



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第三章第三章 纹织物的装造纹织物的装造与设计与设计v第一节第一节:纹织物概述纹织物概述v第二节第二节:提花机装造提花机装造v第三节第三节:纹织物设计纹织物设计第三章第三章一、纹织物纹织物 纹织物纹织物:在提花机上织造的,组织循环多达几千根:在提花机上织造的,组织循环多达几千根的大花纹织物称为纹织物。的大花纹织物称为纹织物。v简单大提花组织简单大提花组织:用一种经纱和一种纬纱,选用原:用一种经纱和一种纬纱,选用原组织及小花纹组织构成花纹图案的组织称为简单大组织及小花纹组织构成花纹图案的组织称为简单大提花组织。提花组织。v复杂大提花组织复杂大提花组织:经纱或纬纱的种类在一种以上,:经纱或纬纱的种类
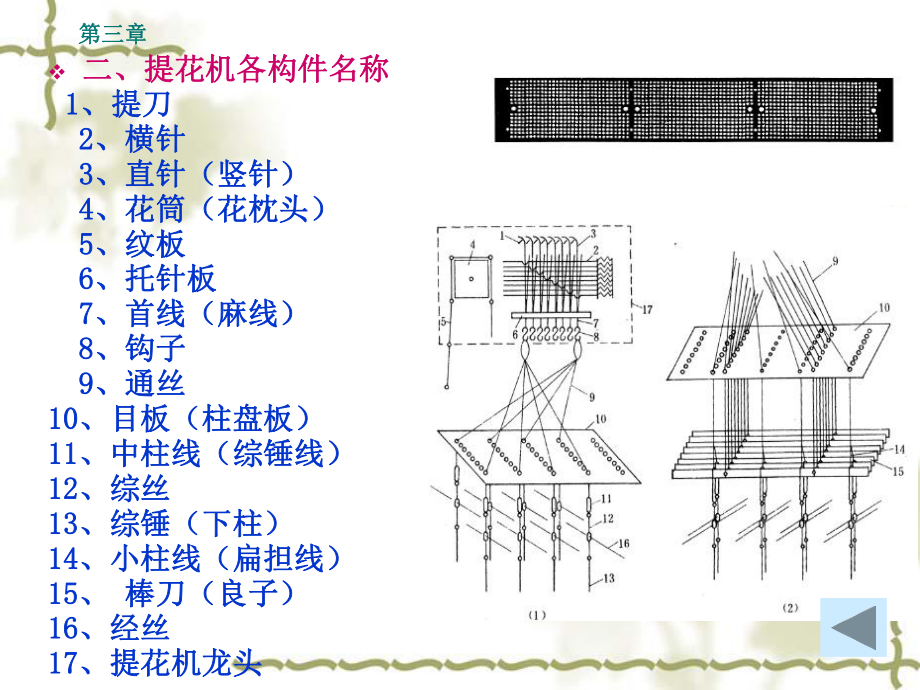
2、在一种以上,配在多重或多层之中构成花纹图案的组织称为复杂配在多重或多层之中构成花纹图案的组织称为复杂大提花组织。大提花组织。第一节第一节 纹织物概述纹织物概述第三章第三章第三章第三章v二、提花机各构件名称二、提花机各构件名称 1 1、提刀、提刀 2 2、横针、横针 3 3、直针(竖针)、直针(竖针) 4 4、花筒(花枕头)、花筒(花枕头) 5 5、纹板、纹板 6 6、托针板、托针板 7 7、首线(麻线)、首线(麻线) 8 8、钩子、钩子 9 9、通丝、通丝1010、目板(柱盘板)、目板(柱盘板)1111、中柱线(综锤线)、中柱线(综锤线)1212、综丝、综丝1313、综锤(下柱)、综锤(下柱)
3、1414、小柱线(扁担线)、小柱线(扁担线)1515、 棒刀(良子)棒刀(良子)1616、经丝、经丝1717、提花机龙头、提花机龙头第三章第三章v三、提花机工作原理三、提花机工作原理 第三章第三章v四、纹板孔、横针、竖针、目板四、纹板孔、横针、竖针、目板孔、经纱与意匠图的编号次序与孔、经纱与意匠图的编号次序与对应关系对应关系v1 1、意匠图与经纱的对应关系:、意匠图与经纱的对应关系:经纱自右向左排列,纬纱自下向经纱自右向左排列,纬纱自下向上排列。上排列。v2 2、纹板孔的编号:自右至左编、纹板孔的编号:自右至左编号、横行数自上向下编号。号、横行数自上向下编号。v3 3、横针与竖针编号与控制其运
4、、横针与竖针编号与控制其运动的纹板编号相同。动的纹板编号相同。v4 4、目板孔的编号次序。、目板孔的编号次序。第三章第三章v五、提花机龙头的规格五、提花机龙头的规格v提花机龙头的大小是以竖针的多少提花机龙头的大小是以竖针的多少来区分的。用号数表示(俗称口来区分的。用号数表示(俗称口数)。数)。v普通提花机竖针的纵列数有普通提花机竖针的纵列数有4 4、8 8、1212、1616几种,竖针的横行数随提花几种,竖针的横行数随提花机号数不同而异。机号数不同而异。v右图为右图为14001400口提花机的纹板口提花机的纹板, ,有有6 6个个栓口栓口, ,将纹板分成三段将纹板分成三段, ,共有横行共有横行
