



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、产能跟踪分析报告一、现有设备产能核算1、预订工作时间标准A)计划工时计算公式:净可用工时 e=a*b*c*d说明a单班时间/时8根据自身工时计划安排填写b班次/班2根据自身工时计划安排填写c作业率(%80根据自身工时计划安排填写d年出勤天数/天302根据自身工时计划安排填写e净可用时间/时注:1)单班时间:每班总时间-每班的总计可用小时数。2)班次:表示的是每天每个工艺操作的班次数。3)作业率:(总工时-无效工时)/总工时。人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。4)年出勤时间:年出勤天数-表
2、示的是每年的工艺运作的天数(扣除法定节假日、双休日)。5)计算举例:每班 8小时、每天2班次、作业率 80% 年出勤302天,净可用时间=8*2*80%*302=3865.6 时。2、代表产品制程/线能力计算产品年产能=净可用时间(年)/瓶颈工序总加工时间工序 名称设备 名称设备 编R设备 台数加工工时min/ 件辅助工时min/ 件总加工 时间日加工 能力人员 配置备注生产线瓶颈工序设备产能描述:1)瓶颈工序、设备产能,2)其他注:D代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
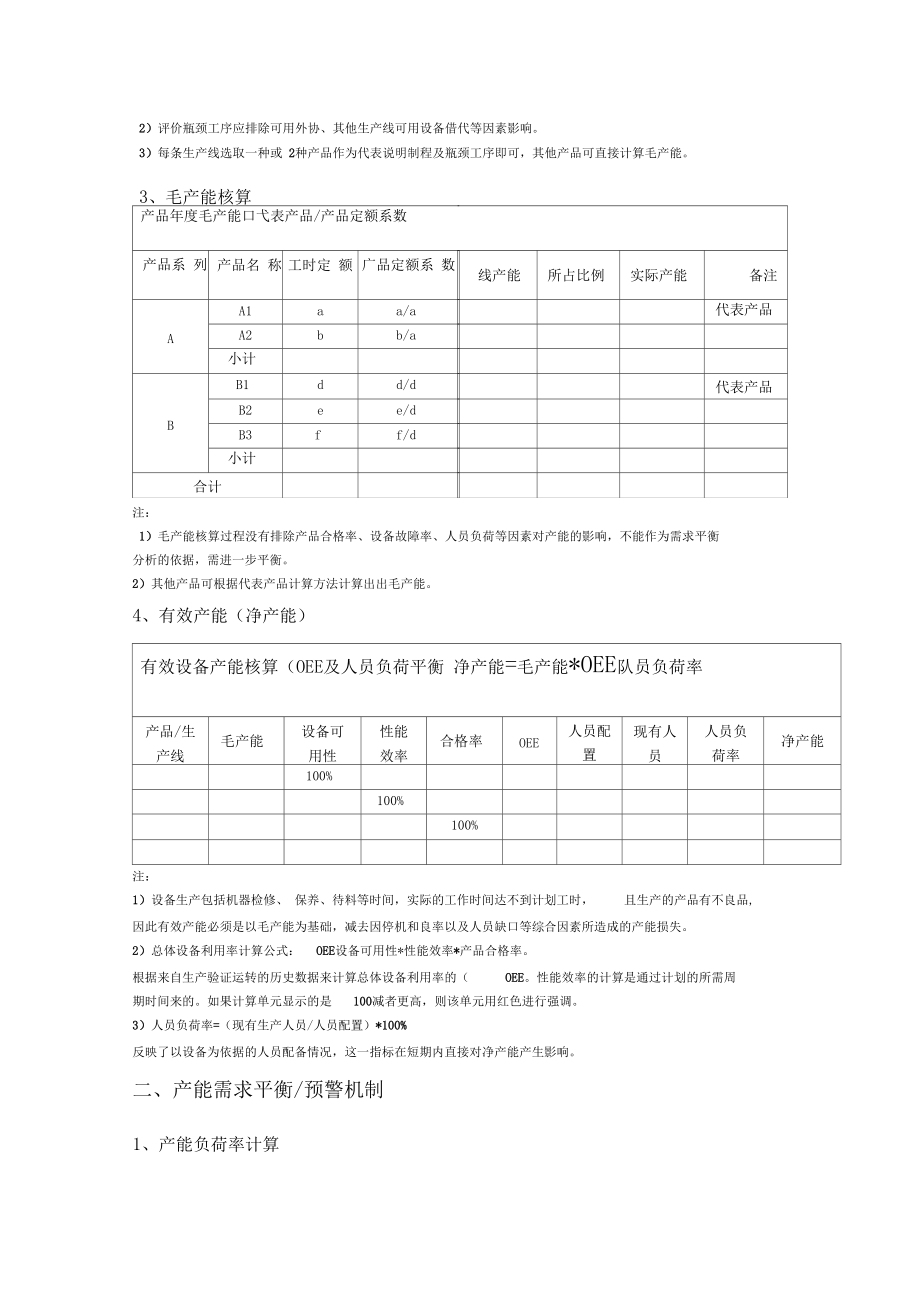
3、2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。3)每条生产线选取一种或 2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。3、毛产能核算产品年度毛产能口弋表产品/产品定额系数产品系 列产品名 称工时定 额广品定额系 数AA1aa/aA2bb/a小计BB1dd/dB2ee/dB3ff/d小计合计线产能所占比例实际产能备注代表产品代表产品注:1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡 分析的依据,需进一步平衡。2)其他产品可根据代表产品计算方法计算出出毛产能。4、有效产能(净产能)有效设备产能核算(OEE及人员
4、负荷平衡 净产能=毛产能*OEE队员负荷率产品/生 产线毛产能设备可 用性性能 效率合格率OEE人员配 置现有人 员人员负 荷率净产能100%100%100%注:1)设备生产包括机器检修、 保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须是以毛产能为基础,减去因停机和良率以及人员缺口等综合因素所造成的产能损失。2)总体设备利用率计算公式:OEE设备可用性*性能效率*产品合格率。根据来自生产验证运转的历史数据来计算总体设备利用率的(OEE。性能效率的计算是通过计划的所需周期时间来的。如果计算单元显示的是100减者更高,则该单元用红色进行强调。3)人员负荷率=
5、(现有生产人员/人员配置)*100%反映了以设备为依据的人员配备情况,这一指标在短期内直接对净产能产生影响。二、产能需求平衡/预警机制1、产能负荷率计算产能负荷率:产能负荷率需求计划净产能产品/生产线净产能需求计划产能负荷率预警设置初步方案> 1红中长期扩能> 1黄短期扩能=1蓝短期扩能/不需扩能V 1蓝不需扩能注:1)产能负荷率反映了企业中长期、短期需求计划对目前净产能比值的柔性指标,其作为产能预警的基础数据,对产能提升计划起指导性作用。2)当负荷率反映3个月以内需求产能状态时,初步方案采取短期产能提升计划;3-6月以上,采取中长期产能提升计划;超过 6个月以上,采取长期产能提升
