



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第31卷第2期1998年4月武汉水利电力大学学报J.WuhanUniv.ofHydr.&Elec.Eng.Vol.31No.2Apr.1998焊后热处理对A/F异种钢焊接接头影响的试验研究*杨厚君(华中电力集团公司)曹 晟 吕文广 章应霖(动力与机械工程学院)摘要 对焊态和焊后热处理两种状态下的A/F异种钢焊接接头的残余应力进行了实测.通过高温加速模拟试验,对加速前后试样的碳分布、组织结构、硬度值的变化以及抗腐蚀能力进行了试验分析和对比,得出了适当温度的焊后热处理对改善A/F异种钢焊接接头使用状况是有积极作用的这一结论.关键词 焊后热处理;异种钢焊接;试验中图法分类号 TG457 11
2、80年代以来,我国自己生产或引进的发电装备中已普遍存在着奥氏体不锈钢和铁素体类耐热钢的异种钢焊接,1Cr19Ni11Nb(ASME规范中的SA213-TP347H,下称 TP347H )和12Cr2MoWVTiB(简称 钢102 ,下称 R102 )就是其中典型的一种.根据国外的经验,A/F异种接头高温服役10万h后,便开始出现早期失效1.国内动力装备(如过热器、再热器)最初开始使用的A/F异种接头也都很快接近10万h的服役期.对于这类接头,母材R102是一种淬硬倾向较大的钢种,它的焊接接头一般需经过焊后高温回火来改善接头热影响区组织.但对于锅炉受热面薄壁管( <6mm),电力部规程中允
3、许不作焊后热处理.此外,对于TP347H奥氏体不锈钢,也不希望作回火性质的热处理,而且对于异种钢接头,焊后热处理并不能消除残余应力.那么,是否应该明确认为焊后热处理已无必要呢?另一方面可以预计,焊后热处理必然影响热影响区碳和碳化物的存在形式和分布,而蠕变损伤与第二相析出有关.那么,焊后热处理也必然会对异种接头的早期失效带来影响.由此可见,对于R102与TP347H等奥氏体不锈钢的异种钢接头,焊后是否作高温回火热处理,以及具体的焊后热处理制度存在着一定分歧.本文旨在通过对焊态和焊后热处理对接头残余应力分布的影响和高温加速试验前后的组织性能的分析比较,研究适当的焊后热处理对A/F异种钢焊接接头高温
4、性能的影响,为焊接工艺优化提供依据.1 焊接材料及焊接工艺的选择1.1 试验材料试验材料选择的是SA213-TP347H奥氏体不锈钢和国产多元强化低合金耐热钢R102、焊接材料为日本进口的Inconel82焊丝,其化学成分和机械性能如表1.sb表1 试验用材料的化学成份和机械性能CSiMnPSCrNiTiMoVBNbFe(MPa)(MPa)50052063766612Cr2MoWVTiB0.100.540.560.0080.0051.860.470.090.600.300.0031(R102)0.120.570.590.0120.0061.900.480.100.640.330.0049TP3
5、47HInconel82(日本)0.070.491.700.0210.00418.1911.20.020.223.000.0020.00119.7772.50.300.71Cu0.012.431.42收稿日期:1997-04-01杨厚君,男,工学博士,从事金属结构强度理论与高温材料延长寿命技术的研究 华中电力集团公司安全监察部(430072)*湖南省电业重点攻关项目.第2期杨厚君等:焊后热处理对A/F异种钢焊接接头影响的试验研究 571.2 焊接工艺本试验焊接方法选用脉冲TIG焊,同时控制层间温度为室温.焊接坡口型式选择不留间隙70!角V型坡口型式,焊后热处理温度为760.人们发现,用X射线比
