



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、百度文库湖南科技大学机械加工工艺过程卡片产品型号产品名称变速箱零件图号零件名称变速箱卜蛊共3页第1页材料牌号HT200毛坯种类金属型铸件|毛坯外形尺寸754X400刈86每毛坯件数1每台件数1备药E工序号工序名称工序内容车间工段设备工艺装备工时准终单件01铸造金属型铸造毛坯02回火热处理03/探伤检验04表面喷丸处理10粗铳以顶面为粗基准,粗铳箱体结合面X7010面铳刀、游标卡尺20粗铳以箱体结合面为基准,粗铳顶面X7010面铳刀、游标卡尺30钻孔结合上下箱体,钻、饺出两个定位孔2-。12H8组合钻床麻花钻、钱刀、卡尺、塞规40粗铳以结合面为基准两销定位,粗铳前后端面及凸台组合铳床面铳刀、游标
2、卡尺、50粗铳以结合面为基准两销定位,粗铳右端面组合铳床面铳刀、游标卡尺/60半精铳以顶面为基准,半精铳箱体结合面X7010面铳刀、游标卡尺70半精铳以结合面为基准两销定位,半精铳前后端面至图纸要求组合铳床面铳刀、游标卡尺80半精铳以结合面为基准两销定位,半精铳右端面至图纸要求组合铳床面铳刀、游标卡尺90半精铳以结合面为基准两销定位,半精铳顶面至图纸要求X7010/面铳刀、游标卡尺100半精铳结合上下箱体,铳结合面凹槽至图纸要求X7010立铳刀、游标卡尺110精铳以顶面为基准,精铳箱体结合面至图纸要求X7010面铳刀、游标卡尺120钻顶面孔以结合面为基准,用心轴穿过加10,钻14-M8组装孔;
3、钻顶组合钻床麻花钻、卡尺、塞规面螺纹孔4-M12-6H;钻两肋板中间凸台M20X螺纹孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学/'机艺过程卡片产品型号零件图号,微力UII产品名称变速箱零件名称变速箱卜蛊共3页第2页材料牌号1HT200毛坯种类金属型铸件毛坯外形尺寸754>400X186每毛坯件数1每台件生攵1备泊工序号d工序名称工序内容车间工段设备'工艺叁自备工时准终单件130钻前后端面孔以结合面为基准,钻右侧肋板2-456!孔、止面凸台2-46通孔、左侧肋板力441孔;钻侧面螺纹孔14
4、-M12-6H组合钻床麻花钻、卡尺、塞规140钻右端面孔以结合面为基准,钻右端面3-418!孔、2-M12-6H螺纹孔组合钻床麻花钻、卡尺、塞规150德孔对台阶面上的组装孔14-58进行432铜平;对孔2-426进行。4,铜平;对3-4181孔在右端面内侧进行力321忽平1组合钻床钢钻、卡尺、塞加160攻丝对顶囿4-M12-6H螺纹孔攻丝至图纸要求;对前后侧面14-M12-6H螺纹孔攻丝至图纸要求;对右侧2-M12-6H螺纹孔攻丝至图纸要求;对肋板间凸台螺纹孔M20X攻丝至图纸要求组合攻丝机170粗镇前后端面轴孔组合上下箱体,以结合面为基准两销定位,粗链轴孔。180。1204110组合镇床硬质
5、合金刀具、游标卡尺180粗镇右端面轴孔组合上下箱体以结合面为基准两销定位,粗镇右侧轴孔。130及端面凹槽组合镇床硬质合金刀具、游标卡尺190半精建前后端面轴孔组合上下箱体,以结合面为基准两销定位,半精链轴孔418041204110组合镇床硬质合金刀具、游标卡尺200半精锋右端面轴孔组合上下箱体,以结合面为基准两销定位,半精镇右侧轴孔。13()组合镇床硬质合金刀具、游标卡尺210精建前后端面轴孔组合上下箱体,以结合面为基准两销定位,精镇三轴孔418041204110组合镇床硬质合金刀具、游标卡尺220精镶右端面轴孔组合上下箱体以结合面为基准两销定位,精镇右侧轴孔。30组合镇床硬质合金刀具、游标卡
6、尺230倒角各螺纹孔处倒角1>45°支承孔处倒角2>45°,倒角机240倒圆角各处需倒圆角出倒圆角。15倒角机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工艺过程卡片产品型号产品名称变速箱零件图号零件名称变速箱卜蛊共3页第3页材料牌号、HT200毛坯种类金属型铸件|毛坯外形尺寸754>400X186每毛坯件数1每台件数1备药E工序号工序名称工序内容车间工段设备工艺装、备工时准终单件250补底漆箱体内部加,面涂红色耐油底漆260检查检查零件是否符合要求3百度文库设计(日
