2)加油、润滑按设计要求,用规定牌号的润滑油或润滑脂,对设备部件加油润滑。用液压油向油箱注油,并用手按指定转向转动液压泵,使泵内充满液压油,避免液压泵启动时因缺少润滑油烧伤或咬死。(3)空负试车空负试车是在不带负载运转的条件下,全面检查液压系统的各液压元件、各种辅助装置和系统的各回路的工作是否正常;工作循环或各种动作的自动换接是否符合要求。空载试车及调整的方法与步骤:1)间歇启动液压泵,使整个滑动部分得到充分的润滑。使液压泵在卸荷下运转,检
40、查液压泵的卸荷压力是否在允许范围内;看运转是否正常,有无刺耳的噪音;油箱中的液面是否有过多的泡沫,液面高度是否在规定的范围内。2)使系统在没有负载状态下运转,先令液压缸活塞顶在缸盖上或使运动部件顶死在挡铁上,或用其他方法使运动逐渐停止,将溢流阀徐徐地调节到规定的压力值,检查溢流阀在调节过程中有无异常现象,其次让液压缸以最大行程多次往复运动,打开系统的排气阀排出积存的空气;检查安全防护装置工作的正确性和可靠性。检查各个元件及管道的外泄漏、内泄漏是否在允许的范围内;空载运转一端时间后,检查油箱的液面下降是否在规定高度范围内,由于液压油进入了管道和液压缸中,使油箱的液面下降,甚至会使吸油管上的过滤网
41、露出液面。3)与电器配合检查启动和换向时运动的平稳性,不应有爬行、跳动和冲击现象。4)液压系统连续运转一段时间后,检查油液的温升,其温升应在允许规定值之内(一般工作油温为3560度)。(4)负载试车负载试车是使液压系统按设计预定的负载下工作,检查系统是否实现预定的工作要求,如工作常见的力、力矩或运转特性等;检查噪音和振动是否在允许范围内;检查工作部件运动和换向的平稳性,不应该有爬行、跳动和冲击现象;检查功率损耗情况及连续工作一段时间的温升情况。负载试车,一般是先在低于最大负载的一、二种情况下试车,如果一切正常,才进行最大负载的试车,这样可以避免出现设备损坏事故。11.2 液压系统的清洗(1)液
42、压系统的清洗液压系统的清洗有第一次清洗和第二次清洗两道程序。第一次清洗分解清洗 液压系统的第一次清洗是在预安装后,将管路全部拆下解体进行的。第一次清洗主要是酸洗管路和清洗油箱及各类元件。管路酸洗的方法为:1)脱脂清洗。去掉油箱上的毛刺,用氢氧化钠、碳酸钠等(脱脂)去油后,用温水清洗。2)酸洗。在体积分数为20%30%的稀盐酸或10%20%的稀硫酸溶液中浸渍和清洗3040min后,再用温水清洗。清洗管子须经振动或敲打,以便促使氧化皮脱落。3)中和。在体积分数为10%的荷性钠(苏打)溶液中浸渍和清洗15min后,再用温水或蒸汽清洗。4)防锈处理。在清洁干燥的空气中干燥后,涂以防锈油。当确定清洗合格
43、后,即可进行第一次安装。第二次清洗系统冲洗液压系统的第二次清洗是在第一次安装连成清洗回路后进行的系统内部循环清洗。第二次清洗的目的是把第一次安装后残存的污物,如密封碎块、不同品质的洗油和防锈油以及铸件内部冲洗掉的砂粒、金属磨合下来的粉末等洗涤干净,而后再进行第二次安装组成正式系统,以保证顺利进行正式的调整试车和投入正常的运转。首先将回路恢复到正式运转时的状态,并注入实际工作时所需要的油液,在实际使用状态下,空负荷运转,使油液在系统中进行循环。第二次清洗时间将为13小时。(2)液压系统的试压液压系统试压的主要目的是检查系统、回路的漏油和耐压程度。液压系统的试压一般采取分级实验,每升一级,检查一次
44、,逐步升到规定的实验压力。这样可以避免发生事故。系统试压时应该注意以下事项:1) 试压时,系统的安全阀应该调到所选定的实验压力值。2) 当送油时,应该将系统的放气阀打开,等其空气排除干净后,方可关闭。同时将节流阀打开。3) 系统中出现不正常声音时,应立即停止试验。等查出原因并排除后,再进行试验。4) 试验时,应该切实注意安全措施。11.3 液压传动系统的使用与维护一般来说,液压传动系统的工作是可靠的,一个设计良好的液压系统与复杂程度相同的机械式、电气式的机构相比,故障发生率是较小的。但是如果使用和维护不当,也会出现各种故障,以至影响生产。因此,正确地使用和维护液压系统是延长其使用寿命,保证工作
