



下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、1. 总则1.1 规程适用范围本规程适用于WEF3配史密斯式薄膜蒸发器,WEF2隹可参照执行。1.2 设备结构简述薄膜蒸发器由筒体、传动装置、密封装置和刮板装置四部分组成。筒体 材质为不锈钢,外有加热用蒸汽夹套。传动装置由电动机、摆线减速器、传动轴和上联轴器组成。密封装置由密封箱、机械密封、轴承及密封液罐组成。刮板装置由分配盘、切口喷嘴、刮板架、刮板和下联轴器组成,填充聚四氟乙烯刮板可在刮板架槽内径向滑动,当刮板架旋转时,刮板靠离心力的作用与筒体内壁贴合,将处理液刮成一层极薄的液膜,从而迅速完成轻组分的蒸发。1.3 设备主要性能工作压力 设备内为1.33kPa (绝压),夹套内为0.59Mpa
2、 (绝压);工作温度设备内为150,夹套内为164;工作介质设备内为有机酸,夹套内为蒸汽;转速 88r/min ;电动机 2.2kw , 4极2. 设备完好标准2.1 零部件完整齐全,质量符合要求2.1.1 机体整洁,主、辅机零部件完整齐全,质量符合标准。油漆完好。2.1.2 电流表、温度计、压力(真空)表等刘全、灵敏准确。2.1.3 支架坚固完整,各部连接螺栓齐全牢固。2.1.4 管线安装符合要求。2.2 设备运转正常性能良好,达到铭牌出力或查定能力2.2.1 设备运转平稳,无杂音,运转电流不超过额定值。2.2.2 机械密封和法兰等动、静密封点无超过规定的泄漏。2.2.3 润滑良好,注油系统
3、完整好用,润滑部位油路畅通、油质、油位符合规定要求。2.2.4 减速器、轴承、机械密封温度正常。2.2.5 设备了力达到查定能力或能满足生产要求。2.3 技术资料齐全、准确2.3.1 设备技术档案应及时填写。档案内容应包括:产品合格证、质量证明书、 压力窝使用证及设备技术性能、运行统计、检修记录、评级记录、缺陷记录、事故记录、润滑记录和检验记录等。2.3.2 设备的操作规程、维护检修规程齐全。2.3.3 设备总图及易损件图纸或易损件图号目录齐全。2.3.4 设备备吕配件消耗及储备定额齐全。2.4 设备及环境整洁,无跑冒滴漏。3. 设备的维护3.1 日常维护3.1.1 操作工应按下列内容做好设备
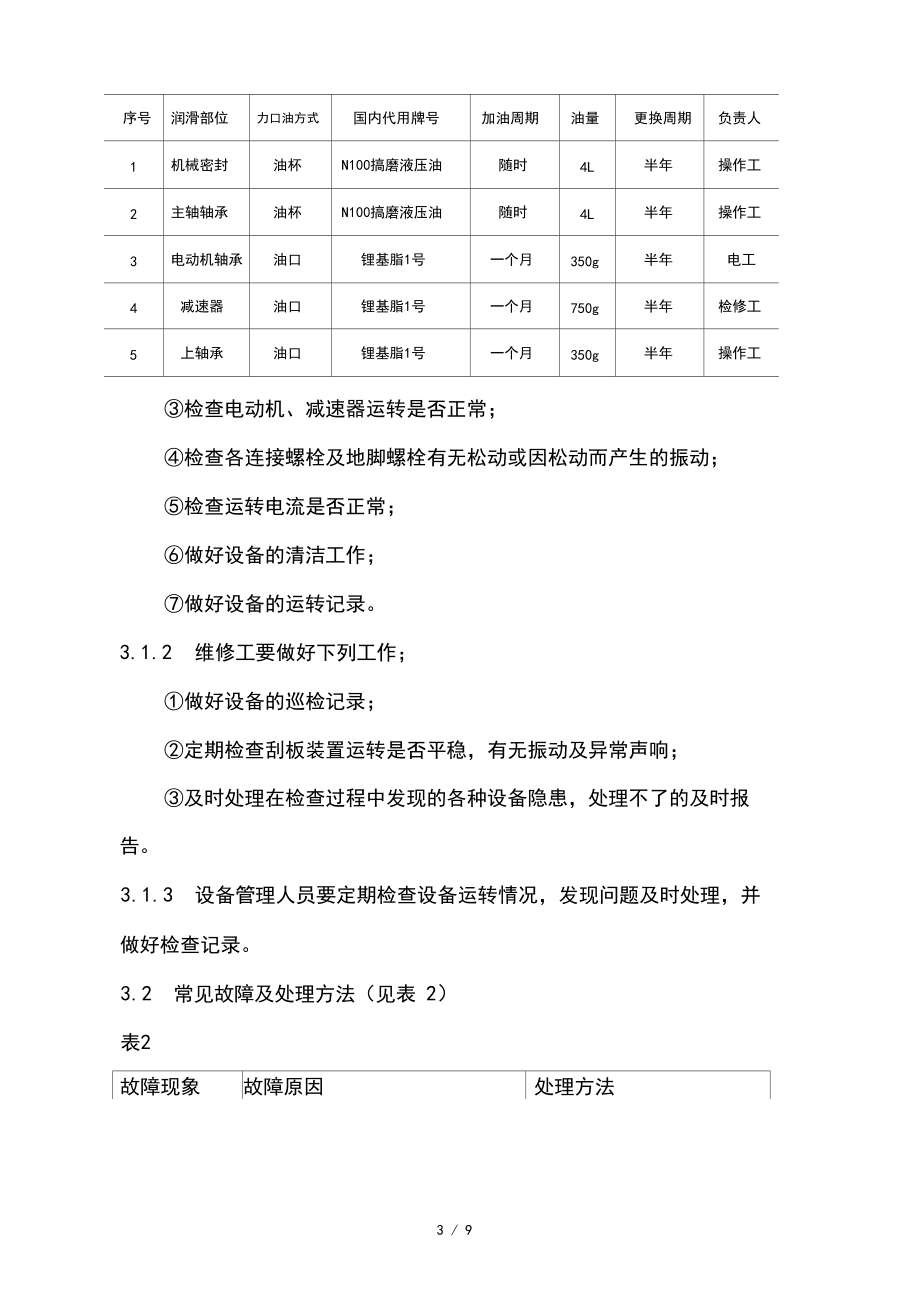