5、31+32+31=94,31+32+31=94,每一横行每一横行1616孔孔( (其中其中有有1212行残行行残行, ,栓孔占的位置栓孔占的位置),1480),1480针孔针孔, ,通常称为通常称为14001400口口. .第三章第三章六、电子提花机原理六、电子提花机原理第三章第三章1、英国博纳斯电子提花机电子纹针的提升原理、英国博纳斯电子提花机电子纹针的提升原理第三章第三章2、史陶比尔电子提花机电子纹针的提升原理、史陶比尔电子提花机电子纹针的提升原理第三章第三章第二节第二节 提花机装造提花机装造v纹织物装造纹织物装造是指按提花意匠设计的要求所进行的一是指按提花意匠设计的要求所进行的一系列工作
6、。系列工作。v提花机的穿吊装置提花机的穿吊装置就是指龙头钩以下的通丝、综丝就是指龙头钩以下的通丝、综丝以及与其相连各部分的相互连接方法及目板的穿法。以及与其相连各部分的相互连接方法及目板的穿法。v自上而下,穿吊装置的位置关系:竖针自上而下,穿吊装置的位置关系:竖针首线首线龙龙头钩头钩通丝通丝穿过目板穿过目板辩带线辩带线综丝综丝下锤。下锤。第三章第三章v一、通丝的计算和准备一、通丝的计算和准备v挂于一根竖针下的通丝挂于一根竖针下的通丝根数应等于花纹循环数根数应等于花纹循环数(对称花形应乘以(对称花形应乘以2 2)。)。v将通丝穿入目板之前要将通丝穿入目板之前要把挂在一根竖针上的通把挂在一根竖针上
7、的通丝捻结成把。丝捻结成把。v通丝的把数通丝的把数= =竖针数竖针数= =纹纹样宽样宽经密经密= =布身经纱布身经纱数数/ /花纹循环数。花纹循环数。第三章第三章v二、目板及目板的计算二、目板及目板的计算v目板的作用目板的作用:确定通丝:确定通丝的位置和密度,使其排的位置和密度,使其排列不致紊乱。列不致紊乱。v目板上平行于经纱方向目板上平行于经纱方向的目孔称为行;平行于的目孔称为行;平行于纬纱方向的目孔称为列。纬纱方向的目孔称为列。v目板的宽度应等于筘幅目板的宽度应等于筘幅或较筘幅宽或较筘幅宽1 12cm2cm。v目板孔所选作的列数应目板孔所选作的列数应该等于每筘齿穿入经纱该等于每筘齿穿入经纱
8、数和地组织经纱循环数数和地组织经纱循环数的整数倍,并等于所用的整数倍,并等于所用竖针数的约数。竖针数的约数。第三章第三章v穿入行数计算:穿入行数计算:v 穿入总行数穿入总行数= =内幅经纱内幅经纱数数/ /穿入列数穿入列数v每个花纹穿入行数每个花纹穿入行数 = =总行数总行数/ /花纹循环数花纹循环数 = =花纹循环经纱数花纹循环经纱数/ /列列数数 = =所需竖针数所需竖针数/ /列数列数第三章第三章v三、通丝穿入目板的方式三、通丝穿入目板的方式v通丝穿入目板的方式,简称穿综法。通丝穿入目板的方式,简称穿综法。v穿综方法选择的依据:花纹的结构、性质、织物的穿综方法选择的依据:花纹的结构、性质
9、、织物的密度。密度。v根据织物密度穿目板穿入法有:顺穿法和飞穿法根据织物密度穿目板穿入法有:顺穿法和飞穿法v根据花纹性质穿入法有:顺穿法、对穿法和混合穿根据花纹性质穿入法有:顺穿法、对穿法和混合穿法。法。v按组织结构与操作法要求:分区穿法。按组织结构与操作法要求:分区穿法。第三章第三章v(一)顺穿法(一)顺穿法v顺穿法是把通丝逐根顺顺穿法是把通丝逐根顺次地穿入目孔中。次地穿入目孔中。v右图是全幅四花的顺穿右图是全幅四花的顺穿法。法。v优点:操作简便,通丝优点:操作简便,通丝之间的摩擦小,适用于之间的摩擦小,适用于密度不大的织物。密度不大的织物。第三章第三章v(二)飞穿法(二)飞穿法v适用于经纱
