



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、中北大学课 程 设 计 说 明 书学生姓名: 学 号: 学 院: 材料科学与工程学院 专 业: 高分子材料与工程 题 目: 家用洗菜筐的注塑模具设计 指导教师: 李迎春 谢江波 职称: 教授 讲师 2012年12月17日 中北大学课程设计任务书 20122013 学年第 一 学期学 院: 材料科学与工程学院 专 业: 高分子材料与工程 学 生 姓 名: 惠文红 学 号: 0903034115 课程设计题目: 家用洗菜筐的注塑模具设计 起 迄 日 期:2012年12月17日2012年12月28日 课程设计地点: 中北大学材料科学与工程学院 指 导 教 师: 李迎春 谢江波 系 主 任: 李迎春
2、下达任务书日期: 2012年12月17日课 程 设 计 任 务 书1设计目的:通过塑料成型模具课程设计,强化学生课堂上学习到的塑料注射模具的知识,加深学生对注射模具动作原理的理解,培养学生独立设计注射模具的能力,使学生熟练掌握AutoCAD等绘图软件的应用,为学生以后的毕业设计和从事相关工作打下良好的基础。2设计内容和要求(包括原始数据、技术参数、条件、设计要求等):自行设计一个符合要求的塑料制件以及成型该制件的注射模具。(1)对塑料制件的要求:塑件形状应有利于成型时充模、排气、补缩,同时能使塑料制品达到高效、均匀冷却,具有一定的力学性能及使用价值;设计塑料制件时应明确指出塑件的尺寸精度、粗糙
3、度、斜度、圆角、螺纹、侧孔、嵌件等;成型该塑件的注射模具必须满足下列条件之一:成型模具应具有侧向抽芯机构;:成型模具应具有自动脱螺纹机构;:成型模具应具有点浇口凝料的自动脱出、顺序脱模、二级脱模等较为复杂的机构。(2)对成型模具的要求: 所设计的模具能够高效地生产出外观和性能均符合使用要求的制品,模具结构合理,动作灵活,能够满足在使用时连续生产、高效率、自动化、操作简便的要求。3设计工作任务及工作量的要求包括课程设计计算说明书(论文)、图纸、实物样品等:本次课程设计的工作内容包括以下几个部分:塑料制件图纸一张,要求标注尺寸公差、粗糙度、技术要求以及所用原材料;注射模具装配图(零号图纸)一张;注
4、射模具零件图至少四张,包括型腔零件图、型芯零件图、模板的零件图、杆件的零件图;注射模具结构计算说明书一本。注:以上各项内容均要求打印。 课 程 设 计 任 务 书4主要参考文献:1 申开智.塑料成型模具.北京:中国轻工业出版社,20032 宋玉恒.塑料注射模具设计实用手册.北京:航空工业出版社,19953 H.盖斯特罗.注射模设计108例.北京:国防工业出版社,20024 贾润礼.实用注塑模设计手册.北京:中国轻工业出版社,20005设计成果形式及要求:本次课程设计的设计成果以模具设计图纸和模具设计说明书的形式提交。6工作计划及进度:2012年12月17日12月18日 塑料制件设计2012年1
5、2月19日12月20日 模具结构计算及草图设计2012年12月21日12月24日 模具装配图的绘制2012年12月25日12月26日 模具零件图的绘制2012年12月27日 模具设计计算说明书的撰写2012年12月28日 答辩和成绩考核系主任审查意见: 签字: 2012年12月17日目录1.设计任务书.12.目录.43.塑件分析.54.塑料材料的成型特性与工艺参数.75设备的选择.86浇注系统的设计.107.成型零部件的设计与计算.118脱模机构的设计.159侧抽芯机构的设计.1710合模导向机构的设计 .2011.温度调节系统的设计与计算.2212.设计小结.26参考资料263.塑件分析3.