45、稳定、灵敏、可靠的重要因素。11.3.1 液压系统的日常检查和定期检查液压设备通常采用“日常检查”和“定期检查”的方法,以保证设备的正常运行。检查项目内容分别如表3、表4所示。表3 日常检查项目和内容检查时间项目内容启动前检查液位是否正常,如液面过低,必须及时加标注行程开关和限位块是否紧固手动、自动循环是否正常启动前检查电磁阀是否处于初始位置压力是否稳定在正常范围、是否波动剧烈噪声、振动有无异常声响油温应在35 55 范围内,最大60 漏油漏油电压电压表4 定期检查项目和内容定检项目内容螺钉及管接头定期紧固每月一次过滤器、空气滤清器定期清洗每半月一次油箱、管道、阀快大修检查密封件定期更换按环境
46、温度、工作压力、密封件材质确定油污染度定期更换按产品说明书中规定的换油周期进行压力表定期检查按设备使用情况,如出现指示不准,立即更换高压软管定期更换根据使用工况,规定更换周期电气部分定期检查按电器使用维修规定,定期检查维修液压元件定期检查根据工作稳定性决定是否需要更换11.3.2 液压系统的维护保养(1)液压油的使用和维护液压传动系统以油液作为传递能量的工作介质,在正确选用油液以后,还必须使油液保持清洁,防止油液中混入杂质和污物。经验证明,液压系统经常发生的各种故障和损坏事故往往与液压油变质污染及密封的破坏有关。而这两者又污物互有影响。在液压系统所用的泵、阀类元件中。相对运动件间都有精密的间隙
47、很小的配合表面,在液压元件中还有不少的阻尼孔和缝隙式控制阀口等,如果油口混入污物,就会堵塞这些小孔和缝隙,使液压元件不能正常工作。如果污物进入阀芯与阀体等配合间隙,就会划伤配合表面,破坏配合表面的精度和表面粗糙度,使泄漏增加,有时甚至使阀芯卡住,造成元件的动作失灵。油液中污物过多会堵塞液压泵吸油口处的滤油,造成吸油口阻力过大,使液压泵不能正常工作,产生振动和噪声。因此,液压系统使用和维护的关键是保持系统和液压油的清洁。油箱中液压油经常保持正常液面配管和液压缸的容量很大时,最初应假如足够数量的油,在启动之后,由于油进入了管道和液压缸,液面会下降,甚至使过滤器露出液面,因此必须再一次补油。在使用过程中还会发生泄漏,应该在油箱上设置液位计,以便经常观察和补油。液压用油必须严格的净化净化是防止固体杂质损害系统的重要手段。系统中应根据需要配置粗、精过滤器。过滤器应当经常检查清洗,发现损坏应及时更换。向油箱中注油时,应通过120目以上的过滤器。系统中油液应经常检查并根据工作情况定期更换一般在累计工作一个星期
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 锌及锌合金材产品营销计划书
- 铝合金导线产品市场需求分析报告
- 环保巴士产品市场需求分析报告
- 短波数字话音保密机市场发展预测和趋势分析
- 超声波清洗设备产品市场需求分析报告
- 2024天融信日志收集与分析系统部署操作手册
- 越野汽车市场洞察报告
- 贵金属铂产品市场需求分析报告
- 超高压复合胶管产品原材料供应与需求分析
- 粉末涂料产品市场环境与对策分析
- 商场开荒保洁方案计划
- 宜春奉新县辅警招聘考试真题2023
- 综合实践活动(中秋节)
- 胆管癌治疗与护理
- 小学三级课程实施方案样本
- 西师版小学数学一年级上册第一册教案表格式
- 食堂服务意识培训
- 《计算物理学》课件全套 第1-6章 计算物理学简介-有限元方法
- 教科版六年级科学上册全册同步练习附答案
- 2024年《大学语文》期末考试复习题库(含答案)
- 阿里巴巴IPO上市路演中文版课件
评论
0/150
提交评论