



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、镀金刨槽工艺WEIHUA system office room WEIHUA 16H-WEIHUA WE镀金刨槽工艺镀金加工是机械加工中一个不可或缺的组成部分,尤其在航空、家电、汽车、 电梯等行业中,锁金零件应用甚广。折弯工序作为镀金加工中唯一一道单体成 形工序,是镀金加工中最为重要的工序之一,折弯工艺的好坏将直接影响到产 品的成形尺寸和外观。因此,如何保证折弯过程中工件的成形尺寸和角度,是 折弯工艺中一个重点研究的内容。随着经济的发展以及人们生活水平的提高,人们感官追求的目标也日益攀升, 在一些高档场所的金属装饰中,金属薄板饰品弯制的形状越复杂,越能体现设计 师的设计水准和新潮风格,从而吸引
2、广大客户的眼球。同时工件还要满足折弯 棱边圆弧半径尽可能的小、工件表面无折痕、装饰面无压痕等工艺要求。传统 折弯机折弯已经无法达到这一特殊的工艺要求,因此,在金属板材上进行刨槽 折弯的工艺应运而生。本文主要讲述刨槽工艺的特点及开槽方式,以及如何在 折弯过程中保证折弯的尺寸和角度。传统折弯方式与其局限性传统折弯工艺是在折弯机上下模的压力下,利用下模开口处的两棱边和上模顶 端的棱边对金属板材进行折弯,金属板材经弹性形变到塑性形变的过程。其折 弯角度则由上模进入下模的深度来决定,折弯半径R2板厚t (图1)。当今社 会,人们对工件形状要求越来越高,一些形状复杂的工件如图2所示,使用传 统的自由折弯、
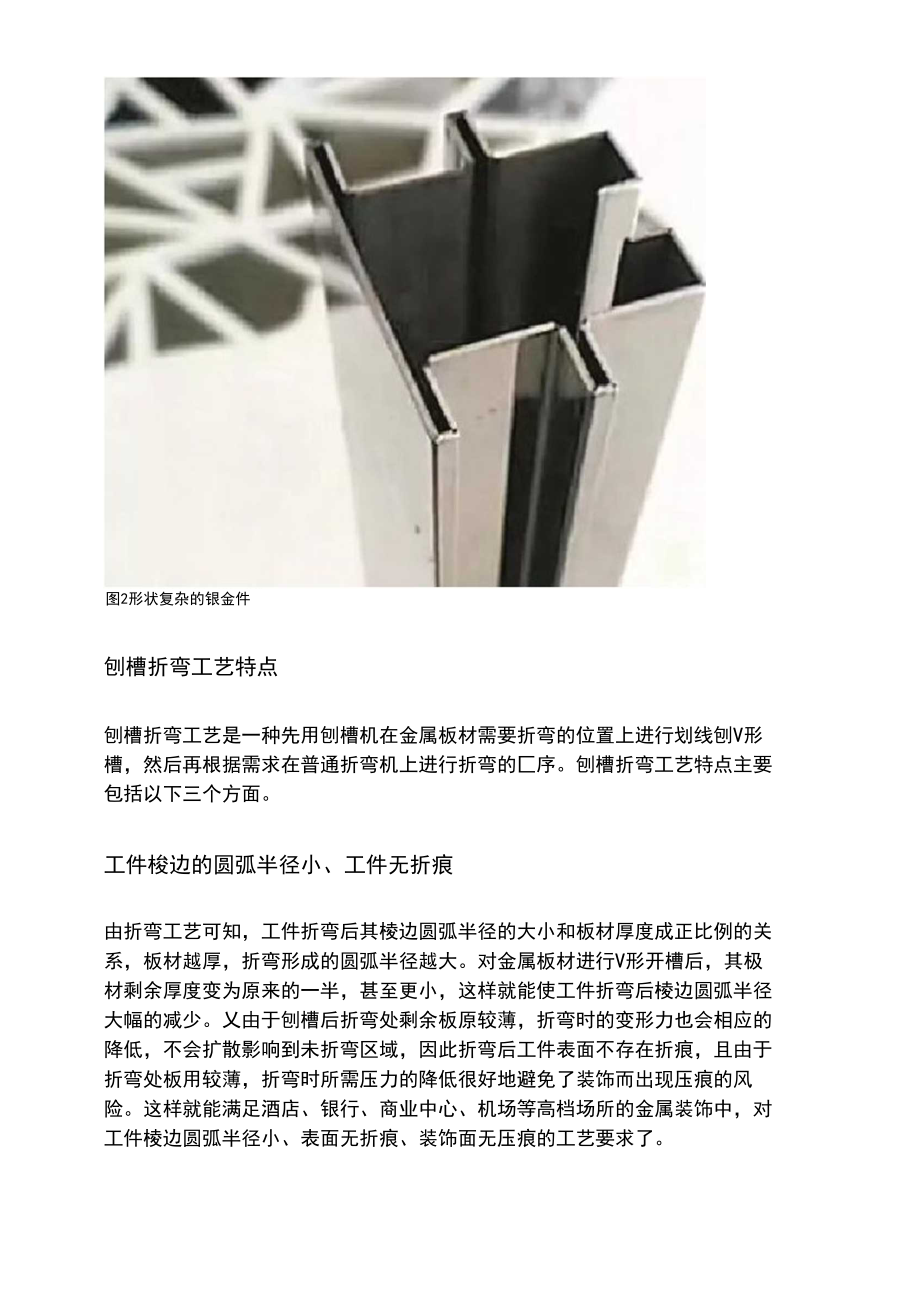
3、折弯机折弯甚至三点式折弯工艺都已无法弯制,且传统折弯方 式无法控制折弯圆角的半径大小,难以实现无痕折弯的工艺要求。因此,一种 新兴的折弯工艺一刨槽折弯工艺应运而生。图2形状复杂的银金件刨槽折弯工艺特点刨槽折弯工艺是一种先用刨槽机在金属板材需要折弯的位置上进行划线刨V形 槽,然后再根据需求在普通折弯机上进行折弯的匚序。刨槽折弯工艺特点主要 包括以下三个方面。工件梭边的圆弧半径小、工件无折痕由折弯工艺可知,工件折弯后其棱边圆弧半径的大小和板材厚度成正比例的关 系,板材越厚,折弯形成的圆弧半径越大。对金属板材进行V形开槽后,其极 材剩余厚度变为原来的一半,甚至更小,这样就能使工件折弯后棱边圆弧半径
4、大幅的减少。乂由于刨槽后折弯处剩余板原较薄,折弯时的变形力也会相应的 降低,不会扩散影响到未折弯区域,因此折弯后工件表面不存在折痕,且由于 折弯处板用较薄,折弯时所需压力的降低很好地避免了装饰而出现压痕的风 险。这样就能满足酒店、银行、商业中心、机场等高档场所的金属装饰中,对 工件棱边圆弧半径小、表面无折痕、装饰面无压痕的工艺要求了。降低了板材折弯所需要的设备吨位 在折弯工艺中,金属板材所需折弯力和其厚度成正比。金属板材厚度越大,所 需折弯力就越大,所需的设备吨位也相应提高。在折弯前对金属板材折弯处进 行V形刨槽后,使得该处板材剩余厚度大大减少,这样板材折弯时所需折弯力 也会相应减小,从而使得
