



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
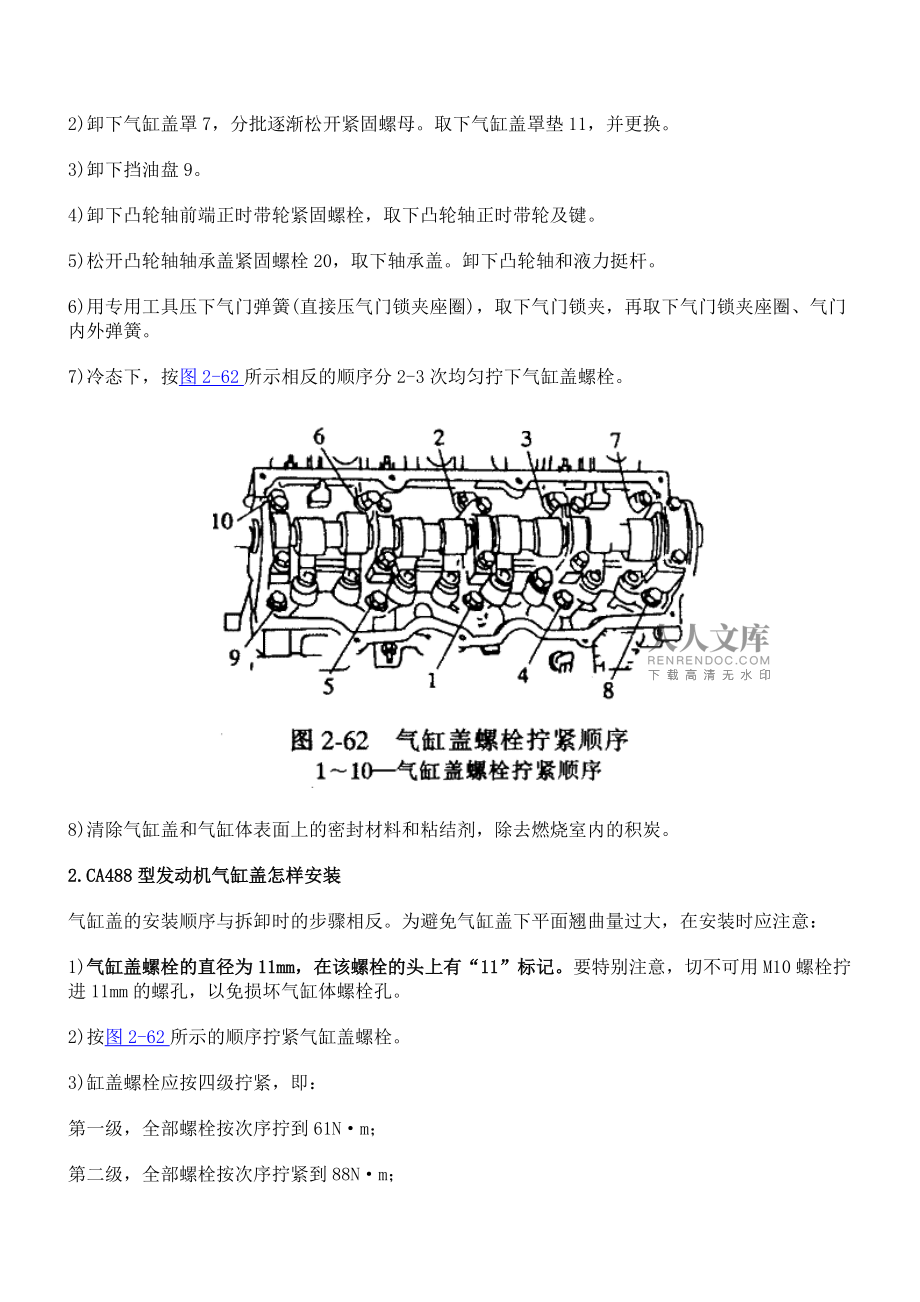
1、1.CA488型发动机气缸盖怎样拆卸如图2-61所示,CA488型发动机气缸盖的拆卸步骤如下:1)卸下加机油盖8。 2)卸下气缸盖罩7,分批逐渐松开紧固螺母。取下气缸盖罩垫11,并更换。3)卸下挡油盘9。4)卸下凸轮轴前端正时带轮紧固螺栓,取下凸轮轴正时带轮及键。5)松开凸轮轴轴承盖紧固螺栓20,取下轴承盖。卸下凸轮轴和液力挺杆。6)用专用工具压下气门弹簧(直接压气门锁夹座圈),取下气门锁夹,再取下气门锁夹座圈、气门内外弹簧。7)冷态下,按图2-62所示相反的顺序分2-3次均匀拧下气缸盖螺栓。8)清除气缸盖和气缸体表面上的密封材料和粘结剂,除去燃烧室内的积炭。2.CA488型发动机气缸盖怎样安
2、装气缸盖的安装顺序与拆卸时的步骤相反。为避免气缸盖下平面翘曲量过大,在安装时应注意:1)气缸盖螺栓的直径为11mm,在该螺栓的头上有“11”标记。要特别注意,切不可用M10螺栓拧进11mm的螺孔,以免损坏气缸体螺栓孔。2)按图2-62所示的顺序拧紧气缸盖螺栓。3)缸盖螺栓应按四级拧紧,即:第一级,全部螺栓按次序拧到61N·m;第二级,全部螺栓按次序拧紧到88N·m;第三级,全部螺栓按次序再拧紧到88N·m;第四级,在第三级的基础上,再拧紧1/4圈,拧紧力矩应超过122N·m,如不到此值,则应更换螺栓。3.EA825型发动机气缸盖怎样拆装以EA825型发动
3、机左侧气缸盖为例,其拆卸步骤如下:1)从歧管上拧下排气管(发动机不带废气再循环系统),如图2-63所示。2)拔下所有火花塞插头和喷油器上的所有插头。3)拆下并取出进气管(如图2-64所示),用一块干净的布封闭开孔。4)拆下气缸盖后部的冷却液管。5)如图2-65所示,拆下一氧化碳取样管、空燃比传感器、排气歧管上的隔热板。6)拆下气缸盖罩、正时带后部防护罩。7)拆下气缸盖。安装气缸盖时,螺栓的拧紧顺序如图2-66所示。拧紧时分为两步:第一步拧至60N·m;第二步再拧1/2圈。4.怎样检查气缸盖下平面的变形量气缸盖平面应平整,不可翘曲,其平面度不应超过0.1mm。检测气缸盖下平面 平面度的
4、方法如下:1)翻转气缸盖,使其下平面朝上;2)在如图2-67所示的四个方位上放置直尺。3)用宽尺测出直尺与气缸盖下平面间的间隙值,其值即为在该方位上的气缸盖平面度。若平面度超过许用极限,可用细油石或砂纸将缸盖打磨平。如果翘曲过大,可进行磨削,但磨削量一般不得超过0.25mm,以免发动机压缩比变得过高。5.发动机活塞连杆怎样拆卸图2-68和图2-69所示分别为CA488型、EA113型发动机活塞连杆,其拆卸步骤如下:1)对于CA488型发动机拆卸连杆前,先在连杆和连杆盖上打标记,各个连杆盖不能互换,安装时标记在同一侧。2)转动曲轴,使连杆轴承盖处在油底壳一侧,均匀地分2-3次松开连杆螺母,最后取