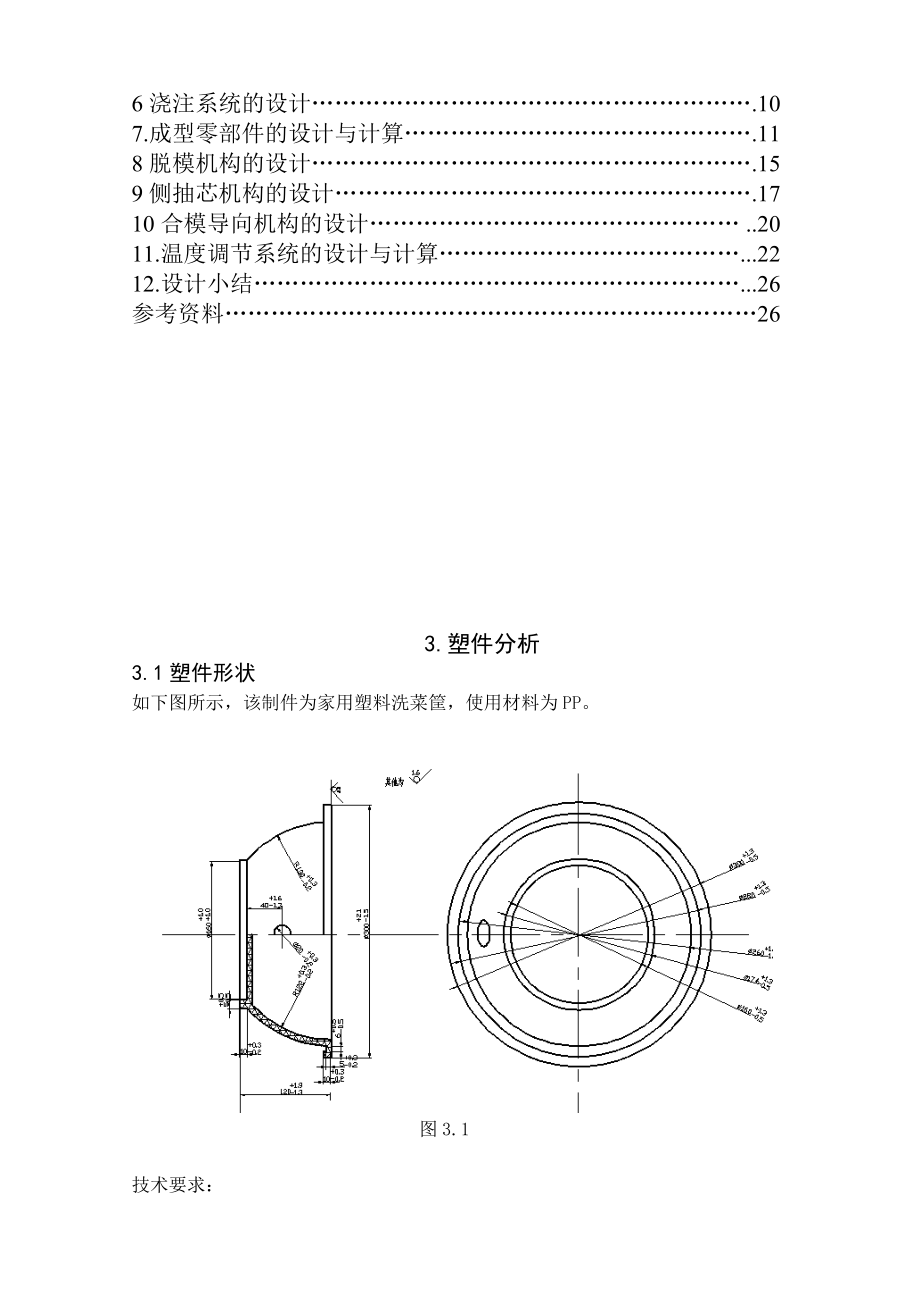
6、1塑件形状如下图所示,该制件为家用塑料洗菜筐,使用材料为PP。 图3.1技术要求:塑件斜度:4(因边壁上有空,需要增大)塑件厚度:2塑件圆角:1单位:3.2 总装图如下图所示,为家用洗菜筐的注塑模,采用直接浇口,两个分型面分型,开模时先完成侧抽芯,然后用推板推出塑件,具体设计思路及零件结构在后面介绍。 图3.24.塑料材料的成型特性与工艺参数PP的材料名称是聚丙烯(百折胶)。百折胶质轻,可浮于水,它具有高的结晶度,高耐磨性,高温冲击性好,化学稳定性高,卫生性能好,无毒,耐热性高,可在100摄氏度左右使用,突出的延伸性能和抗疲劳性能。可应用于微波炉、餐具、盆、塑料桶、保温瓶外壳、编织袋等生活用品
7、,也可用于法兰,齿轮,接头,把手等工业元件。PP的最大缺点就是容易氧化老化。可用添加抗氧化剂与紫外光吸收剂等加以克服。收缩率:1.02.5% 熔融温度:230275 成型温度:1565度比重:0.9020.906 成型压力:100130Mpa 流比长:100200结晶性:半结晶性 射速:高速注射 5设备的选择5.1注塑量的计算:5.1.1塑件体积:V塑=2160=197.192塑件质量= EMBED Equation.3 =g5.1.2浇注系统凝料体积的初步估算:根据经验选择凝料体积为塑件体积的0.21倍来估算,由于本次塑件简单,采用直接浇口,因此选择V凝=0.3V塑来估算:V总=V塑+V凝=
8、256.35立方厘米5.2选择注塑机:由于V=V总/0.8=320.4立方厘米,且塑件较大,模具较厚,故选择型号为SZ-1250/4000卧式注塑机,其参数如下:表5.1理论注射量/31307移模行程/mm750螺杆直径/mm80最大模具厚度/mm770注射压力/Mpa154.2最小模具厚度/mm380注射速率/(g/s)65锁模形式双曲肘塑化能力/(g/s)410定位孔直径/mm螺杆转速/(r/min)10170喷嘴球半径/mmSR20(深25)锁模力/kN4000喷嘴口孔径/mm5拉杆内间距/mm750750 5.3 注塑机相关参数的校核:5.3.1 锁模力校核塑件在分型面上的投影面积A塑
9、=R= EMBED Equation.3 ;锁模力F=PikA=kNF=4000 kN,符合。5.3.2开模行程的校核对于双分型面注塑模按下式校核:SH1+H2+a+510(mm)其中:H1型芯高度; H2塑件高度,包括浇注系统在内; a 完成侧抽芯移动的竖直距离。S=113+120+100+50=383mm67mm,用刚度计算: .(7.3.6)所以底板厚度为52mm.7.3.7排气槽的设计 由于塑件尺寸较大,而且边壁有空,分型面在面积最大的位置,可不设排气槽。8脱模机构的设计8.1脱模力的计算:(带锥度的圆筒形塑件)8.1.1正压力计算:本制品壁厚与直径之比小于1/20,用下式计算: .(
