



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、精选优质文档-倾情为你奉上焊接工艺卡(一)焊 接 工 艺 卡卡号0012011年10月30 日编制*审核 *项目名称虹桥商务区核心区(一期)人行天桥工程段人行天桥工程段人行天桥工程焊接接头形式:焊接工艺评定报告编号GP607-B10-(I-1)SV3G焊接方法焊条电弧焊机械化程度手工焊接位置平焊焊接设备直流焊机电流种类直流无损检测焊接材料牌号规格烘烤温度()保温RTUTMTPTJ4223.21501h比例/20%/J4224.01501h合格级别/级/其它检测:/适应焊缝号管线号焊缝号材质/规格焊接工艺参数输煤系统钢结构栈桥的所有腹板对接焊缝及定位焊缝(母材规格为HW300*300*10*15
2、,HW250*250*9*14)材质:Q235B/ Q235B 厚度:=15(14)/=15(14)焊缝层次焊条(焊丝)焊剂牌号气体种类及纯度气体流量(L/min)焊 接电 流(A)焊 接电 压(V)焊接速度(/min)电 流极 性线能量KJ/cm牌号直径()1J4223.2/80-10023-285-6正2J4224.0/120-14023-288-9正3J4224.0/90-11023-289-11正4J4224.0/90-11023-289-11正预热温度()(允许最低值)/钨极类型及直径/喷嘴直径()/层间温度()(允许最低值)/熔滴过度形式/焊丝送进速度(/min)保持预热时间/加热
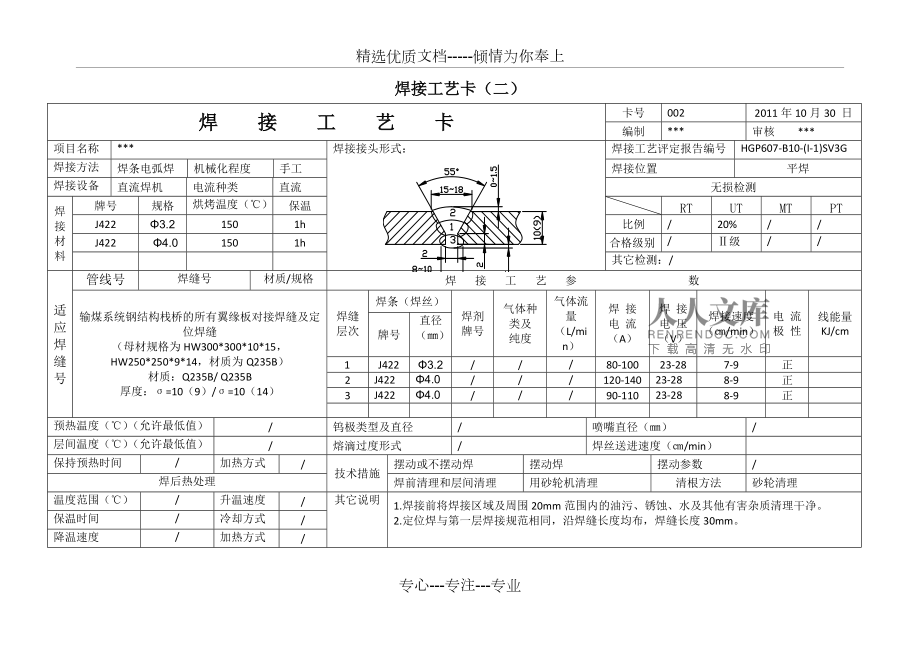
3、方式/技术措施摆动或不摆动焊摆动焊摆动参数/焊后热处理焊前清理和层间清理用砂轮机清理清根方法砂轮清理温度范围()/升温速度/其它说明1.焊接前将焊接区域及周围20mm范围内的油污、锈蚀、水及其他有害杂质清理干净。2.定位焊与第一层焊接规范相同,沿焊缝长度均布,焊缝长度30mm。保温时间/冷却方式/降温速度/加热方式/焊接工艺卡(二)焊 接 工 艺 卡卡号0022011年10月30 日编制*审核 *项目名称*焊接接头形式:焊接工艺评定报告编号HGP607-B10-(I-1)SV3G焊接方法焊条电弧焊机械化程度手工焊接位置平焊焊接设备直流焊机电流种类直流无损检测焊接材料牌号规格烘烤温度()保温RT
4、UTMTPTJ4223.21501h比例/20%/J4224.01501h合格级别/级/其它检测:/适应焊缝号管线号焊缝号材质/规格焊接工艺参数输煤系统钢结构栈桥的所有翼缘板对接焊缝及定位焊缝(母材规格为HW300*300*10*15,HW250*250*9*14,材质为Q235B)材质:Q235B/ Q235B 厚度:=10(9)/=10(14)焊缝层次焊条(焊丝)焊剂牌号气体种类及纯度气体流量(L/min)焊 接电 流(A)焊 接电 压(V)焊接速度(/min)电 流极 性线能量KJ/cm牌号直径()1J4223.2/80-10023-287-9正2J4224.0/120-14023-28
5、8-9正3J4224.0/90-11023-288-9正预热温度()(允许最低值)/钨极类型及直径/喷嘴直径()/层间温度()(允许最低值)/熔滴过度形式/焊丝送进速度(/min)保持预热时间/加热方式/技术措施摆动或不摆动焊摆动焊摆动参数/焊后热处理焊前清理和层间清理用砂轮机清理清根方法砂轮清理温度范围()/升温速度/其它说明1.焊接前将焊接区域及周围20mm范围内的油污、锈蚀、水及其他有害杂质清理干净。2.定位焊与第一层焊接规范相同,沿焊缝长度均布,焊缝长度30mm。保温时间/冷却方式/降温速度/加热方式/焊接工艺卡(三)焊 接 工 艺 卡卡号0032011年10月30 日编制审核 项目名
6、称虹桥商务区核心区(一期)人行天桥工程焊接接头形式:焊接工艺评定报告编号HGP607-B12-(I-1)QV3G焊接方法CO气体保护焊机械化程度手工焊接位置平角焊焊接设备CO气体保护焊机电流种类直流无损检测焊接材料牌号规格烘烤温度()保温RTUTMTPTER50-61.2比例合格级别其它检测:适应焊缝号管线号焊缝号材质/规格焊接工艺参数输煤系统钢结构栈桥的所有角焊缝及角焊缝定位焊缝(图纸要求焊肉高度为6-8)材质:Q235B/ Q235B 焊缝层次焊条(焊丝)焊剂牌号气体种类及纯度气体流量(L/min)焊 接电 流(A)焊 接电 压(V)焊接速度(/min)电 流极 性线能量KJ/cm牌号直径