10、密度很大的适用于经纱密度很大的情况。情况。v飞穿法根据每筘穿入数飞穿法根据每筘穿入数决定飞跳数。将目板前决定飞跳数。将目板前后分成若干组,通丝在后分成若干组,通丝在每一组穿入飞跳数后,每一组穿入飞跳数后,再穿下一组目板。再穿下一组目板。第三章第三章v(三)对穿法(三)对穿法v第一种:由中央后方向第一种:由中央后方向前,并逐渐分向两侧。前,并逐渐分向两侧。v第二种:由花纹两侧的第二种:由花纹两侧的后方向前,并逐渐向中后方向前,并逐渐向中央靠近。央靠近。v第三种:又称为对角线第三种:又称为对角线穿法,对称花纹的右半穿法,对称花纹的右半段自目板的后右角开始段自目板的后右角开始向中前方穿,而左半段向中
11、前方穿,而左半段自目板的左前角开始向自目板的左前角开始向中后穿。中后穿。第三章第三章v(四)混合穿法(四)混合穿法v当织物的花纹是由对称当织物的花纹是由对称形和自由花纹混合组成形和自由花纹混合组成时,则并用前面的三种时,则并用前面的三种穿法。穿法。v图图1 1是中间顺穿法,两是中间顺穿法,两侧对称穿法。侧对称穿法。v图图2 2:、部分自由部分自由花型顺穿,花型顺穿,对称花纹对称花纹采用对穿法。采用对穿法。第三章第三章v(五)分区穿法(五)分区穿法v当织制两种或两种以上当织制两种或两种以上经纱的复杂纹织物时,经纱的复杂纹织物时,采用分区穿法。采用分区穿法。v将提花机竖针分成若干将提花机竖针分成若
12、干区,目板亦相应的分成区,目板亦相应的分成相同的区域,分区数根相同的区域,分区数根据织物结构、经纱种类据织物结构、经纱种类的不同而异。各区竖针的不同而异。各区竖针数与之比及目板数之比数与之比及目板数之比等于经纱排列数之比。等于经纱排列数之比。v目板上每行的目孔数与目板上每行的目孔数与提花机每行竖针数相等提花机每行竖针数相等或互成比例关系。或互成比例关系。第三章第三章v四、目板的挑列四、目板的挑列v挑列挑列就是将在目板上穿入同列中的通丝末端进行打就是将在目板上穿入同列中的通丝末端进行打结,以便挂垂综和检查是否穿错。结,以便挂垂综和检查是否穿错。v五、挂综五、挂综v挂综包括:挂竖钩、平目板和挂垂综
13、。挂综包括:挂竖钩、平目板和挂垂综。v挂竖钩:是将穿好的目板通丝按序号挂在相应的竖挂竖钩:是将穿好的目板通丝按序号挂在相应的竖钩上。钩上。v平目板:将目板装置在提花机龙头下方的正确位置。平目板:将目板装置在提花机龙头下方的正确位置。v挂垂综:持综丝和下锤。挂垂综应注意使同列综丝挂垂综:持综丝和下锤。挂垂综应注意使同列综丝的综眼位于同一水平线上,前后综的综眼高度之差的综眼位于同一水平线上,前后综的综眼高度之差要视提花机形式而定。要视提花机形式而定。第三章第三章v为使综丝孔的位置正确,可用定木进行操作。为使综丝孔的位置正确,可用定木进行操作。第三章第三章v六、穿经过筘六、穿经过筘v穿经的顺序是自右