5、下连杆螺母及连杆盖。拆卸时使用专用工具,避免曲轴转动。3)从气缸体下端取出活塞与连杆,并将各缸活塞与连杆做好标记。按规定顺序放好,安装时不得互换。4)拆下活塞销卡环,卸下活塞销。拆卸时应使用专用工具。6.发动机活塞环怎样拆装除油环外,拆装气环时都应使用活塞环钳,如图2-70所示。对于CA488型发动机注意:1) 气环上带有“O”记号的是美国环,装配时“0”记号朝上。2) “0”记号与环内倒角同向的,为第一道气环,装在第一道环槽里;3) “0”记号与环内侧角异向的,为第二道气环,装于第二道环槽里。2)气环上不带记号的为国产环,第一道气环为桶形断面环,装在第一道环槽里,没有装配方向要求;第二道气环
6、为矩形断面环,有内倒角,装在第二道环槽里,其内倒角应当朝下。3)装油环时,先把衬环装于环槽内,然后在衬环的上下各装入一片刮片。装配后,活塞环的开口位置分布如图2-71所示。对于EA113型和EA825型发动机,活塞环上的“TOP”标记必须朝向活塞顶。7.活塞环的开口间隙怎样测量在测量活塞环开口间隙时,首先将活塞环放入气缸内,然后用活塞顶面将活塞环向气缸内推平,约距离气缸底端15-16mm处,用塞尺测量开口间隙(如图2-72所示),其间隙值如表2-7所示。表2-7 (mm)发动机型号项目CA488EA113EA825标准值极限值标准值极限值标准值极限值第一道气环0.25-0.511.500.20
7、-0.400.800.20-0.501.00第二道气环0.23-0.481.500.20-0.400.800.20-0.501.00两年组合油环0.20-0.400.80二件组成合油环0.25-1.272.000.25-0.500.800.20-0.501.008.活塞环的侧隙怎样测量将活塞环装入活塞的槽中,用塞尺测量其侧隙(图2-73所示),其间隙值见表2-8所示。表2-8(mm)发动机型号项目CA488EA113EA825标准值极限值标准值极限值标准值极限值第一道气环0.038-0.0780.1500.02-0.070.120.02-0.080.10第二道气环0.038-0.0430.15
8、00.02-0.070.120.02-0.080.10油环0.200.02-0.060.120.02-0.080.109.怎样测量活塞的几何尺寸活塞几何尺寸的测量部位如图2-74所示。曲柄连杆机构的检修对于CA488型发动机,活塞尺寸B在裙部高度C处测量为87.435-87.500mm。活塞裙部应是椭圆形的,尺寸A应比尺寸B小0.35-0.40mm。活塞裙部在横截面上为锥形,D处尺寸应比C处尺寸小0.025-0.075mm。对于EA113型和EA825型发动机,在活塞裙部底边以下大约10mm处与活塞销成90°的地方测量。要求与标称尺寸的最大偏差为0.04mm。10.怎样检查气缸直径在