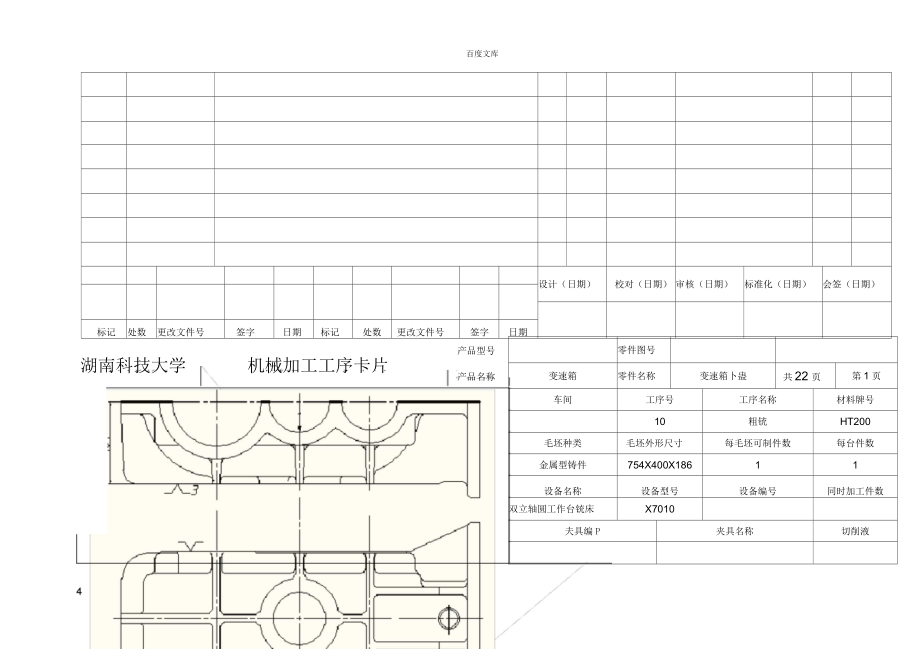
7、期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片零件图号变速箱零件名称变速箱卜蛊共22页第1页车间工序号工序名称材料牌号10粗铳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754X400X18611设备名称设备型号设备编号同时加工件数双立轴圆工作台铳床X7010夫具编P夹具名称切削液产品型号产品名称王轴转速切削速度进给量艺备r/minm/minmm/z硬质合金面铳刀、游标卡尺以顶面为粗基准,粗铳箱体结合面125157工位器具编号工位器具名称被吃刀量mm工序工时(分)单件进给次数工时/min机
8、动辅助标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)1审核(日期)校对(日期)产品型号湖南科技大学机械加工工序卡片产品名称标准化(日期)会签(日期)零件图号变速箱零件名称变速箱卜蛊共22页第2页车间工序号工序名称材料牌号20粗铳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754必00X186/11设备名称设备型号,“设备编号同时加工件数双立轴圆工作台铳床X7010夫具编P夹具名称切削液工位器具编号工位器具名称工序工时(分)王轴转速切削速度进给量内步艺备r/minm/minmm/z硬质合金面铳刀、游标卡尺以箱体结合面为基准,粗铳顶面125157被吃刀量mm进给
9、次数单件工时/min机动辅助标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号湖南科技大学机械加工工序卡片产品名称零件图号变速箱零件名称变速箱卜蛊共22页第3页车间工序号工序名称材料牌号30钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X18611设备名称设备型号/设备编号同时加工件数组合钻床夫具编P/夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件百度文库王轴转速切削速度进给量被吃刀量进给次数内步艺备机动r/minm/minmm/rmm工时/min辅助组合上下箱体钻出两
10、个定位孔高速钢麻花钻、游标卡尺校定位销孔硬质合金钱刀、游标卡尺标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)500125校对(日期)审核(日期)标准化(日期)湖南科技大学机械加工工序卡片会签(日期))LJIo就12.5ffi零件图号变速箱零件名称变速箱卜蛊共22页第4页车间工序号工序名称材料牌号40粗铳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754X400X18611设备名称设备型号设备编号/同时加工件数双立轴圆工作台铳床X7010夫具编P夹具名称切削液工位器具编号/工位器具名称工序工时(分)准终单件产品型号产品名称百度文库口工步内容工艺装备号主轴转速切
11、削速度进给量被吃刀量进给次数工时/minr/minm/minmm/zmm机动辅助结合上下箱体,以结合面为基准,粗铳前后端面及凸台硬质合金面铳刀、游标卡尺112515715设计(日期)校对(日期)、审核(日期)标准化(日期)会签(日期)产品型号零件图号洲阴修仅人于帆愀川丁下月产品名称变速箱零件名称变速箱卜蛊共22页第5页材料牌号车间工序名称标记处数更改文件号签字日期标记处数更改文件号签字日期50HT20013毛坯种类毛坯外形尺寸每毛坯可制件数金属型铸件754X400X1861,设备名称设备型号设备编号,双立轴圆工作台铳床X7010夫具编p夹具名称工位器具编号工位器具名称每台件数1同时加工件数切削
