



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、1、基本概念®抽样计划:从产品批量里抽取一部分产品进行检验,然后根据不合格数或质量特性 之规定界限来判断整批产品的质量状况是否合格,是建立在数理统计和概率论的基础上 的。 抽样:从整体中抽取一部分样本进行检验,通过样本的质量状况去推断整体的质量 状况。2、 按生产程序分:来料检验、制程检验、最终检验、出货检验 按检验数量分:全检、抽检、免检 按检验性质分:破坏性检验、非破坏性检验 按检验场所分:固定检验、巡回检验 按抽样方式分:单次抽样、双次抽样、多次抽样 按宽严程度分:正常检验、加严检验、减量(放宽)检验3、抽检适应的场所 检验属于破坏性试验者 允许有某种程度之不良品存在者 欲减少
2、检验时间和经费者 需促进供应方加强质量管理的情况 产量大、批量大、连续生产无法做全数检验者4、抽样检验的缺点 把合格批误判为不合格批 把不合格批误判为合格批 请注意: a 批合格并不等于批中的每个产品都合格 b 样本的不合格率不等于提交批的不合格率5、抽样检验之用处 允许批量中有一定比率的不良品,在经济的角度是合理的 抽检可避免破坏性造成的损失 抽检数量少、费用少、省时、成本低6、抽样计划简介:抽样计划可以由自已定或双方商量约定,现在国际上流行的抽样计划标准为ANSI/ASQCZ 1.41993( 美国国家标准 ), 即我们现在常用的 MIL-STD-105E. 和我国的GB2828法国标准N
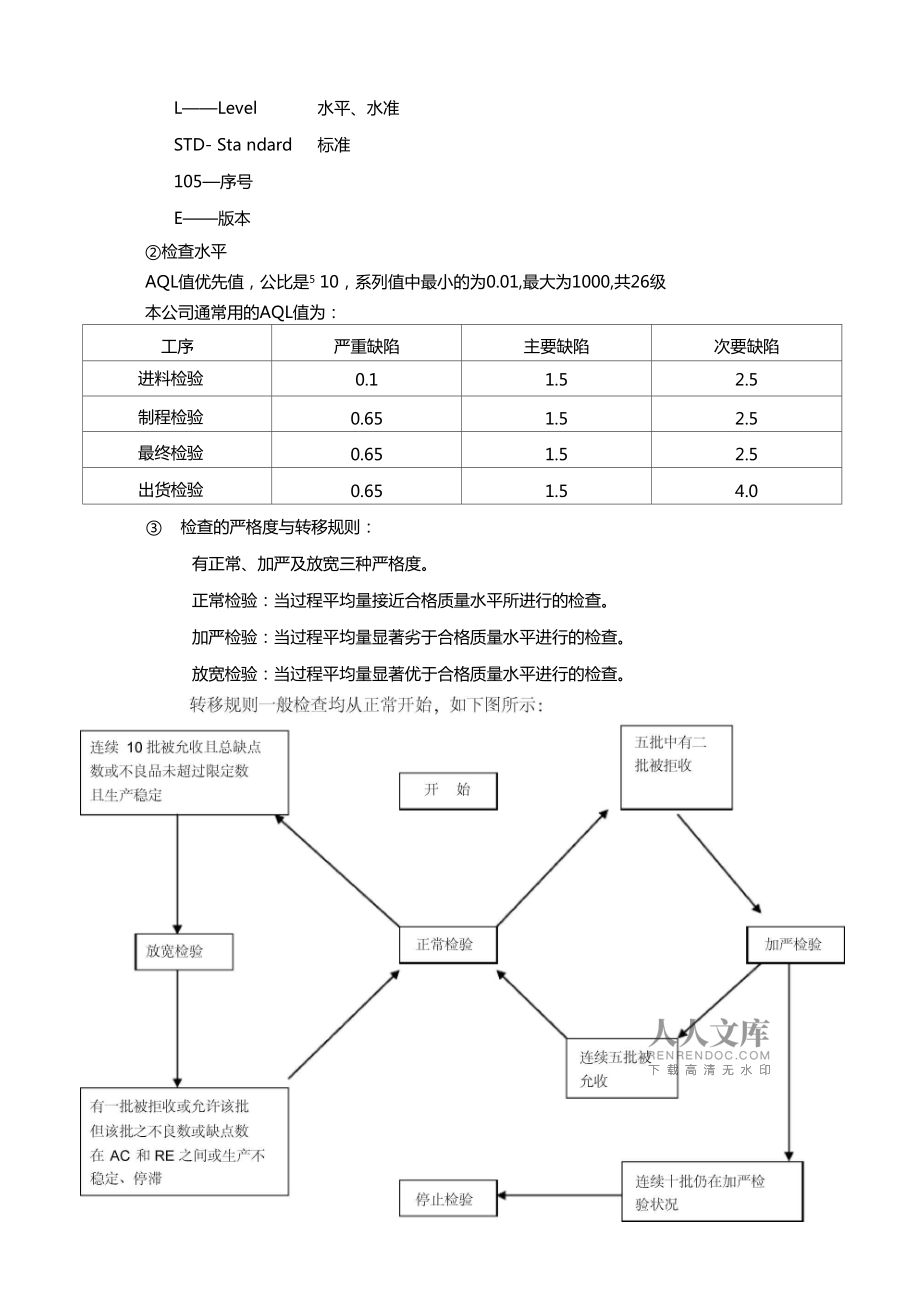
3、FXO 002、德国标准DIN4OO80意大利UNI4248、国际标准ISO2859 等同,这套标准是依据大量的数理统计和概率理论制定的计数调整型标准。 MIL STD- 105E标准含义:M Material材料I Inspection检验LLevel水平、水准STD- Sta ndard标准105序号E版本检查水平AQL值优先值,公比是5 10,系列值中最小的为0.01,最大为1000,共26级 本公司通常用的AQL值为:工序严重缺陷主要缺陷次要缺陷进料检验0.11.52.5制程检验0.651.52.5最终检验0.651.52.5出货检验0.651.54.0 检查的严格度与转移规则:有正常
4、、加严及放宽三种严格度。正常检验:当过程平均量接近合格质量水平所进行的检查。加严检验:当过程平均量显著劣于合格质量水平进行的检查。放宽检验:当过程平均量显著优于合格质量水平进行的检查。 查阅正常单次抽样表的步骤:A. 确定批量的大小B. 确定检查水平MIL STD- 105E提供了三种一般检查水平:I、II、III和四种特殊检查 水平S-1、S-2、S-3、S-4。我们通常采用的一般检查水平 LEVET II。C. 定样本大小字码出不合格判定数(RE和合格判定数(AC)。(从样本大小字码所在 行水平向右和确定的合格质量水平所在列相交处读出判定数组AC、RE,若在相交处是箭头,则沿着箭头方向,读
5、出箭头所指的第一个判定数组 AC、RE,所得到的AC、RE即是合格判定数,不合格判定数。附表1:MIL STD- 105E样本大小字码表注:正常单次抽样检验表见(抽检表)QC七大手法及品管常用图表n-样本大小 Xi- 第I个数据 中位数X:将数据从小到大的顺序排列,位于中间的数叫中位数。X=n1 nnX()+x(+1)2 22为奇数n为偶数极差(全距)R指最大数与最小数之差(表示数据离散程度的特征值)R=XmaXminXmax-最大值Xmin最小值 方差厂:对所有数据的偏差平方和求其平均值。、' (Xi -X)i .4 标准差:方差开平方。Xi- X :指某个数据与平均值X之间的偏差(