9、正常的环境温度条件下,按照图2-75所示的1、2、3三个点A、B两个方向测量气缸直径。表2-9所示为发动机气缸尺寸误差值。表2-9(mm)发动机型号项目CA488EA113EA825圆度0.050.100.80锥度0.050.050.0511.CA488型发动机气缸怎样进行珩磨CA488型发动机当缸筒圆度和锥度增大到0.15mm以上时,缸筒需要珩磨,其最大加大量为0.5mm。珩磨时,选用装有280号砂条的珩磨工具,珩磨主轴的转速控制在200-300r/min,调整珩磨头的上下行程速度以得到50°-60°的珩磨网纹(如图2-76所示),一般经过20-60个往复行程就须检查一次
10、缸筒尺寸,直到达到预选尺寸为止。珩磨时必须使用珩磨机油,不得使用发动机机油、酒精或其他矿物油。珩磨后,应彻底清洗缸体,以清除残留的磨粒,在整体干燥气缸体后,再用干净布擦到无脏物为止,最后在加工面上涂上机油。12.CA488型发动机怎样镶缸套CA488型发动机当缸筒磨损或拉缸时,允许用镶缸套的方法修复。首先按图2-77所示要求加工缸筒,并且将半成品缸套压入加工好的缸孔中,然后按珩磨缸筒的方法珩磨缸套孔,与选装的活塞相配,配缸间隙为0.013-0.038mm,最大不得超过0.12mm。检查珩磨后的缸套孔,其锥度不超过0.22mm,缸筒中心线必须与曲轴主轴承孔中心线垂直,其垂直度在25.4mm的长度
11、内应小于0.005mm,在总长度内不超过0.064mm。13.CA488型发动机活塞销怎样拆装CA488型发动机的活塞销与活塞销座孔、连杆小头孔的连接采用“半浮式”,即发动机在工作时,活塞销与连杆小头孔的配合为过盈配合(销不能在孔中转动),而活塞销与活塞销座孔的配合为间隙配合,活塞销的两端不需定位卡环。在拆装活塞销时,不允许用锤子硬砸,应该使用手动压力机压出或压进。为避免裙部被压得变形及活塞销被压斜,应使用专用拆装支座(图2-78所示)。压出活塞销时,短棒2应装在下方,引导活塞销下移,长棒3作为压头装在上方。装活塞销时,长棒3装于下方,引导活塞销下移,短棒2作为压头装于上方。若用不大的压力便可
12、将活塞销压入连杆小头孔内,则意味着二者配合不够紧,需成组地更换活塞、活塞销及活塞或连杆。装配活塞销时,应注意使连杆、连杆轴承盖及活塞顶部的朝前记号在同一方向。14.CA488型发动机连杆怎样检查和校正检查连杆弯曲和扭曲时,把检验用活塞销紧密地装入连杆小头孔中,再把三点支承检验量规放到活塞销上,把连杆大头装到直线对准器上。三点支承检验量规将连杆的变形放大了,可用塞尺插入上支承点或两个下支承点检验连杆的弯曲量或扭曲量。当上支承点有空隙可以插入塞尺时,连杆就有弯曲变形,如a所示:当连杆有扭曲变形时,两个下支承点就有一个有空隙,如图2-79b所示。一般地说,连杆的弯曲量及扭曲量,其长度每100mm不应
