



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、4.2.1钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求。检查数量:全数检查。序号规范名称规范号条文号1钢结构工程施工质量验收规范GB50205-2001.1、.1、4.4.12建筑钢结构焊接技术规范JGJ81-20023.0.13钢结构工程施工规范GB50755-2012 11.2.4、钢结构焊接规范GB50661-2011 4.0.15建筑钢结构焊接技术规程JGJ81-20023.0.16钢结构高强度螺栓连接技术规程JGJ82-20113.1.7门式刚架轻型房屋钢结构技术规程CECSI02:2002(2012年版)冷弯薄壁
2、型钢结构技术规程GB50018-2002钢结构焊接规范GB50661-2011钢结构工程施工质量验收规范GB50205-2001钢结构工程施工规范GB50755-2012钢结构高强度螺栓连接技术规程JGJ82-2011门式刚架轻型房屋钢构件JG 144-2002波浪腹板钢结构应用技术规程CECS 290-2011钢结构工程施工质量验收规范GB50205-2001强制性条文检验方法:检查质量合格证明文件、中文标志及检验报告等。4.3.1焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。检查数量:全数检查。检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。4.4.1钢结构
3、连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网 架用高强度螺栓、普通螺、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械型和化学试剂型) 地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国 家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时 应分别随箱带有扭矩系数和坚固轴力(预拉力)的检验报告。检查数量:全数检查。检查方法:检查产品的质量合格证明文件、中文标志及检验报告等。522焊工必须经考试合格并取得合格证书.持证焊工必须在其考试合格项目及其 认可范围内焊施。检查数量:全数检查。检验方法:检查焊工合格证及其认可范围、有效期。5.2.4设
4、计要求全焊透的一、二级焊缝采用超声波探伤进行内部缺陷的检验,超声 波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准钢焊缝手工超声波探伤方法和探伤结果分级法GB11345或钢熔化焊对接接头射线照相和质量分级GB3323勺规定。焊接球节点网架焊缝、螺栓球节点网架焊缝 及圆管T、K、丫形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准焊接球节点钢网架焊缝超声波探伤方法及质量分级法JBJ/、螺栓球节点钢网架焊缝超声波探伤方法及质量分级法JBJ/T3034。2、建筑钢结构焊接技术规程JGJ81的 规定。一级、二级焊缝的质量等级及缺陷分级应符合表5.2.