4、的维护保养工作:检查各部轴承及机械密封的温度是否正常;按设备润滑“五定”表(见表1)做好润滑油(脂)的添加或更换工作;表1序号润滑部位力口油方式国内代用牌号加油周期油量更换周期负责人1机械密封油杯N100搞磨液压油随时4L半年操作工2主轴轴承油杯N100搞磨液压油随时4L半年操作工3电动机轴承油口锂基脂1号一个月350g半年电工4减速器油口锂基脂1号一个月750g半年检修工5上轴承油口锂基脂1号一个月350g半年操作工检查电动机、减速器运转是否正常;检查各连接螺栓及地脚螺栓有无松动或因松动而产生的振动;检查运转电流是否正常;做好设备的清洁工作;做好设备的运转记录。3.1.2 维修工要做好下列工
5、作;做好设备的巡检记录;定期检查刮板装置运转是否平稳,有无振动及异常声响;及时处理在检查过程中发现的各种设备隐患,处理不了的及时报 告。3.1.3 设备管理人员要定期检查设备运转情况,发现问题及时处理,并 做好检查记录。3.2 常见故障及处理方法(见表 2)表2故障现象故障原因处理方法机体振动电动机轴承缺油或损坏 减速器缺油或针齿套损坏 轴承损坏刮板损坏工脱落加油或更换轴承 加油或检修减速器更换轴承更换或安装刮板设备内有聚合物 筒体水平度超标清除聚合物调整设备水平度真空度不够各配管及设备法兰泄漏 机械密封泄漏紧固螺栓或更换垫片更换润滑油,检修机械 密封4检修周期和检修内容1.1.1 检修周期(
6、见表3)表3检修类别中 修大 修检修周期,月6124.2 检修内容1.1.2 中修a、检修油、冷却水及蒸汽管线;b、清理、检查密封装置,更换损坏零件及润滑油(脂)c、清除设备内的聚合物;d、检查刮板磨损情况,修理滑动面;e、消除振动。1.1.3 大修a、包括中修内容;b、拆卸检查、修理或更换零部件;c、检修或更换刮板,必要时帮静平衡试验;d、检测和校正筒体的水平度;e、检查、调整联轴顺的安装同轴度;f、筒体和夹套按规定进行水压试验。5.检修方法和质量标准5.1 检修方法5 / 95.1.1 筒体a、当筒体安装水平度公差超标时进行调整;调整时将平尺放在筒体上法兰密封面上,用水平仪进行测量,调整筒
7、体的四个地脚垫片,使水平仪读数符合要求;b、筒体内表面有缺陷时用角向抛光机进行修整,修整后要进行酸洗钝化处理。5.1.2 机械密封的拆卸(见图2)a、拆卸筒体法兰螺栓;b、吊起传动装置和刮板装置,使联轴器露出筒体法兰面;c、拆卸联轴器连接螺栓,将传动部分吊起放在地面适当的台座上;d、取下下联轴器,注意不要丢失键、紧固螺钉、垫圈、螺栓等零件;e、在轴套上插入机械密封安装卡具,用内六角螺钉固定;f 、松开轴套紧固螺钉及紧固螺栓,整体取出轴套和机械密封;注意不要损伤轴及O型圈。5.1.3 轴承的拆卸a 、卸下上联轴器,拆下轴承透盖;b 、卸下圆螺母和止退垫圈,卸下上轴承箱的紧固螺栓,拆下上轴承座;c