6、反映数据的离散程度)。n;"X)2X关系图1、QC七大手法(五图一表一法)柏拉抓重点查检集数据管制找异常鱼骨追原因直方显分布散布看相关层别作分析a. 改善解析用为了改善品质,提高生产量,降低成本,提升工作效率,进行现状分析,特 性要因图所考虑的各个原因(人员、机械、环境、方法、材料)将有何种程度的 影响,从而研究提出对策。b. 制定标准用当特性要因图分析得很彻底,则表示对制程的变异有充分把握,则在制定 和修改操作标准时,可充分就其原因或对策确实设定标准作为往后作业的标 准。c 实施品管教育用全员参与讨论时,可使用特性要因图将每一个人的经验及技术内容整理出 来,使大家获得完整的观念与思
7、想,增加管制者之解析力。B.绘制a. 确定问题:产品发霉b. 讨论分析人员物 直方图巡检统计不良状况直方图图中横坐标表示的为不良项目分类,纵坐标表示的为不良数,各种缺陷按顺序依次排在坐标系中,从左到右形成一个直观的直方图,从上图可以直观地看出各种不良项目的分布情 况。A. 也可以表示某一个区间的数量的多少, 如果有许多个数据,我们就可以将这些数据 分成多组(按大小顺序),然后统计每个组数据个数,于是也可得另一种直方图(即 频数直方图)。直方图制作之步骤:a. 收集数据,并记录于纸上,统计表上的资料很多,少则几十,多则上百,都 要一一记录下来,其总数以 N表示:b. 定组数:总资料数与组数关系约
8、如下所示:N( 数据)组数50-1006-101002501020250以上1020组的中心点e. 制作次数分布表依照数据大小记入各组的组界内,然后计算各组出现的次数f. 制作直方图横轴表示测量值的变化,纵轴表示次数,将各组的组界标示在横轴上,各组的 次数多少,则用柱形划在各组距上。g. 填上次数、规格、平均值、数据来源、日期等。要是种情况:观察直方图之分布图型并与规格进行比较,将可得到以下几110119111121116114112118114112115116116116123113114115119118117117112117116116110114118120例:已知某一产品的质量特
9、性,要求伸长为105125cm,现从加工过程中抽取50件产品测其伸长值,记录如下表,试作频数直方图并对其进行分析。40 .35; I30,25.20 ”15 - 105012345678图表6:离岛型115117115116113116119117115122115116114116114116117115118113推组界为别为:109111、111113、113115、115117、117119、119121、121 123a.制作频数分布表组界数据频数109111110 111 1103111 113112 112 113 112 113 1136113115114 114 115 11
10、4 115 114 114 115 115 115 115 114 114 11514115117116 116 116 116 117 117 117 116 116 117 116 116 117 116116 11616117119119 118 119 118 118 119 1187119 121121 1202121123123 1222b.绘制直方图nu8642o864rtzoZ11111c. 原因分析:此图属于典型的正常型,所有值均落于规格界限内,表示制程稳定,生产正常! 柏拉图350300250200150100500I 不良数(PCS) 1累计影响度a.柏拉图,又叫重点图,
11、是意大利经济学家PORET在统计国民收入时发现全国100.00%90.00%80.00%70.00%60.00%50.00%40.00%30.00% 20.00% 10.00% 0.00%80%勺收入归于20%勺人手中,而另外80%勺人仅占20%攵入,于是就推 出柏拉图法则。用少将右纵轴线等分表示为100溜成累积百分率折线,形成柏拉图。(如下图)例:20XX年第23周乳液课巡检统计汇总如下,试作柏拉图进行分析脏污碰伤气泡烫金(银)不 良杂质纹路不 清膏体不平异色其它270229203127123110101810A.将数据排序,并计算其累积影响度,如下表所示(总不良数为491PCS)不良项目不