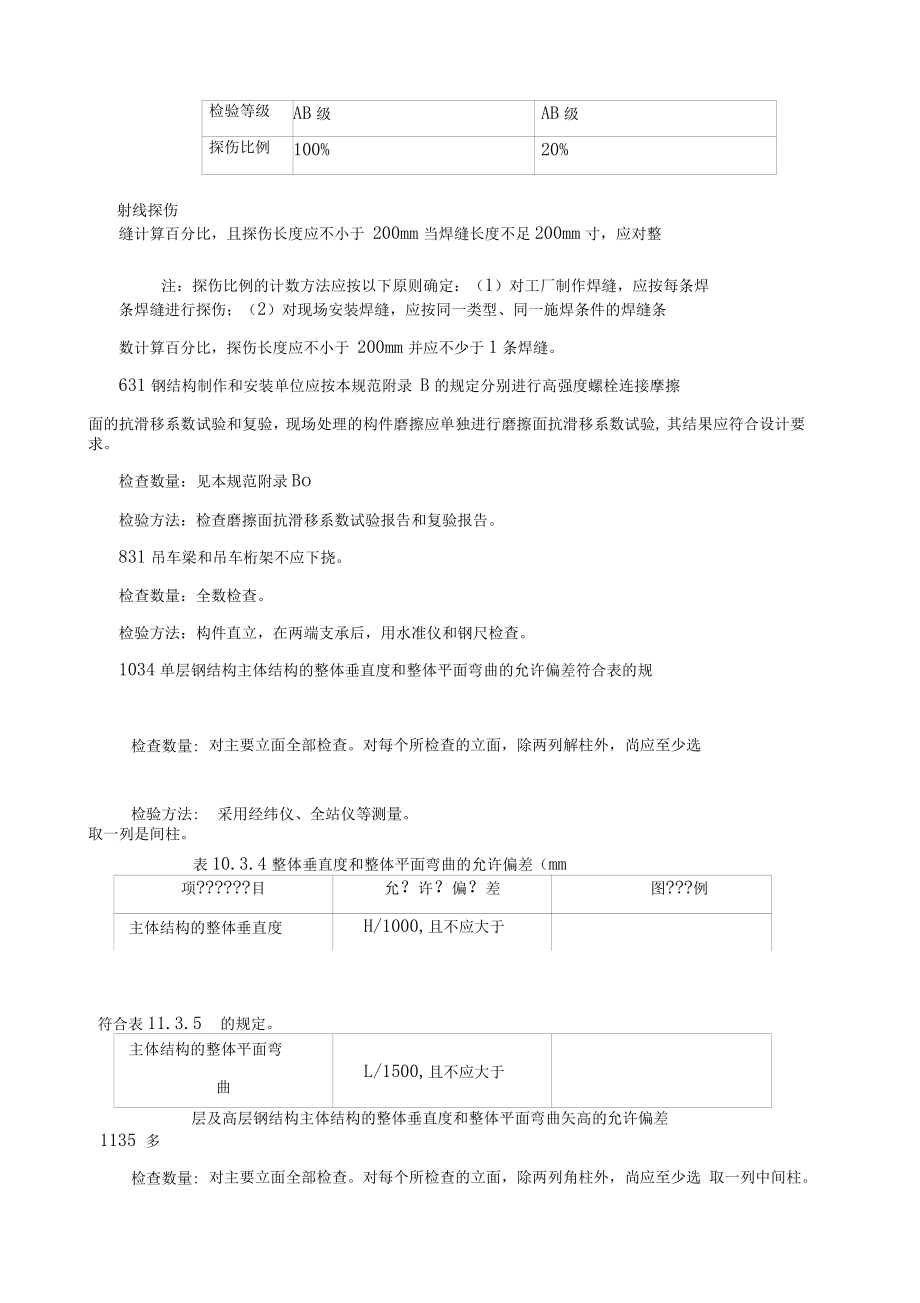
5、4的规定。检查数量:全数检查。检验方法:检查超声波或射线探伤记录。焊缝质量等级一级二级内部缺陷超声波探伤评定等级n检验等级B级B级探伤比例100%20%内部缺陷评定等级n、二级焊缝质量等级或射线探伤记录表5.2.4缝计算百分比,且探伤长度应不小于200mm当焊缝长度不足200mm寸,应对整条焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,探伤长度应不小于200mm并应不少于1条焊缝。631钢结构制作和安装单位应按本规范附录B的规定分别进行高强度螺栓连接摩擦面的抗滑移系数试验和复验,现场处理的构件磨擦应单独进行磨擦面抗滑移系数试验, 其结果应符合设计要求。检查
6、数量:见本规范附录Bo检验方法:检查磨擦面抗滑移系数试验报告和复验报告。831吊车梁和吊车桁架不应下挠。检查数量:全数检查。检验方法:构件直立,在两端支承后,用水准仪和钢尺检查。1034单层钢结构主体结构的整体垂直度和整体平面弯曲的允许偏差符合表的规对主要立面全部检查。对每个所检查的立面,除两列解柱外,尚应至少选取一列是间柱。表10.3.4整体垂直度和整体平面弯曲的允许偏差(mm项?目允?许?偏?差图?例主体结构的整体垂直度H/1000,且不应大于主体结构的整体平面弯曲L/1500,且不应大于层及高层钢结构主体结构的整体垂直度和整体平面弯曲矢高的允许偏差1135多对主要立面全部检查。对每个所检
7、查的立面,除两列角柱外,尚应至少选 取一列中间柱。检验等级AB级AB级探伤比例100%20%射线探伤注:探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊检查数量:检验方法:采用经纬仪、全站仪等测量。符合表11.3.5的规定。检查数量:对于整体垂直度,可采用激光经纬仪、 全站仪测量,也可根据各节柱的垂 直度允许偏差累计(代数和)计算。对于整体平面弯曲,可按产生的允许偏差累计(代检验方法:数和)计算。表11.3.5整体垂直度和整体平面弯曲矢咼的允许偏差(mm项?目允?许?偏?差图??例主体结构的整体垂直度(H/2500+)且不应大于主体结构的整体平面弯曲L/1500,且不应大于
8、12.3.4钢网架结构总拼完成后及屋面工程完成应分别测量其挠度值,且所测的挠度值不应超过相应超过相应设计值的倍。检查数量:跨度24m及以下钢网架结构测量下弦中央一点; 跨度24m以上钢网架结构 测量下弦中央一点及各向下弦跨度的四等分点。检验方法:用钢尺和水准仪实测。涂层厚度均应符合设计要求。当设计对涂层厚度无要求时,15um,室内应为125 um,其允许偏差-25um.每遍涂层干漆膜厚度的允许偏差-5um。1422漆料、涂装遍数、涂层干漆膜总厚度:室外应为检查数量:按构件数抽查10%且同类构件不应少于3件。检验方法:用干漆膜测量厚仪检查。每个构件检测5处,每处的数值为3个相距50mm测点涂层干