8、、卸下油管,用吊环螺栓旋入轴端螺孔,一边从下面轻轻敲击轴,一边将轴上吊,将下轴承座、下轴承和轴一同拔出;d、卸下轴承透盖、圆螺母和止退垫圈,从轴上卸下轴承。5.1.4 机械密封的装配a、将静环装入静环座,用螺栓将静环压盖与静环座均匀紧固,并检5 / 9查。型圈是否被均匀压紧;b、将弹簧座、V型圈、动环、静环组合件顺次装在轴套上,并将弹簧座上的内六角螺钉紧固;c、将机械密封安装卡具套在轴套上,把机械密封压紧到图纸规定要求,确认机械密封传动销进入销孔后,紧固好卡具上的内六角螺钉;d、确认轴套内和静环上的 。型圈位置正确后,将轴套装在轴上,同时将静环组件装入箱本,用螺栓固定;e、在以上机械密封装配完
9、毕后,卸下安装卡具;f、轴承的装配按5.1.3轴承拆卸相反的顺序进行;g、装好机械密封后,在机械密封箱内注满新油。5.2 质量标准5.2.1 刮板装置a、安装机械密封部位的轴颈径向圆跳动公差为0.06mmb、刮板外缘直径对刮板轴轴线的公差为 0.001D (D为刮板外径);c、分配盘的径向圆跳动公差为 0.001d (d为分配盘外径);d、刮板装置做静平衡试验时,只许在平衡臂上配重。5.2.2 筒体a、筒体上法兰密封面应光滑平整,平面度公差为 0.1mmb、筒体安装水平度公差为 0.1mm/mc、筒体内壁不得有异常划痕,焊缝不得有裂纹等缺陷。5.2.3 机械密封a、机械密封的动、静环密封面不允
10、许有裂纹,径向划痕等缺陷,其表面粗糙度为b、所有的O形圆,V形圈不得有裂纹、划伤、严重变形等缺陷;c、转轴密封处上端么向圆跳动公差为0.15mm5.2.4 轴承a、轴承应转动自如,无杂音,滚动体及内、外圈表面上应无点蚀黑斑、锈痕及局部剥落现象;b、滚动轴承最大径向游隙为0.15mmc、上轴承上端轴颈长向圆跳动公差为0.33mm5.2.5 联轴器a、联轴器径向圆跳动、端面圆跳动公差均为0.1mmb、两个半联轴器轴孔安装同轴度公差为(1)0.025mm6. 试车与验收6.1 试车前的准备工作6.1.1 确认电动机转向与指示方向一致。6.1.2 检查各部位螺栓连接有无松动,接通各断开的管线。6.1.