5、厚板能在较小吨位的折弯机上进行折弯。这样做既减 少了对设备的投资,乂节约了能耗和场地。复杂形状工件的弯制以及对回弹力的控制图2所示的零件在一般的折弯机上无法折弯成形,但可以通过在折弯处开V形 槽后再进行手工折弯的方式来实现该零件的折弯成形。此外,还可以通过控制 板材剩余厚度的方法来实现对回弹力和回弹角的控制。若将刨槽后的剩余板厚 控制在左右,就能使回弹角变得很小,回弹基本可以忽略。V形槽的开槽方式在镀金生产中,常用龙门刨床和金属薄板开槽机对金属板材进行V形开槽。将 所要刨槽折弯的板材放到开槽机上进行定位,然后输入板材厚度进行自动对刀 刨槽。在刨槽时,要注意以下两个方面。开槽深度和剩余厚度设置图
6、3刨槽效果在板厚一定的情况下,开槽深度和剩余厚度是一个对应值,根据折弯工艺要求 先设定一个剩余厚度值,一般默认设为,最小不宜小于。然后根据板材的厚度 设置走刀数以及进刀深度。由于要控制毛刺和保护刀具,进刀量不宜太大,一般第一刀槽深不能超过,且至少要分两刀进行,不宜一刀刨完。例如对一块板 厚为、开槽后板厚余量为的不锈钢板材进行刨槽,第一刀设置的进刀量,第二 刀设置的进刀量。两刀过后,剩余量刚好达到,且毛刺相对较小,如图3所 示。开槽角度的设置由折弯工艺可知,金属板材在折弯成形时,都有不同程度的回弹变形,从而造 成折弯角度的偏差。在开V形槽时,可根据工件所需折弯角度进行合理化开 槽。一般V形槽的开
7、槽角度都要比折弯成形的角度大1。2。,例如折弯一个 90。的工件,V形槽角度可开成92° (图4),这样就能很好的避免折弯回弹造 成的角度误差了(图5)。2.0图4开槽角度与深度图5成形及控制回弹效果槽刀的选择和数量的设定槽刀的种类与选择槽刀的种类主要分为菱形顶角槽刀、正方形槽刀、三角形槽刀、圆形槽刀等 (图6),刨槽时可根据V槽的不同形状和角度来选择合适的刀具。刨普通V 形槽时,刀具角度应该小于V形槽的角度。例如V形槽角度为45。60°1时应选 择菱形顶角为35。的槽刀,角度为60。80。时应选择正三角形槽刀,角度为 80。900H寸应选择菱形顶角为80。的槽刀,角度大于
8、90。时应选择正方形槽刀, 开圆槽时则选用圆形槽刀。刀具种类菱形顶角80°0菱形顶角55°0菱形顶角35°正方形正三角形等边不等角六边形O圆形O图6刀具种类与形状刀具数量的设定在对尺寸较长的板材进行较深的刨槽时,单把刀具进行连续刨槽路径较长容易 造成刀具过热磨损、刨槽效果变差、毛刺较大等问题。例如对一块长为2m的 不锈钢进行2mm的刨槽时,若第一刀进刀量设置为,连续刨2m,刀具会因发 热过大而硬度变软,容易导致以后的刨槽质量下降,毛刺增大:若进刀量为的 话,刨完2mm的V形槽需要走10刀,大大影响加工效率。因此,对尺寸较长 的板材进行刨槽时,除了要设置好进刀量以外