9、漆膜厚度的平均值。1433薄涂型防火涂料的涂层厚度应符合有关耐火极限的设计要求。厚漆型防火涂料涂层的厚度,80液以上面积应符合有关耐火极限的设计要求,且最薄处厚度不应低于设计要求的85%检查数量:按同类构件数抽查10%且均不应少于3件。检验方法:用涂层厚度测量仪、测针和钢尺检查。 测量方法应符合国家现行标准钢结构防火漆料应用技术规程CECS24:90的规定及本规范附录F。钢结构工程施工规范GB50755-2012(2012年8月1日起实施)11.2.4钢结构吊装作业必须在起重设备的额定起重量范围内进行;11.2.6用于吊装的钢丝绳、吊装带、卸扣、吊钩等吊具应经检查合格,并应在其额定许可和在范围
10、内使用。钢结构焊接规范GB50661-2011(2012年8月1日起实施)4.0.1钢结构焊接工程用钢材及焊接材料应符合设计文件的要求,并应具有钢厂和焊接材料厂出具的产品质量证明书或检验报告,其化学成分、力学性能和其他质量要求应符 合国家现行有关标准的规定。5.7.1承受动载需经疲劳验算时,严禁使用塞焊、槽焊、电渣焊和气电立焊接头。6.1.1除符合本规范第节规定的免于评定条件外,施工单位首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及焊接工艺参数、预热和后热措施等各种参数的组合条件,应在钢结构构件制作及安装施工之前进行焊接工艺评定。抽样检验的焊缝数不合格率小于2%寸,
11、该批验收合格;抽样检验的焊缝数不合格率大于5%寸,该批验收不合格;除本条第5款情况外抽样检验的焊缝数不合格率为2%5时,应加倍抽检,且必须在原不合格部位两侧的焊缝延长线各增加一处, 在所有抽检焊缝中不合格率不大于 时, 该批验收合格,大于3%寸,该批验收不合格;4批量验收不合格时,应对该批余下的全部焊缝进行检验;5检验发现1出裂纹缺陷时,应加倍抽查,在加倍抽检焊缝中未再检查出裂纹缺陷 时,该批验收合格;检验发现多于1处裂纹缺陷或加倍抽查又发现裂纹缺陷时,该批验收不合格,应对余下焊缝全数进行检查。建筑钢结构焊接技术规程JGJ81-2002(2013年1月1日起实施)3.0.1建筑钢结构用钢材及焊
12、接填充材料的选用应符合设计图的要求,并应具有钢厂和焊接材料厂出具的质量证明书或检验报告;其化学成分、力学性能和其它质量要求必须 符合国家现行标准规定。当采用其它钢材和焊接材料替代设计选用的材料时,必须经原 设计单位同意。4.4.2严禁在调质钢上采用塞焊和槽焊焊缝。5.1.1凡符合以下情况之一者,应在钢结构构件制作及安装施工之前进行焊接工艺评定:1国内首次应用于钢结构工程的钢材(包括钢材牌号与标准相符但微合金强化元素的类别不同和供货状态不同,或国外钢号国内生产)2国内首次应用于钢结构工程的焊接材料;3设计规定的钢材类别、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及施工单位所采用的焊