14、向左穿经的顺序是自右向左顺次穿入经纱。在穿经顺次穿入经纱。在穿经之前,根据通丝穿入目之前,根据通丝穿入目板的次序先将垂综进行板的次序先将垂综进行编绞。如左图为顺穿法编绞。如左图为顺穿法编绞和二二飞穿法编绞。编绞和二二飞穿法编绞。v穿经纱时,按编绞后的穿经纱时,按编绞后的顺序逐一穿入即可。顺序逐一穿入即可。v过筘是按经线顺序及每过筘是按经线顺序及每筘穿入数,将经纱穿入筘穿入数,将经纱穿入筘齿内。筘齿内。第三章第三章第三节第三节 纹织物设计纹织物设计v一、传统纹织物设计一、传统纹织物设计v纹样设计、意匠设计、纹纹样设计、意匠设计、纹板的轧制。板的轧制。v(一)纹样设计(一)纹样设计v纹织物的花纹图
15、案称为纹纹织物的花纹图案称为纹样。样。v纹样设计不仅要遵循一般纹样设计不仅要遵循一般绘画的规律,还要考虑织绘画的规律,还要考虑织物的用途,原料的性质、物的用途,原料的性质、色泽、织物密度、组织结色泽、织物密度、组织结构等因素构等因素。v1、艺术设计、艺术设计第三章第三章v2、纹样的工艺设计、纹样的工艺设计v(1)纹样的大小计算)纹样的大小计算:纹样长度与宽度,应与织物的花:纹样长度与宽度,应与织物的花纹大小相同纹大小相同v纹样宽度纹样宽度= = = = v一个纹样的经纱数一个纹样的经纱数= =纹样宽度纹样宽度经密(根经密(根/cm)/cm)v一个纹样的纬纱数一个纹样的纬纱数= =纹样长度纹样长
16、度纬密(根纬密(根/cm)/cm)v(2)纹样的结构布局)纹样的结构布局v纹样是一个花纹循环,是纹织物的一个基本单位。纹样是一个花纹循环,是纹织物的一个基本单位。v独花纹样:全幅只有一花,可自由组织,不必考虑纹样独花纹样:全幅只有一花,可自由组织,不必考虑纹样间的衔接。但两个及以上的花纹循环时,要考虑衔接。间的衔接。但两个及以上的花纹循环时,要考虑衔接。v纹样中的散点花可以消除花纹的呆板平淡,以扩大纹样纹样中的散点花可以消除花纹的呆板平淡,以扩大纹样循环。循环。花纹数织物内幅cmcm)/根经密所用竖针数(第三章第三章v平纹点置法平纹点置法v破斜纹配置法破斜纹配置法v缎纹配置法缎纹配置法v体现纵
17、向和横向条花效应,体现纵向和横向条花效应,将花纹布置成纵向连续和将花纹布置成纵向连续和横向连续。横向连续。v上述几种都是以一个散点上述几种都是以一个散点花为基础,按照在一个方花为基础,按照在一个方向重复排列或相互巅倒扭向重复排列或相互巅倒扭转进行配置。转进行配置。v若是采用两个散点花为基若是采用两个散点花为基础彼此相间排列,以期得础彼此相间排列,以期得到更加活泼的花样。到更加活泼的花样。第三章第三章v(二)意匠设计(二)意匠设计v意匠设计:就是将设计好意匠设计:就是将设计好的纹样移绘到放大的意匠的纹样移绘到放大的意匠图上,同时根据织物的经图上,同时根据织物的经纬密度、花地组织和装造纬密度、花地
18、组织和装造条件进行组织点覆盖,绘条件进行组织点覆盖,绘成意匠图,以便制作纹板。成意匠图,以便制作纹板。第三章第三章v1、意匠纸的选择、意匠纸的选择v意匠纸的规格是以小格子意匠纸的规格是以小格子横向尺寸与纵向尺寸的比横向尺寸与纵向尺寸的比值来表示。值来表示。v表示意匠纸的规格:八之表示意匠纸的规格:八之八、八之九、八之十、八八、八之九、八之十、八之十一。之十一。第三章第三章v每一横行代表经纱、每一纵行代表纬纱,则有:每一横行代表经纱、每一纵行代表纬纱,则有:v式中:式中:P Pj j织物经密,织物经密,P Pw w为纬密;为纬密;v n nj j正方形大方格中的纵行数;正方形大方格中的纵行数;v
