



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
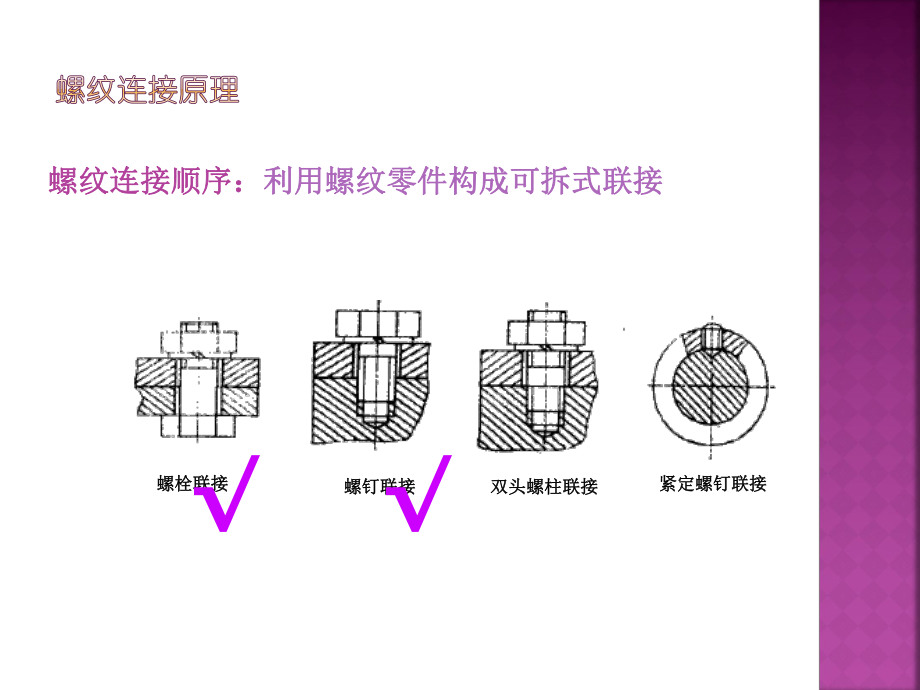
1、螺纹连接原理螺纹连接原理常用扭紧工具常用扭紧工具扭矩检测工具扭矩检测工具螺栓的扭紧顺序螺栓的扭紧顺序螺纹连接顺序:螺纹连接顺序:利用螺纹零件构成可拆式联接利用螺纹零件构成可拆式联接螺栓联接螺栓联接双头螺柱联接双头螺柱联接螺钉联接螺钉联接紧定螺钉联接紧定螺钉联接螺纹联接副中的受力分析螺纹联接副中的受力分析预紧力预紧力预紧力预紧力夹紧力夹紧力剪切力剪切力剪切力剪切力这才是我们这才是我们需要的!需要的!50 %10 %40 %扭矩与夹紧力间的关系扭矩与夹紧力间的关系螺栓头下方螺栓头下方的摩擦力的摩擦力夹紧力夹紧力扭矩扭矩T螺纹副的螺纹副的摩擦力摩擦力摩擦力对夹紧力的影响摩擦力对夹紧力的影响夹紧力夹紧
2、力摩擦力摩擦力润滑后的螺栓普通螺纹联接件的特性螺纹联接件的特性预紧力预紧力抗拉强度极限抗拉强度极限屈服强度极限屈服强度极限生产商生产商第一个数第一个数 = 1/100 的最大抗张力的最大抗张力(N/mm2)1008 = 800 N/mm2 第二个数第二个数 = 抗张应力与屈服之间的关系抗张应力与屈服之间的关系 0.8 = 80%两数相乘得出屈服应力两数相乘得出屈服应力 800* 0.8 = 640 N/mm2 公制螺纹公制螺纹螺纹联接副的特性螺纹联接副的特性高摩擦力低摩擦力普通夹紧力夹紧力螺纹联接返松原理螺纹联接返松原理预紧力预紧力预紧力预紧力剪切力剪切力剪切力剪切力摩擦力降低摩擦力降低螺栓杆
3、变形螺栓杆变形夹紧力夹紧力螺纹联接返松螺纹联接返松剪切力剪切力作用作用弹性弹性变形变形振动振动螺纹联接防返松方法螺纹联接防返松方法自锁螺栓自锁螺栓弹簧垫圈弹簧垫圈锁止销锁止销螺母凿凹螺母凿凹厌氧胶厌氧胶扭矩扭矩角度角度贴合点贴合点扭矩扭矩角度角度贴合点贴合点硬联接硬联接 30 度度 (ISO 5393)N.mN.m 720 度度目标目标均值偏差均值偏差扭矩扭矩角度角度过扭过扭贴合点贴合点硬联接硬联接软联接软联接动态扭矩动态扭矩 :装配的同时装配的同时用用在线式扭矩传感器在线式扭矩传感器测量测量静态扭矩静态扭矩 :装配后装配后用用扭矩扳手扭矩扳手测量测量硬联接硬联接 装配装配 手测手测 ( (动
4、态动态) ) ( (静态静态) ) 102.6 102.6 112 112 102.6 102.6 110 110 101.4 101.4 111 111 101.2 101.2 110 110 102.4 102.4 113 113 100.9 100.9 109 109 102.1 102.1 110 110 102.4 102.4 111 111 101.0 101.0 113 113 101.8 101.8 112 112 平均值平均值 101.84 101.84 111.1 111.1 装配装配 手测手测 ( (动态动态) ) ( (静态静态) ) 100.2 100.2 88 88