13、超过0.06mm。否则,应予以校正,校正方法如图2-80所示。15.怎样检查连杆轴承径向和轴向间隙1)将连杆轴瓦被测面的机油清洗干净,防止塑料间隙规溶于机油中。2)把一小段塑料间隙规横置于连杆盖中轴瓦的全宽上,拧紧连杆螺母至61N·m(CA488型)或20N·m(EA113型和EA825型)。不要进一步拧紧,也不要转动曲轴。3)卸下连杆盖,用量尺与压扁的塑料间隙规的宽度比较(如图2-81所示)。量尺条纹上的数值即为连杆径向间隙值,其间隙值如表2-10所示。表2-10(mm)发动机型号项目CA488EA113EA825标准值极限值标准值极限值标准值极限值径向间隙0.019-0
14、.0870.150.01-0.060.120.015-0.0620.12轴向间隙0.13-0.300.370.05-0.310.374)连杆大头轴向间隙,可用塞尺检测(如图2-82所示),其间隙值如上表所示。16.怎样安装活塞安装活塞时,转动曲轴使连杆轴颈的轴线与气缸中心线重合。为防止划伤连杆轴颈,要用螺纹保护套套住连杆螺栓。安装时,用活塞环缩口工具将活塞连杆总成装进缸孔内(如图2-83所示)。在连杆螺栓螺纹上涂机油,拧紧螺母的力矩为54N·m+1/4圈(CA488型)或30N·m+1/4圈(EA113型)。 17.CA488型发动机曲轴后油封怎样更换用一字旋具拆卸曲轴后油封时,旋具要撬在油封上(如图2-84所示),不要损坏油封座内孔表面和曲轴法兰密封面。油封撬出后,各表面应清理干净。安装曲轴后油封时,先将专用工具套在曲轴端面上(如图2-85所示),在油封的外圆上涂上一层密封胶,而后将油封套在专用工具上,再用塑料锤将油封轻轻敲击就位。检查油封安装是否正确。为了保证油封座与缸体之间的密封,应按图2-86所示涂敷厌氧密封胶。18.CA488型发动机曲轴前油封怎样更换拆卸曲轴前油封之前应先卸下油封座螺栓,取下正时带轮防护块和
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 花样跳绳体育课件
- 租铺面合同(2025年版)-@-1
- 初二历史上册知识竞赛
- 2025年成都c1货运从业资格证考试题下载
- 2025年甘肃货运从业资格证网上考试答案大全
- 2025年宁夏货运资格证模拟考试卷
- 2025年福建货运从业资格考试题目大全答案解析
- 2025年石英玻璃纤维布合作协议书
- 2025年AS项目合作计划书
- 2025年甘肃货运从业资格试题答案大全
- 金融科技的发展趋势
- 礼品采购申请单(空表)
- 地震英文课件
- IT设备维修申请表
- 《普通心理学》第七章-思维
- 小学道德与法治-餐桌上的浪费教学课件设计
- 全息头疗课件
- 工业热泵发展白皮书2023-202308-中国节能协会热泵专业委员会
- 落花生的性格
- 医院各科室职责
- 诗词大会训练题库-十二宫格
评论
0/150
提交评论