10、8.1.1)式中: E塑件拉伸弹性模量,取。 塑料收缩率,取2%。 t壁厚,取2mm. 塑料泊松比,取0.43 r 型芯半径,取150mm. 塑件斜度,取4。8.1.2总压力计算根据下式计算:.(8.1.2)式中:l制品型芯总长,取113mm.所以,8.1.3脱模力计算根据下式计算:.(8.1.3)式中:f摩擦因素,取0.5,;A 垂直于抽芯方向型芯的投影面积,所以,选用注射机的锁模力为4000Kn,符合要求。8.2脱模机构的设计 本设计采用推板脱模,如下所示: 图8.19侧抽芯机构的设计9.1抽拔距S根据下式计算: S=S1+23=2+3=5mm .(9.1) S1侧孔深度,为2mm.9.2
11、侧向抽拔力根据下式计算: .(9.2)式中:L侧抽芯成型部分的截面平均周长,取L= H侧成型部分的高度,取60mm; P塑件对型芯的包紧力,取10MPa(模内冷却) 摩擦系数,取0.5; 侧型芯脱模斜度,取0.5所以,9.3结构设计9.3.1作用在斜导柱上的弯曲力为: .(9.3.1)式中:F侧向抽拔力,由前知为18.53kN; f钢材之间的摩擦系数,取0.15; 斜导柱的倾斜角,取20。所以,9.3.2圆形截面斜导柱直径的计算: .(9.3.2)式中:材料许用应力,取600MPa; 斜导柱有效长度,为所以,d=23.8mm9.3.3斜导柱长度:由上面可知,d=25mm,D=30mm,h=40
12、mm所以,.(9.3.3)9.3.4最小开模行程的计算:.(9.3.4)开模行程为750mm75.2mm,所以注塑机选择合适。9.3.5斜导柱结构如下: 图9.1整体配合如下图所示:采用斜导柱和滑块都在定模一边,中间增加一块板来形成斜导柱和滑块的相对运动,以顺利完成侧抽芯。 图9.210合模导向机构的设计10.1导柱的设计 d=25mm;且d1(f7) d1=d2=d3=35mm,且d1(k6),d2(c7),d3(f7); D= L1= L= S= 图10.110.2导套的设计:d=25mm;且d1(f7) d1=d2=d3=35mm,且d1(k6),d2(c7),d3(f7); D= L1
13、= L=25 S= R=1.5 图10.210.3 导柱导套的配合:11.温度调节系统的设计与计算11.1冷却时间的计算:ln(11.1)式中:S制品厚度,取2mm; 塑件脱模时平均温度,取60; 模具型腔壁温度,取40; 塑料注塑温度,取250; 塑料热扩散系数,取0.67/s所以,ln=11.3s N=1/t0.75=0.0611.2计算单位产量(kg/h)需用冷却水散失的热量 (11.2)式中:单位质量塑料从冲模到脱模的焓变,取; C 塑料的平均比热容,取; 塑料熔体的冲模温度和塑件的脱模温度,分别取250,60; q : 结晶型塑料的单位质量的结晶潜热,取 m 每次注射的塑料及熔体质量
14、,取233g; n 单位时间内的注射次数,取0.06次/s k靠传热介质传导散失的热量比例系数,取0.95。所以,j/s11.3计算单位产量所需冷却水的体积流量v() (11.3)式中: 水的平均比热容,取 冷却水的密度,取 冷却水出口,入口温度差,取5所以,11.4根据冷却水的体积流量确定冷却水道直径为12mm,Vmin=1.10m/s.11.5求冷却水道内的流速 V=1.10m/s(11.5)11.6求冷却水道壁与冷却水间的传热系数 (11.6)式中;与水温有关的物理参数,取7.95。11.7计算冷却水道总传面积: .(11.7)11.8求冷却水道总长度L: L=.(11.8)11.9求冷