12、液工序工时(分)准终单件百度文库王轴转速切削速度进给量内步艺备r/minm/minmm/z结合上下箱体,以结合面为基准,粗铳右端面硬质合金面铳刀、游标卡尺125157被吃刀量mm进给次数标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)审核(日期)标准化(日期)校对(日期)产品型号湖南科技大学机械加工工序卡片工时/min机动辅助会签(日期)零件图号变速箱零件名称变速箱卜蛊共22页第6页车间工序号工序名称材料牌号60/例铳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754必00X18611设备名称设备型号设备编号同时加工件数双立轴圆工作台铳床/X7010夫具编P夹
13、具名称切削液产品名称王轴转速切削速度进给量内艺备r/minm/min以顶面为基准,半精铳箱体结合面硬质合金面铳刀、游标卡尺180工位器具编号工位器具名称被吃刀量mm/zmm进给次数工序工时(分)单件工时/min机动辅助226标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品型号机械加工工序卡片产品名称aio湖南科技大学零件图号变速箱零件名称变速箱卜蛊共22页第7页车间工序号工序名称材料牌号70半精铳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754X400X18611设备名称设备型号设备编号同时加工件数双立轴
14、圆工作台铳床X7010夫具编P夹具名称切削液百度文库工序工时(分)工位器具名称单件王轴转速切削速度进给量被吃刀量工时/min内艺备机动r/minm/minmm/zmm以结合面为基准,半精铳前后端面硬质合金面铳刀、游标卡尺1802261设计(日期)校对(日期)审核(日期)标准化(日期)零件图号进给次数工位器具编号辅助标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号湖南科技大学机械加工工序卡片产品名称变速箱750施必会签(日期)零件名称变速箱下盖共22页第8页车间工序号工序名称材料牌号80半精铳HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754X400X18611设备
15、名称设备型号/设备编号同时加工件数双立轴圆工作台铳床X7010夫具编P/夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件ii百度文库王轴转速切削速度进给量艺备r/minm/min以结合面为基准,半精铳右端面硬质合金面铳刀、游标卡尺180226标记处数更改文件号签'字日期标记处数更改文件号签字日期设计(日期)产品型号湖南科技大学机械加工工序卡片产品名称12|校对(日期)被吃刀量mm/zmm审核(日期)进给次数标准化(日期)工时/min机动辅助会签(日期)零件图号变速箱零件名称变速箱卜蛊共22页第9页车间工序号/工序名称材料牌号90HT200毛坯种类毛坯外形尺寸每毛坯可制件数每
16、台件数金属型铸件754X400X18611设备名称设备型号设备编号同时加工件数双立轴圆工作台铳床小X7010夫具编P夹具名称切削液23设备名称设备型号设备编号同时加工件数双立轴圆工作台铳床X7010夫具编R夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工、步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/minm/minmm/rmm机动辅助1结合上下箱体,半精铳结合面凹槽硬质合金面铳刀、游标卡尺180、1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文
17、件号签字日期百度文库毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754必00X18611设备名称设备型号设备编号同时加工件数双立轴圆工作台铳床X7010夫具编p夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/minm/minmm/rmm机动辅助1以结合面为基准,精铳结合面硬质合金面铳刀,游标卡尺180226/11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沛十、LU,、/L|-t工卜上一丁丁庠卡片产品型号零件图号33产品名称变速箱