7、()1ER50-61.2/99.510-15100-12020-2510-12反2ER50-61.2/99.510-15130-14020-2512-15反3ER50-61.2/99.510-15130-14020-2512-15反预热温度()(允许最低值)钨极类型及直径喷嘴直径()层间温度()(允许最低值)熔滴过度形式焊丝送进速度(/min)保持预热时间加热方式技术措施摆动或不摆动焊摆动参数焊后热处理焊前清理和层间清理清根方法温度范围()升温速度单道焊或多道焊(每面)单丝焊或多丝焊保温时间冷却方式导电嘴至工件距离()其它说明.焊接前将焊接区域及周围20mm范围内的油污、锈蚀、水及其他有害杂质
8、清理干净。焊接工艺卡(四)焊 接 工 艺 卡卡号0042011年10月30 日编制*审核 *项目名称*焊接接头形式:焊接工艺评定报告编号HGP607-B12-(I-1)QV3G焊接方法CO气体保护焊机械化程度手工焊接位置平角焊焊接设备CO气体保护焊机电流种类直流无损检测和焊接材料牌号规格烘烤温度()保温RTUTMTPTER50-61.2比例合格级别其它检测:适应焊缝号管线号焊缝号材质/规格焊接工艺参数输煤系统钢结构栈桥的所有角焊缝(图纸要求焊肉高度为10-12)材质:Q235B/ Q235B 焊缝层次焊条(焊丝)焊剂牌号气体种类及纯度气体流量(L/min)焊 接电 流(A)焊 接电 压(V)焊
9、接速度(/min)电 流极 性线能量KJ/cm牌号直径()1ER50-61.2/99510-11100-12020-2510-12反2ER50-61.2/99510-11130-14020-2512-15反3ER50-61.2/99510-11130-14020-2512-15反4ER50-61.2/99510-11130-14020-2512-15反预热温度()(允许最低值)钨极类型及直径喷嘴直径()层间温度()(允许最低值)熔滴过度形式焊丝送进速度(/min)保持预热时间加热方式技术措施摆动或不摆动焊摆动焊摆动参数/焊后热处理焊前清理和层间清理砂轮机打磨清根方法/温度范围()升温速度单道焊
10、或多道焊(每面)单道焊单丝焊或多丝焊单丝焊保温时间冷却方式导电嘴至工件距离()其它说明.焊接前将焊接区域及周围20mm范围内的油污、锈蚀、水及其他有害杂质清理干净。专心-专注-专业 焊缝返修工艺卡工程名称钢结构输煤栈桥返修位置图号焊缝返修编号返 修 次 数缺陷记录母 材焊 接 材 料焊工姓名缺陷性质及级别焊工编号返修焊工编号缺陷简图缺陷原因1 施焊前,坡口及其附近两侧未清理干净。2 施焊过程中选取的焊接参数过大,层间温度未控制在范围内。3 施焊焊工焊接技能差。返修方案1 返修焊工应由持合格项目在有限期内的焊工担任。2 返修焊工同无损检测人员,按返修部位,查看外观及探伤记录,对缺陷进行标准定位,并查看焊缝上各裂纹深度及长度(无损检测结论要求返修位置)。3 返修焊工用机械方法将全部有裂纹的焊缝彻底清除干净,并在确定的范围内各侧加35mm 为返修清理部位,将其附近两侧表面一同清理干净。注意清除过程中应进行必要的定位焊。4 返修焊接方法: ; 焊接材料: ;焊材规格 ; 5 返修焊
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025至2030年电磁起动器行业深度研究报告
- 2025至2030年橡胶疲劳龟裂试验机项目投资价值分析报告
- 2025至2030年染色彩沙漆行业深度研究报告
- 电介质绝缘特性-液体和固体的绝缘特性(高电压技术课件)
- 造瘘的术后护理
- 2025至2030年中国智慧水务行业趋势与投资战略咨询报告
- 2025至2030年LED三色指示灯项目投资价值分析报告
- 社区团购项目商业计划书分析与发展策略
- 2025年溴甲基树脂项目可行性研究报告
- 加速推动经济社会全面绿色转型的路径与行动计划
- 工程项目代建管理
- 测绘保密培训课件
- 华南理工大学自主招生个人陈述自荐信范文
- 2024-2030年中国建筑垃圾处理行业发展分析及投资规划研究报告
- DB21T 3806-2023 电梯检验检测全程录像工作规范
- 【MOOC】中学生心理发展与辅导-洛阳师范学院 中国大学慕课MOOC答案
- 通信工程安全知识培训
- 中建临时用电施工方案范本
- 企业安全生产责任制管理制度模版(2篇)
- 起重机械吊具、索具检查记录表(钢丝绳)
- 苏教版五年级下册数学期中考试试卷附答案
评论
0/150
提交评论