15、却水道数目:.(11.9)11.10冷却水流动状态Re的校核; 符合.(11.10)11.11冷却水道的出入口温度校核;(11.11)11.12凸模冷却水路结构形式 图11.1 11.13凹模冷却水路的设计 图11.212.设计小结在信息社会和经济全球化不断发展的进程中,模具行业发展趋势主要是模具产品向着更大型、更精密、更复杂及更经济快速方面发展。伴随着产品技术含量的不断提高,模具生产向着信息化、数字化、无图化、精细化、自动化方面发展;模具企业向着技术集成化、设备精良化、产品品牌化、管理信息化、经营国际化方向发展。随着高分子材料的不断发展,塑料模具也在飞速发展,模具的设计与制造制约着高分子材料
16、的发展前景。经过一个学期的学习,我初步掌握了模具设计的理论知识,能够设计简单的注塑模具,此次模具课程设计是对前一段时间学习的集中训练,从设计塑件到CAD出图,经历很多挫折,查阅了很多资料,终于在两周之内完成了课程设计,期间学到了很多知识,尤其是CAD软件的学习,以前虽然接触过,但想绘制一幅完整的稍微复杂的图,总觉得不可思议,现在我亲自完成绘图,收获真的很多,非常感谢李老师的指导。模具设计是一项创造性的工作,需要广泛的设计经验和专业的业务知识,通过这次课程设计,我不仅对专业理论知识有了深入的理解,更对模具设计者感到由衷的敬佩,更加激发了我对模具设计的兴趣。参考资料1.申开智.塑料成型模具.北京:中国轻工业出版社,20032.宋
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025版外销合同范本:新能源产品海外销售合作协议5篇
- 2025年个人二手车交易车辆交易咨询及指导服务协议2篇
- 2025年度店铺空间布局优化施工合同范本
- 2025版新车销售与车主关爱活动合作合同范本2篇
- 2025年度城市绿化工程个人养护施工合同4篇
- 2025-2030全球电子合同智能管理服务行业调研及趋势分析报告
- 2025-2030全球三环癸烷二甲醇二甲基丙烯酸酯行业调研及趋势分析报告
- 2025年全球及中国口服渗透泵行业头部企业市场占有率及排名调研报告
- 2024年辽宁中考数学临考押题卷解析版
- 2024年全国高考语文试题分类汇编:词语(成语、熟语等)含详细解答
- 数学-山东省2025年1月济南市高三期末学习质量检测济南期末试题和答案
- 中储粮黑龙江分公司社招2025年学习资料
- 2024-2025学年人教版三年级(上)英语寒假作业(九)
- 河南退役军人专升本计算机真题答案
- 湖南省长沙市2024-2025学年高一数学上学期期末考试试卷
- 船舶行业维修保养合同
- 驾驶证学法减分(学法免分)试题和答案(50题完整版)1650
- 2024年林地使用权转让协议书
- 物流有限公司安全生产专项整治三年行动实施方案全国安全生产专项整治三年行动计划
- 2025届江苏省13市高三最后一卷生物试卷含解析
- 2023年汉中市人民政府国有资产监督管理委员会公务员考试《行政职业能力测验》历年真题及详解
评论
0/150
提交评论