6、计划。2)预警设置采取红黄蓝三色,具体设置见(三、2)产能预警。2、产能预警注:1)坐标轴纵轴表示产能,横轴为时间进度,两条黑色虚线分别表示长期扩能预警、短期扩能预警,红色实 线为需求线(变化情况可参照历史数据)。2)当需求线在短期扩能预警线以下时显示为蓝色椭圆。不设预警,不需扩能;当需求线在短期扩能预警线 与长期扩能预警线之间时,设置黄色预警,采取短期产能提升计划;当红色需求线超过长期扩能预警线, 并长时间处于短期最大可获得差能之上,采取红色预警,并策划中长期扩能计划。三、需求平衡/产能提升策略1、约束产能的解决对策通过设置产能预警线, 提前对可能产生约束的时间点提出产能扩充的对策建议,并针
7、对各类扩充对策预留实施提前期。2、超过短期预警线的解决对策:可以在标准产能的基础上快速扩充,并在1 个月内投入使用,内容概括为(括号内为准备周期) :1)人力资源:A)增加班次,采取两班制或三班制(1小时1星期)B) 加班,适当延长工作时间( 1 小时 1 星期)C) 内部支援,其他线暂时借调( 1 小时 1 星期)D) 借用外协员工(培训期在1 个月内) ;2) 增大外协量、外包量(增大现有的计划外协比例, 1 星期 2 星期) ;3) 设备资源:内部调配或快速购买( <1 个月) ;机器增加开机的台数、开机时间( <1 个月) 。4) 场地资源:内部调配( <1 个月)等 .3、超过长期产能预警线的解决对策:无法在现有资源基础上扩充达到,需要新增设备、人员,通常这种产能扩充需要一个月或更长的准备周期。1) 人力资源:招聘新员工,准备周期超过1 个月;2) 设备资源:需要新申购( >1 个月)3)新增场地、新设生产线(内部调整、新租建:准备周期在1 个月以上)4)新增车间或厂房(需要论证,总裁签字,准备周期1 个月以上
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 个人生活应急借款协议2024版版A版
- 二零二五年度茶楼经营权及特色茶饮配方转让合同3篇
- 2024石子供应合同:违约责任与争议解决
- 《人民代表大会:我国的国家权力机关》说课稿
- 2025年度私立医院牙科技术合作承包合同范本3篇
- Unit 3 Keep Fit Section B Project说课稿 -2024-2025学年人教版(2024)七年级英语下册
- 2024版销售推广代理协议书
- 专业工程资金贷借协议精简版版B版
- 2025年离婚后房产分割及共有权处理合同4篇
- 二年级数学计算题专项练习
- 三年级数学寒假作业每日一练30天
- 二年级数学上册100道口算题大全 (每日一套共26套)
- 浙教版初中科学八下《表示元素的符号》课件
- 总住院医师管理制度
- 八年级上册历史 第二单元 社会主义制度的建立与社会主义建设的探索
- DB31T 360-2020 住宅物业管理服务规范
- 园林绿化工程大树移植施工方案
- 应收账款最高额质押担保合同模版
- 基于新型光弹性实验技术的力学实验教学方法探索
- 诉前车辆保全申请书(5篇)
- 医院后勤保障管理组织架构图
评论
0/150
提交评论