18、零件名称变速箱下盖共22页第12页工步号以结合面为基准,钻顶面螺纹孔以结合面为基准,钻组装孔以结合面为基准,钻两肋板中间凸台螺纹孔车间工序号工序名称材料牌号120钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X18611设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液高速钢麻花钻、游标卡尺、90。角尺高速钢麻花钻、游标卡尺、90°角尺高速钢麻花钻、游标卡尺、90°角尺工序工时(分)工位器具编号工位器具名称准终单件王轴转速切削速度进给量被吃刀量r/minm/minmm/r710500500审核(日期)mm设计(日期)校
19、对(日期)进给次数标准化(日期)工时/min机动辅助会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期1312213以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺2504以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加予卡片产品名称变速箱零件名称变速箱卜蛊共22页第14页工步车间工序号工序名称材料牌号140钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X1
20、8611设备名称设备型号设备编号同时加工件数组合钻床夫具编p夹具名称,切削液工位器具编号工位器具名称工序工时(分)准终单件主轴转速切削速度进给量被吃刀量进给工时/minr/minm/minmm/rmm次数机动辅助高速钢麻花钻、游标卡尺、万能角度尺以结合面为基准,钻螺纹孔1710高速钢麻花钻、游标卡尺、万能角度尺以结合面为基准,钻通孔3555设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品型号机械加工工序卡片FT-©湖南科技大学零件图号变速箱零件名称变速箱卜蛊共22页第15页车间工序号工序名称材料牌号150钩孔HT2
21、00毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X186171设备名称设备型号设备编号同时加工件数组合钻床夫具编P夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件产品名称百度文库王轴转速切削速度进给量被吃刀量进给次数口工步内容工艺装备号主轴转速切削速度进给量被吃刀量进给次数工时/minr/minm/minmm/rmm机动辅助高速钢柱形铜钻、游标卡尺以结合面为基准,对台阶上的组装孔德平118017以结合面为基准,对正面凸台孔内侧钩平高速钢柱形铜钻、游标卡尺180以结合面为基准,对右端面通孔内侧钩平高速钢柱形铜钻、游标卡尺180设计(日期)校对(日期)审核(
22、日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第16页车间工序号工序名称材料牌号160螺纹孔攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X18611设备名称设备型号设备编号同时加工件数组合攻丝机夫具编R/夹具名称切削液工位器具编号/工位器具名称工序工时(分)准终单件内艺备r/minm/minmm/rmm前后端面螺纹孔攻丝高速钢机动丝锥13551顶面螺纹孔攻丝高速钢机动丝锥23551右端面螺纹孔攻丝高速钢机动丝锥33551工时/min
23、机动辅助两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)21产品型号湖南科技大学机械加工工序卡片产品名称©畲零件图号变速箱零件名称变速箱卜蛊共22页第17页车间工序号工序名称材料牌号170粗镇HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X18611设备名称设备型号设备编号同时加工件数组合镇床夫具编P/夹具名称切削液工位器具编号./工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/