13、接工艺参数、预热后热措施等各种参数的组合条件为施工企 业首次采用。7.1.5抽样检查的焊缝数如不合格率小于2%寸,该批验收应定为合格;不合格率大于5%8.1.8抽样检验应按下列规定进行结果判定:3%时,该批验收应定为不合格;不合格率为2% 5%寸,应加倍抽检,且必须在原不合格部位两侧的焊缝延长线各增加一处,如在所有抽检焊缝中不合格率不大于3%寸,该批验收应定为合格,大于3%寸,该批验收应定为不合格。当批量验收不合格时,应对该批余下 焊缝的全数进行检查。当检查出一处裂纹缺陷时,应加倍抽查,如在加倍抽检焊缝中未 检查出其它裂纹缺陷时,该批验收应定为合格,当检查出多处裂纹缺陷或加倍抽查又发 现裂纹缺
14、陷时,应对该批余下焊缝的全数进行检查。7.3.3设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1一级焊缝应进行100%勺检验,其合格等级应为现行国家标准钢焊缝手工超声波探伤方法及质量分级法(GB11345)B级检验的n级及n级以上;2二级焊缝应进行抽检,抽检比例应不小于20%其合格等级应为现行国家标准钢焊缝手工超声波探伤方法及质量分级法(GB11345)B级检验的m级及m级以上。钢结构高强度螺栓连接技术规程JGJ82-2011(2011年10月1日实施)3.1.7在同一连接接头中,高强度螺栓连接不应与普通螺栓连接混用。承压型高强度螺栓不应与焊接连接并用。4.3.1每一杆件在高强度螺栓连接节点及拼接接头的一端,其连接的高强度螺栓数量不应少于2个。6.1.2高强度螺栓连接副应按批配套进场,并附有出厂质量保证书。高强度螺栓连接副应在同批内配套使用。6.2.6高强度螺栓连接处的钢板表面处理方法及除锈等
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 二零二五年度存量房屋买卖中介合同配套法律咨询2篇
- 建筑工地实习报告
- 2024新型生物工艺转让协议示例
- 【备课参考】高中历史岳麓版必修三同步学案:第29课-国运兴衰系于教育
- 痔瘘科护理常规
- 国网陕西电力2024年度外包人员安全准入考试练习测试题附答案
- 二零二五年度安全评价与认证服务协议
- 2025年度灭蟑螂服务与虫害监测合同3篇
- 2024版电器维修协议书范本
- 二零二五年度医院停车场经营管理合同6篇
- 2025年首都机场集团公司招聘笔试参考题库含答案解析
- 酒店员工培训方案(3篇)
- 2024版光伏发电项目承包经营权转让合同范本3篇
- 工程竣工验收(消防查验)报告
- 农业经理人职业技能大赛考试题及答案
- GB/T 44679-2024叉车禁用与报废技术规范
- 沪教版八年级化学(上册)期末检测卷及答案
- 车辆驾驶业务外包服务方案
- 造口伤口工作总结
- PLC课程设计-旋转式滤水器电气控制系统
- 学生心理健康状况对学习成绩的影响
评论
0/150
提交评论