19、 n nw w正方形大方格中的横行数。正方形大方格中的横行数。v当纹织物经密大于纬密的时候,设当纹织物经密大于纬密的时候,设n nw w=8=8,v当纹织物纬密大于经密的时候,可将意匠纸转当纹织物纬密大于经密的时候,可将意匠纸转9090使用,此使用,此时,设时,设n nj j=8=8,此时,此时, 一个花纹所需意匠纸的总行数与总列数等于其一个花纹循环的经纱数和一个花纹所需意匠纸的总行数与总列数等于其一个花纹循环的经纱数和纬纱数,必须是地组织的经纬纱循环的整数倍。纬纱数,必须是地组织的经纬纱循环的整数倍。wjwjnnPP8wjjPPn8jwwPPn第三章第三章v2、小样放大及意匠图的描绘方法、小
20、样放大及意匠图的描绘方法v手工放大:把纹样与意匠纸划分成同样数目的方格,然后用手工放大:把纹样与意匠纸划分成同样数目的方格,然后用手工逐格进行移绘。手工逐格进行移绘。v放大机直接放大:通过放大机把小样放映到意匠纸上,这种放大机直接放大:通过放大机把小样放映到意匠纸上,这种方法效率高,放样准确。方法效率高,放样准确。第三章第三章v意匠图中的组织描绘方法如下意匠图中的组织描绘方法如下:v1 1)全点法:将整个意匠图上的组织点一个不少地详细填绘)全点法:将整个意匠图上的组织点一个不少地详细填绘清楚。组织变化层次较多的时候使用。清楚。组织变化层次较多的时候使用。v2 2)平涂法:将花纹各部分的不同组织
21、用明显区分的颜色涂)平涂法:将花纹各部分的不同组织用明显区分的颜色涂绘,不用一个个地填组织点。绘,不用一个个地填组织点。v3 3)联合法:综合使用全点法和平涂法。)联合法:综合使用全点法和平涂法。 工厂大部分使用第二、第三种方法,但第二工厂大部分使用第二、第三种方法,但第二、第三种要第三种要加以轧孔说明。加以轧孔说明。勾边勾边:就是为了使织物花纹轮廓清晰,用组织点确定花纹的轮:就是为了使织物花纹轮廓清晰,用组织点确定花纹的轮廓。廓。勾边的方法勾边的方法:v1 1)自由勾边法:这种勾边适用于地组织为斜纹、缎纹、绉)自由勾边法:这种勾边适用于地组织为斜纹、缎纹、绉组织或其他不含平纹的变化组织;采用
22、普通装造上机,勾边组织或其他不含平纹的变化组织;采用普通装造上机,勾边时,花纹轮廓线只要超过半格以上,就要涂。否则空去不涂,时,花纹轮廓线只要超过半格以上,就要涂。否则空去不涂,只要沿着花纹轮廓勾得圆滑正确即可。只要沿着花纹轮廓勾得圆滑正确即可。第三章第三章v2 2)平纹勾边法:当地组织)平纹勾边法:当地组织为平纹时,勾边要遵循一为平纹时,勾边要遵循一定的法则(织物正面向上定的法则(织物正面向上的情况)。否则会使花纹的情况)。否则会使花纹轮廓变形。轮廓变形。v单起平纹勾边:此法适单起平纹勾边:此法适用于平纹地上起经花。用于平纹地上起经花。v逢单点单逢单点单, ,逢双点双。逢双点双。v双起平纹勾
23、边双起平纹勾边: :此法适用此法适用于平纹地上纬经花。于平纹地上纬经花。v逢单点双逢单点双, ,逢双点单。逢双点单。第三章第三章v间丝点间丝点v在意匠图中浮长过长的地在意匠图中浮长过长的地方,应当用组织点压伏,方,应当用组织点压伏,增加织物的牢度,增加的增加织物的牢度,增加的组织点称为组织点称为间丝点间丝点。v间丝点可按斜纹、缎纹、间丝点可按斜纹、缎纹、曲线、几何图案等规律填曲线、几何图案等规律填绘绘 。v(三)纹板的轧制(三)纹板的轧制v纹板是控制经纱升降运动纹板是控制经纱升降运动的有孔纸板,根据意匠图的有孔纸板,根据意匠图来轧制的。纹板上有孔的来轧制的。纹板上有孔的地方所对应的经纱提起形地