6、盲孔法测得的焊接残余应力值偏低,有时可低100200MPa3,这是一个不小的数值.因此,我们选择了全释放方法,对170mm的异种接头进行应力测试,如图1 将对焊缝两侧钢管沿轴向各分成3个区域,并沿管外壁4等分,从而对接管子被均分成24个区域 然后每一区域粘贴一1mm#1mm的应变花,具体测点分布见图1.表面测点附近的轴向应力 AX与周向应力 H的计算可根据文献4进行.2 试验方法2.1 残余应力试验测量焊接残余应力的方法常见的有X射线法、盲孔法和全释放法(切条法).就可靠性和精确度讲,全释放法的精确度最好2.通过大量试验,图1 残余应力的测点分布图及应变花示意图2.2 高温模拟工况加速试验为了
7、模拟运行中的接头实际情况,试验设计了一种模拟加速试验.试验方法是将异种钢接头的管子做成一个小型的密闭容器,两端分别用与奥氏体不锈钢和铁素体钢同种材料的板材封闭(见图2).封口前加入一定量的蒸馏水,将这种带有蒸馏水的封口管子放入箱式炉中加热,在较高温度下水全部汽化成水蒸汽,产生的压力可由范德瓦尔斯方程计算:(P+-2图2 试验温度循环2.3 碳迁移测量方法)(V-b)=RT V2-63-1(1)利用日本JEDX、JXA-8800Reletroprobemi croanalyzer(电子探针显微分析仪)对异种接头试样进行焊缝熔合线两侧碳元素的宏观线分析.采用强度计数的方法,计数点步长为0.5 m,
8、在R102熔合线两侧共测量5.0mm的距离.强度计数点共9999个.式中:a、b为常数.对水蒸汽:a=5.74#10-6m6atmmol,b=30.5#10mmol.温度循环可以用炉温控制,炉温控制精度为%1.接头的残余应力、热应力及蒸汽工作压力都可以较为真实地反映实际运行状况.运用拉森&米勒公式,不难得出温度与时间的对应关系.在实验条件下,用提高温度的方法加速试验,试验温度为650,温度循环见图2.设计管长约220mm.经计算,在650下,加3 试验结果及分析3.1 残余应力试验结果及分析焊态及760/90min的焊后热处理接头残余应力分布见图3 由图3可以看出:58 武汉水利电力大
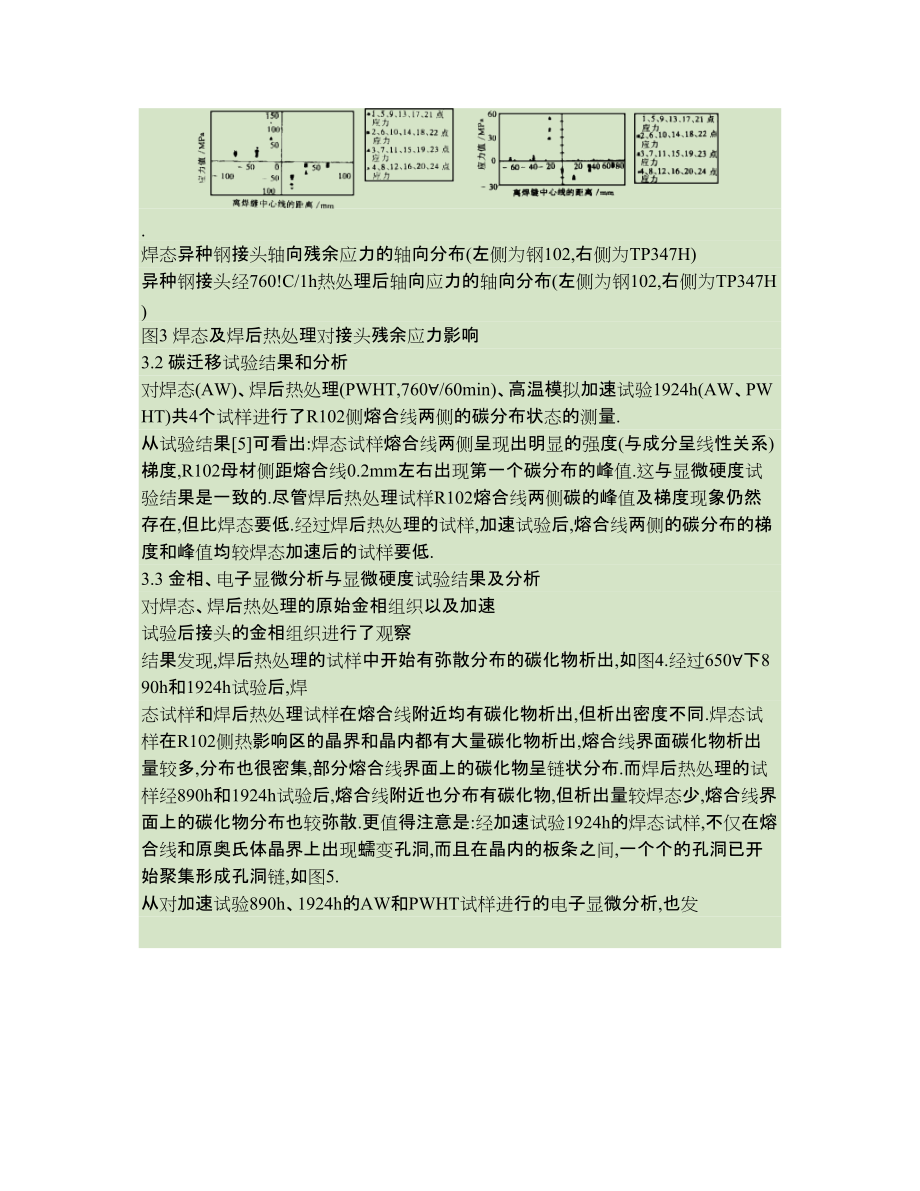
9、学学报1998(1)接头外表面轴向残余应力在R102侧为拉应力,在TP347H侧为压应力;(2)PWHT前后的焊接残余应力分布形状大致相符;(3)经PWHT后接头的应力峰值只为焊态时的50%,且远低于接头的屈服极限;(4)R102与TP347H的异种钢接头的焊接残余应力场宽度大致在80mm范围内.焊态异种钢接头轴向残余应力的轴向分布(左侧为钢102,右侧为TP347H)异种钢接头经760!C/1h热处理后轴向应力的轴向分布(左侧为钢102,右侧为TP347H)图3 焊态及焊后热处理对接头残余应力影响3.2 碳迁移试验结果和分析对焊态(AW)、焊后热处理(PWHT,760/60min)、高温模拟