12、良数(PCS)累计不良数累计影响度脏污27027021.70%碰伤22949940.11%气泡20370256.43%烫金(银)不良12782966.64%杂质12395276.53%纹路不清110106285.37%膏体不平101116393.49%异色811244100.00%其它01244100.00%B. 绘制柏拉图(如下图)C. 原因分析:从图中可以看出,脏污、盖子不良、多(少)料及瓶不良就占了总不良的75.36%, 其中脏污及多(少)料属于员工操作不良,盖子不良及瓶不良属于来料不良,故只需改进员工的作业方式及加强来料控制,就可使产品不良率大大降低。2003年第18周口红课不良统计分
13、析柏拉图不良数(PCS)累计影响度 查检表a.必要时应品管人员应时常针对查检表资料与现场操作人员共同研究与检讨, 即时做出适当的改善措施,这样逐项通过检核,可避免疏忽与失误,力求工 作任务圆满完成。B.查检表实例:a.记录用查检表口红课周不良统计查检表查检人日期周期要因项 目星期一星期二星期三星期四星期五星期六星期日合计断料顶盖破裂碰伤b.品管部检查用查检表查检人日期编号符号2良好O普通X差分类查检项目状态VOX教育训练1、员工教育训练是否按计划日程实施2、教育训练是否准备有训练教材3、教育训练有无记录并考核训练结果检测设备1、有无足够的量测和检验设备可供使用2、检验设备有无按订定之校验周期实
14、施校验3、仪器、仪表、量具是否送校验机构校验4、仪器、仪表、量具有无标示校验情况备注应用散布图时应注意:丫轴 a.相关的判断只限于散布图上所用的数据范围之内,不能主观随意延伸判定范围;b.应将具有不同性质的数据分开作散布图,否则会导致误判;此两种除x因素影响丫之外,还蒙虑蔽他的因素(一般可进行C. 要运用专业技术对相关分析的结果加以鉴别,以免被伪相关现 层别法(分层法)X轴4M1E层别法就是将可问题的发生,往往会有很多因素的影响,诸如前面所说的f.X.Y不是线性关系两种不必要计算其相关系数能原因分成若干个层别,以找出当中的差异而针对差异加以改善。一般说来,原因可以下列层别来区分:a. 依原料的
15、供应来源、批次;b. 依作业人员的部门、年龄、性别、熟练程度;c. 依机械设备的种类、厂牌、布置的位置d. 依时间、如月、周、日、上午、下午;e. 依作业条件,如温度、压力、速度;f. 依操作方式;g. 依不同的生产线,生产车间层别法与其它品管手法综合使用,如用特性要因图区分层别、依层别收集必要的 数据,将数据加以整理,用适当的方法(如柏拉图分析图)进行分析,知道各因素 的影响程度,针对主要加以改善。管制图a.b.c.d.e.f.管制图是将数据记录整理在一张表格内并将数据转化成一组类似推移图的折线,根据数据在上下限内围绕中心值波动的情况表达品质状况,对数据进行分析C-Chart :总范围固定条
16、件下,缺点数管制图卩-Chart :单位缺点数管制图其中以P-Chart管制图应用较广。探管制图的作法:A. X-R管制图作法X主要管制组间(不同组)的平均值变化R主要管制各组间(同一组样品)的范围变化管制图制作步骤收集最近与今后制程相似的数据约 100个 依测定时间或群体区分排列对数据加以分组,一般把26个数据分为一组组内的个别数据以n表示分成几组的个别组数以K表示计入数据表内计算每组的平均值X管制下限:UCL=X -A2* RR管制图的管制界限的计算:中心线:CL=R管制上限:UCL=D4*R管制下限:LCL=D3*Rg.打上点记号,若在管制界限以内以“”为记,在管制界限以外以“”为记。例