24、方所对应的经纱提起形成经组织点。单动式提花成经组织点。单动式提花机的纹板数等于花纹循环机的纹板数等于花纹循环纬纱数。纬纱数。第三章第三章v1、轧孔方法、轧孔方法v在纹板纸上标明空去不用的竖针、升降边纱及梭在纹板纸上标明空去不用的竖针、升降边纱及梭箱所用孔眼的位置。箱所用孔眼的位置。v纹板轧制前,需要在纹板上标明板序号。纹板轧制前,需要在纹板上标明板序号。v轧孔。轧孔。v2、编花、编花v纹板孔轧制完毕之后,应按纹板序号编联成纹帘,纹板孔轧制完毕之后,应按纹板序号编联成纹帘,称之为编花。称之为编花。第三章第三章(一)纹织(一)纹织CAD/CAM简介简介利用计算机进行纹织物的设计和生产称之为纹利用计算机进行纹织物的设计和生产称之为纹织织CAD /CAMCAD /CAM。纹织纹织CADCAD主要包括三个方面:主要包括三个方面:图像(纹样)输入图像(纹样)输入图像与工艺处理纹板输出图像与工艺处理纹板输出除上面的内容外,纹织除上面的内容外,纹织CADCAD系统还包括图像的智能创系统还包括图像的智能创意设计、织物外观模拟、织物用处的三维模拟、织物意设计、织物外观模拟、织物用处的三维模拟、织物三维设计等。三维设计等。二、纹
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 1 北京的春节 教学设计-2024-2025学年语文六年级下册统编版
- 6人大代表为人民(教学设计)-2024-2025学年统编版道德与法治六年级上册
- 5 一个豆荚里的五粒豆(教学设计)-2024-2025学年统编版语文四年级上册
- 6《景阳冈》教学设计-2023-2024学年统编版语文五年级下册
- 11《别伤着自己》 第二课时(教学设计)2023-2024学年统编版道德与法治一年级上册
- 2023二年级语文上册 第二单元 4 田家四季歌配套教学实录 新人教版
- 铁路运输业智能化调度及维护管理方案
- 2《我向国旗敬个礼》(教学设计)2024-2025学年统编版(2024)道德与法治一年级上册
- 2025年碳纤维正交三向织物项目合作计划书
- 9日益重要的国际组织 第二课时 教学设计-2023-2024学年道德与法治六年级下册统编版
- 2024年世界职业院校技能大赛高职组“研学旅行组”赛项参考试题库(含答案)
- 《金融科技概论》完整全套课件
- 2025年新疆生产建设兵团兴新职业技术学院高职单招高职单招英语2016-2024年参考题库含答案解析
- 2024年陕西警官职业学院高职单招职业适应性测试历年参考题库含答案解析
- 围棋入门基本知识
- 2024年新疆生产建设兵团兴新职业技术学院高职单招职业技能测验历年参考题库(频考版)含答案解析
- 2025年贵州蔬菜集团有限公司招聘笔试参考题库含答案解析
- 医院设施日常巡查管理制度
- 急性心房颤动中国急诊管理指南(2024)解读
- 人教版四年级下册数学第二单元观察物体(二) 单元测试
- 建筑工程公司绩效考核制度范本
评论
0/150
提交评论