10、加速试验1924h(AW、PWHT)共4个试样进行了R102侧熔合线两侧的碳分布状态的测量.从试验结果5可看出:焊态试样熔合线两侧呈现出明显的强度(与成分呈线性关系)梯度,R102母材侧距熔合线0.2mm左右出现第一个碳分布的峰值.这与显微硬度试验结果是一致的.尽管焊后热处理试样R102熔合线两侧碳的峰值及梯度现象仍然存在,但比焊态要低.经过焊后热处理的试样,加速试验后,熔合线两侧的碳分布的梯度和峰值均较焊态加速后的试样要低.3.3 金相、电子显微分析与显微硬度试验结果及分析对焊态、焊后热处理的原始金相组织以及加速试验后接头的金相组织进行了观察 结果发现,焊后热处理的试样中开始有弥散分布的碳化
11、物析出,如图4.经过650下890h和1924h试验后,焊态试样和焊后热处理试样在熔合线附近均有碳化物析出,但析出密度不同.焊态试样在R102侧热影响区的晶界和晶内都有大量碳化物析出,熔合线界面碳化物析出量较多,分布也很密集,部分熔合线界面上的碳化物呈链状分布.而焊后热处理的试样经890h和1924h试验后,熔合线附近也分布有碳化物,但析出量较焊态少,熔合线界面上的碳化物分布也较弥散.更值得注意是:经加速试验1924h的焊态试样,不仅在熔合线和原奥氏体晶界上出现蠕变孔洞,而且在晶内的板条之间,一个个的孔洞已开始聚集形成孔洞链,如图5. 从对加速试验890h、1924h的AW和PWHT试样进行的
12、电子显微分析,也发现熔合线图4 PWHT(760/60min) 图5 AW(1924h)晶内板条间出现了孔洞链第2期杨厚君等:焊后热处理对A/F异种钢焊接接头影响的试验研究 59和原奥氏体晶界上,AW试样的蠕变孔洞不仅比PWHT试样密集,而且孔洞尺寸也大,如图6、7.持久强度试验反映了10万h以后,PWHT试样的持久断裂强度开始超过AW试样,而且随着时间的增长,两者的差值越益明显6. AW、PWHT试样以及加速试验1924h的AW和PWHT试样的显微硬度测试结果如图8所示.图6 AW+650/1924h 图7 PWHT+650/1924h(a) AW (b)PWHT(c) AW+650/192
13、4h (d) PWHT+650/1924h图8 显微硬度(HV)试验结果从图中可以看出,焊态试样在650下加热,R102侧HAZ的硬度呈明显下降趋势.随着试验时间的延长,这种趋势变得平缓.焊后热处理使界面附近硬度明显低于AW试样.在随后的650长时间试验中,硬度也逐渐减小,下降的趋势比焊态试样平缓.经过650、1924h后,AW和PWHT试样的硬度变化趋于一致.3.4 接头耐蚀性试验结果及分析对奥氏体不锈钢,760的高温回火,可能会因铬的碳化物析出而降低耐蚀性能 因此,焊后热处理对奥氏体不锈钢侧会有不利影响.本文通过试验发现,焊后热处理使接头的耐腐60 武汉水利电力大学学报1998蚀性能有所下
14、降,但没有明显的晶间腐蚀倾向.焊态试样和焊后热处理试样用C法进行的耐腐蚀性能评定等级均为一级.由此可以看出:采用脉冲TIG工艺焊接的接头,经过760、1h的焊后热处理不致造成明显的晶间腐蚀倾向.不过,为了避免不锈钢在晶间腐蚀敏化温度停留时间过长,焊后热处理时间不宜过长.早期脆性失效的作用.(4)焊后热处理不会造成明显的晶间腐蚀倾向.参考文献1 RobertsDI,ViswanathanR Dissimilarweldmentsinfos sil firedpowerplanttechnicaloverview.Proceedingssemi narondissimilarweldinfossi