5、 100.5 100.5 84 84 100.7 100.7 92 92 100.3 100.3 86 86 100.4 100.4 90 90 100.8 100.8 88 88 100.5 100.5 86 86 100.2 100.2 85 85 100.2 100.2 84 84 100.4 100.4 84 84 平均值平均值 100.42 100.42 86.7 86.7 软联接软联接原因原因:克服克服静态摩擦力静态摩擦力原因原因:扭矩衰减扭矩衰减注:拧紧工具设定值:注:拧紧工具设定值:100N.m时间时间扭矩扭矩工具混用偏大或偏小力矩不符力矩不符硬件原因软件原因气压不稳定异物原因
6、软连接硬连接焊渣、密封胶油、油脂操作手法不当偏大或偏小型号、状态偏小偏小偏大偏小偏小偏大或偏小偏小偏小存在问题存在问题原因分析原因分析实际力矩实际力矩工具原因连接状态原因拧紧时间过短拧紧顺序不当被联接件错位偏小非断气式EP8XSHR10瑞典阿特拉斯断气式EP5PTS12HR42瑞典阿特拉斯安全气囊系统扳手YEX-150A日本横田TWISTHR16瑞典阿特拉斯LUF34HR16瑞典阿特拉斯LUM24BHR05瑞典阿特拉斯US-LT41PB-08日本瓜生开口断气式LTO28R24-10瑞典阿特拉斯弯头断气式LTV27SR006-10瑞典阿特拉斯失速式LMP51H004-20瑞典阿特拉斯打滑离合式P
7、ES9.6T瑞典阿特拉斯断电式EZ6404日本松下油压脉冲YBX-1A(50A)日本横田油压脉冲断电式EPA6瑞典阿特拉斯装拆车门专用工具-61GS(直)日本瓜生气锤RRH06P/C瑞典阿特拉斯液压气动拉铆枪AT-2020/R台湾彪马风扳型号产地其它风扳类别枪型断气式打滑离合式电池枪油压脉冲风扳定扭气动风扳油压脉冲风扳构造油压脉冲风扳构造使用前需使用前需先预热先预热气动部分气动部分供气部分供气部分脉冲部分脉冲部分压缩空气驱动压缩空气驱动气动马达气动马达,马达转矩传递给,马达转矩传递给缸体缸体,缸体内油压瞬间上升而,缸体内油压瞬间上升而得到的脉冲作用于缸体内的得到的脉冲作用于缸体内的驱动叶片驱动
8、叶片上并驱动缸体,从而带动上并驱动缸体,从而带动主轴主轴转动转动进行拧紧;进行拧紧;非断气式速度快:40009000转/分;精度较高:1015%,需用扭力扳手进行力矩保证;适用力矩范围宽:4450N.m;操作性好:无反作用力,重量较轻,平衡性好,紧握舒适底盘区断气式速度快:50007000转/分;精度较高:10%,能自动断气;适用力矩范围较窄:622N.m;操作性好:无反作用力,重量较轻,平衡性好,紧握舒适油门踏板安装油压脉冲风扳类类 别别特特 性性举举 例例图图 示示离合器气动部分离合器传动部分断气式风扳断气式风扳打滑离合式风扳打滑离合式风扳定位阀门断气阀门消声器转角齿轮齿轮离合器气动马达断