24、minm/minmm/rmm机动辅助1结合上下箱体,以结合面为基准,粗链。180支承孔硬质合金刀具、游标卡尺90312结合上下箱体,以结合面为基准,粗链。120支承孔硬质合金刀具、游标卡尺125313结合上下箱体,以结合面为基准,粗链。110支承孔硬质合金刀具、游标卡尺12531设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数"更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片陋1乃&忸零件图号变速箱零件名称变速箱卜蛊、共22页第18页车间工序号工序名称材料牌号180粗链HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件
25、754>400X18611设备名称设备型号/设备编号同时加工件数组合镇床夫具编R/夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称百度文库王轴转速切削速度进给量被吃刀量进给次数步内容艺备机动r/minm/minmm/rmm工时/min结合上下箱体,以结合面为基准,粗链。130支承孔硬质合金刀具、游标卡尺结合上下箱体,以结合面为基准,链右端面凹槽硬质合金刀具、游标卡尺标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)12563校对(日期)审核(日期)辅助10标准化(日期)会签(日期)湖南科技大学机械加工工序卡片产品名称e零件图号变速箱零件名称变速箱
26、卜蛊共22页第19页车间工序号工序名称材料牌号190半精镇HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X18611设备名称设备型号设备编号/同时加工件数组合镇床夫具编P夹具名称切削液工位器具编号/工位器具名称工序工时(分)准终单件产品型号43机动r/minm/minmm/rmm工时/min结合上下箱体,以结合面为基准,半精链。180支承孔硬质合金刀具、游标卡尺结合上下箱体,以结合面为基准,半精链。120支承孔硬质合金刀具、游标卡尺结合上下箱体,以结合面为基准,半精链。110支承孔硬质合金刀具、游标卡尺125180180辅助标记处数"更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品名称湖南科技大学1I11零件图号变速箱零件名称变速箱卜蛊共22页第20页车间工序号工序名称材料牌号200半精镇HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754>400X18611设备名称设备型号设备编号同时加工件数组合镇床夫具编R/夹具名称切削液工位器具编号/工位器具名称工序工时(分)准终单件产品型号百度文库口工步内容工艺
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024年语文情境模拟试题及答案
- 二零二五年度保密合同纠纷处理保密费及调解规则协议
- 2025年度环保产业无偿用地开发协议
- 二零二五年度旅游线路佣金分成协议
- 二零二五年度人才招聘与就业安置合同
- 二零二五年度汽车经销商全款购车佣金合同
- 2025年度网络安全反担保合同范本
- 二零二五年度沥青混凝土路面施工风险评估与管理合同
- 二零二五年度政府机关保安服务合同终止及安全评估协议
- 二零二五年度手房屋买卖合同房产证待确权期间违约责任范本
- 第九套广播体操评分细则及评分表
- 风管工厂车间管理制度范本
- 幼儿园教师个人专业成长档案
- GB/T 43107-2023核电站仪表引压用不锈钢无缝钢管
- 湿度传感器教案
- 落地式脚手架安全监理实施细则
- NB/T 11108-2023选煤用起泡剂性能要求
- 高压注射器基本操作程序教学文稿
- 软磁材料课件
- 天燃气管线保护专项方案模板
- 北京市朝阳区2022-2023学年高三下学期一模考试英语试卷(含答案)
评论
0/150
提交评论