17、:已知某一产品在某一时段所测量的特性值如下, 试作X-R管制图。样本X管理图R管理图nA2D3D42Q.8803.2731.0232.5740.7292.2850.5772.1160.4832.0070.4190.0761.9280.3730.1361.8690.3370.1841.82100.3080.2231.78若"""测量值 组别、123456789101112131415X1515351504847504950495050505249X2484749524853535248525252495050X3505048475051495051504849514
18、951X4515151515250485153505150505152X5505050485252504949515048484850合计250251249248250253250251251252251249248250252a.计算每组的平均值X和总平均值X记录于下表内:组别X 1X2X 3X 4X 5X 6X 7X 8X 9X 10X 11X 12X 13X 14X 15X平均值5050.249.849.65050.65050.250.250.450.249.849.65050.450.a.计算每组的全距R和平均全距R记录于下表内:组别R1R2R3R4R5R6R7R8R9R10R11R1
19、2R13R14R15R全距3635465353443434.07b. X管制图的管制界限的计算:中心线:CL=X =50.07 50.1管制上限:UCL=X +A2*R =50.07+0.577*4.07 52.4管制下限:LCL=X -A2* R =50.07-0.577*4.07 47.7c. R管制图的管制界限的计算:中心线:CL=R=4.07 4.1管制上限:UCL=D4*R=2.11*4.07 8.6管制下限:LCL=D3*R=0.076*4.07 0.3d. 绘制管制图UCL=52.4CL=50.1LCL=47.7UCL=8.6CL=4.1LCL=0.3样本号不合格品数不合格品数样本大小样本号样本大小13501416500142350211750018360013185004843001719650335300420450116550112150019760026224001586001423350129600524350151035082535011114001726400101250017276006135009285006145002129600171540033060015合计6900200合计7250250A.计算各样本的不良率,记录于下表:样本号123456789101112131415不良率4%6%2.2%5.7%1.3%2%4.3
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 教室及设备管理制度
- 查课高危儿管理制度
- 标委会印章管理制度
- 档案与安全管理制度
- 检查与隐患管理制度
- 检验可登记管理制度
- 槟榔厂员工管理制度
- 歌厅服务员管理制度
- 母婴店服务管理制度
- 毛坯房物业管理制度
- 污水处理设备安装维护与改造安全生产培训
- 光伏知识及产品培训课件
- DG-TJ 08-2336-2020 绿道建设技术标准
- 宣传物料制作合同范本
- 自来水管线更新工程 投标方案(技术方案)
- 分心驾驶培训课件
- (高清版)DB52∕T 1041-2015 贵州省红粘土和高液限土路基设计与施工技术规范
- 2025年中国建筑西南勘察设计研究院有限公司招聘笔试题库含答案解析
- 2025年兖矿集团招聘笔试参考题库含答案解析
- 水闸课程设计底板配筋
- 自然科学研究方法论
评论
0/150
提交评论