9、,还要设置同时工作的刀具数量,这种情况下一般采用34把刀同时工作(图7),每把刀的进刀量相差 2mm左右,如第一把刀进刀量为5mm,则第二、第三、第四把刀进刀量分别 为7mm、9mm、11mm。这样既能保证刨槽质量,乂能提高工作效率。图7槽刀的数量及安装方式如何避免折弯角度和尺寸的偏差对于折弯工艺而言,折弯成形的好坏主要取决于折弯的角度和尺寸这两个重要 的参数。折弯时.,为了保证折弯的成形尺寸和角度,需要注意以下几个方面的 问题。上下模对刀不同心,会导致折弯尺寸出现误差,折弯前需先对上下模刀具进 行对心调整。后挡料块左右位置移动后,板料与下模的相对位置可能发生变化,从而影响 折弯尺寸,折弯前需重新测定后挡料块位置距离。工件与下模平行度不够,会造成折弯回弹,影响折弯角度,折弯前需测量并 调整平行度。一次折弯角度不足时.,二次折弯也会受到影响,折弯误差的累积会导致工件 成形尺寸和角度误差加大,因此保证单边折弯时的准确性尤为重要。折弯时,下模V 口的大小与折弯压力成反比,在加工不同厚度的金属板材 时,需要按规定选择合适的下模V形槽,一般选择板厚的68倍最为合适。工件在刨V形槽后在折弯机上进行折弯时。,要保证上模棱边、工件V形槽底 边以及下模V形槽底边在同一垂面上。在对刨槽后工件进行折弯时,为了防止夹刀,上模角度最好控
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 多系统萎缩的临床护理
- 2025编写房屋租赁合同范文
- 《经济计量模型分析与应用》课件
- 邵阳一中联考试卷及答案
- 山西期中考试卷及答案
- 三中一模政治试卷及答案
- 2025简单商铺租赁合同样本
- 砖瓦企业生产调度与物流管理考核试卷
- 生物能源在农业领域的应用与创新考核试卷
- 网络直播平台内容创新与监管考核试卷
- 胃肠炎护理教学查房
- 护士站管理制度
- 药物服用指导与患者教育试题及答案
- (四调)武汉市2025届高中毕业生四月调研考试 英语试卷
- 特种设备事故压力容器应急预案演练记录
- 铁道概论道岔的结构课件
- 2025-2030中国硫代硫酸铵行业市场现状供需分析及投资评估规划分析研究报告
- (一模)2025年抚顺市普通高中高三模拟考试地理试卷(含答案)
- 工业废气治理工(技师)职业技能鉴定理论试题及答案
- 肩关节镜相关知识
- T-FJZYC 11-2024 金线莲初加工技术规程
评论
0/150
提交评论