11、3 手动盘车使刮板装置转动一周以上,转动应灵活,无异常声响。6.2 试压试漏6.2.1 真空试验在设备静止的情况下,将筒体抽真空,直至绝压降到0.67kpa, 2小时后绝压值低于0.93kpa 为合格。6.2.2 水 压 试 验 每五 上 进 行 一次 水 压 试 验 ,夹套 内 试 验 压 力为1.32Mpa,设备内为0.34Mpa (机械密封前),以不降压,无泄漏,无可见 的异堂变形及无异常声响为合格。注意进行夹套水压试验时,设备内要保持0.34Mpa压力。6.3 负荷试车6.3.1 本设备不允许空负荷试车,设备内必须按规定以水代料试车。6.3.2 试车 2小时,按下列内容检查设备运行情况
12、:a 、设备运转平稳,刮板装置运转无刮壁杂音;b 、各部温度政党减速机和和部轴承温度不超过70;c 、真空操作时密封不泄漏;d 、运转电流不超过额定值,仪表运行正常。6.3.3 现场试车8 小时后,一切正常可以认为试车合格。6.4 验收设备经负荷试车,确认符合检修质量标准,达到完好标准,可以办理验收手续,交付生产使用。7. 维护检修安全注意事项7.1 维护安全注意事项7.1.1 严格执行操作规程和检修设备的各项安全规定。7.1.2 设备接地良好。7.1.3 设备及附件的安全防护装置及保温要齐全完好,不得随意拆除。7.1.4 设备运转前要盘车、点试。7.1.5 设备运转过程中不准擦试运转部位。7.1.6 不准用水冲刷电动机及电器设备。7.2 检修安全注意事项7.2.1 设备检修前要切断电
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 焙烤食品制造市场推广策略考核试卷
- 玻璃加工过程中的精度控制考核试卷
- 煤炭行业的企业家精神与创新考核试卷
- 橡胶制品的环境可持续发展战略考核试卷
- 果蔬种植资源利用与保护考核试卷
- 期货市场交易策略回测平台服务考核试卷
- 病房护理设备的多功能一体化设计考核试卷
- 化学品在防伪印刷技术中的应用考核试卷
- 电器具材料选择与应用考核试卷
- 视网膜脱离护理查房
- 职业健康职业卫生检查和处理记录
- 谈判:如何在博弈中获得更多
- 深化安全风险管理的“四维度量”
- 中国理念的世界意义智慧树知到答案章节测试2023年东北师范大学
- 隧道地表注浆施工技术交底
- GB/T 8905-2012六氟化硫电气设备中气体管理和检测导则
- GB/T 39430-2020高可靠性齿轮毛坯技术要求
- GB/T 20473-2006建筑保温砂浆
- GB 4789.3-2016食品安全国家标准食品微生物学检验大肠菌群计数
- 山西临汾市人民医院招考聘用39人【共500题含答案解析】模拟检测试卷
- 化学反应的限度和化学反应条件的控制 课件
评论
0/150
提交评论