15、l fired,1985.2 日米谷茂著.残余应力的产生与对策.北京:机械工业出版社,1983.3 王维容.关于焊接残余应力测试方法的研究.焊接学报,1989,10(3):1811874 赵清澄等编.实验应力分析.北京:科学出版社,1987.5 杨厚君.异种钢焊接接头碳迁移状态辩识与焊接工艺因素对接头高温性能影响的研究:学位论文.武汉:武汉水利电力大学,1997.6 章应霖等.电站F/A异种钢接头早期失效及其防治措施.武汉水利电力大学学报,1998,31(1):83874 结 论(1)焊后热处理对消除异种接头的淬硬倾向取到了积极作用.(2)焊后热处理可以取到调整异种接头残余应力的作用,尽管不能
16、完全消除接头残余应力,但对接头的应力状态有利.(3)焊后热处理抑制了蠕变孔洞的早期形核聚集和长大,可以取到延长接头的服役寿命和防止TheTestingandResearchingabouttheEffectofPostweldHeatTreatmentonA/FDissimilarMetalWeldedJointsYangHoujun(CentralChinaPowerGroupCo.)CaoSheng LuWenguang ZhangYinlin(CollegeofPowerandMechanicalEngineering)Abstract TheresidualstressesofA/Fdissimilarmetalweldedjointsoftwoconditionsofas weldedandpost weldheattreatmentweremeasured.Andcarbonredistributions,structures,hardnessesandtheabilitiesofanti corrosionwereanalys
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 四川省内江市东兴区2025届初三培优班考前测验(生物试题)试题(1)含解析
- 信阳学院《特效短片创作》2023-2024学年第二学期期末试卷
- 南昌影视传播职业学院《工程设计与分析》2023-2024学年第一学期期末试卷
- 吉林电子信息职业技术学院《传感器原理与应用》2023-2024学年第二学期期末试卷
- 南京审计大学金审学院《绿色建筑与节能技术》2023-2024学年第二学期期末试卷
- 浙江水利水电学院《啤酒工艺学》2023-2024学年第二学期期末试卷
- 内江卫生与健康职业学院《电子技术课程设计》2023-2024学年第二学期期末试卷
- 云南省曲靖市沾益县重点名校2024-2025学年初三综合测试(二)英语试题含答案
- 市场营销学前言
- 机器人焊装基础
- 公司企业工匠申报表
- 三字经全文(带拼音及诵读指导)精编版课件
- 井控培训知识课件
- 企业年金培训版教学课件
- 双减背景下小学语文作业的有效设计课件
- 十二讲船舶制冷装置课件
- 健康信息学中医药学语言系统语义网络框架
- 2023年中考语文一轮复习考点梳理+对点训练(原卷版+解析版)(打包7套)
- 普通高中学生综合素质档案填写样表
- 大连理工大学机械制图习题集答案.
- 小学生数学习惯养成总结-ppt课件
评论
0/150
提交评论