9、气阀压杆弯头断气式风扳弯头断气式风扳压缩空气驱动压缩空气驱动气动马达气动马达,马达转矩通过齿轮组减速,再经由一,马达转矩通过齿轮组减速,再经由一离合器离合器驱动驱动主轴主轴转动进行拧紧,当连接件上的扭矩通过主轴反馈达到离合器转动进行拧紧,当连接件上的扭矩通过主轴反馈达到离合器预设值,离合器开始打滑,拧紧完成;预设值,离合器开始打滑,拧紧完成;仪表台班车门班天窗总成安装枪型断气式速度低:500700转/分;精度高:510%,不需用扭力扳手进行力矩保证;适用力矩范围窄:0.112N.m;操作性一般:如果调整力矩在风扳范围上时会有扭手现象试作场弯头断气式同上前悬挂臂安装速度较快:8002000转/分
10、;精度高:10%,不需用扭力扳手进行力矩保证;适用力矩范围窄:117N.m;操作性一般:当转速较低或紧固对象为软连接、塑料及使用超过100mm长的套筒、批头时会有扭手现象定扭气动风扳从实际操作经验分析,生产线中可能存在由于焊杂导致打入开始的时候力矩偏大,枪型断气式风扳过早断气,造成不能紧固;或者紧固力矩较大的自攻螺丝,容易在打进去的时候出现力矩阻力大,断气打不紧的现象;但打滑离合式风扳能很好地避免上述现象,提高装配效率打滑离合式类类 别别特特 性性举举 例例图图 示示由充电池驱动由充电池驱动电动马达电动马达,马达转矩通过行星齿轮减速,再经由,马达转矩通过行星齿轮减速,再经由离合器离合器驱动驱动
11、主轴主轴转动进行拧紧,或者通过驱动转动进行拧紧,或者通过驱动液压缸及其叶片液压缸及其叶片带动带动主轴主轴转动转动进行拧紧;进行拧紧;打滑离合式速度较快:3801000转/分;精度高:10%,但受电池容量限制,不需特殊工具即可进行力矩调整;适用力矩范围窄:0.86.5N.m;操作性好:操作方便,不受风管牵制及风管长度限制手刹饰盒安装油压脉冲断电式速度较快:3000转/分;精度较高:1015%,但受电池容量限制;适用力矩范围窄:513N.m;操作性好:操作方便,不受风管牵制及风管长度限制发动机饰盖安装(ACC)电池枪类类 别别特特 性性举举 例例图图 示示常用拧紧工具使用过程中可能存在的问题常用拧
12、紧工具使用过程中可能存在的问题u拧紧时间过短拧紧时间过短主要表现主要表现:收枪过早收枪过早可能原因可能原因:对标准不了解、噪音、扭手、工时等对标准不了解、噪音、扭手、工时等u持枪姿势不正确持枪姿势不正确主要表现主要表现:左手持枪、双手同时持枪紧固等左手持枪、双手同时持枪紧固等可能原因可能原因:紧固位置限制、工时等紧固位置限制、工时等u电池枪力矩不符(电池枪力矩不符(PES9.6T)主要表现主要表现:电池枪上的力矩设定环被旋动电池枪上的力矩设定环被旋动可能原因可能原因:员工未注意时旋动了力矩设定环员工未注意时旋动了力矩设定环本体1本体2肘节滚轮手柄rF扭矩扭矩 T=Fr扭力扳手构造扭力扳手构造Q
13、SP50NSP19N14RSP38N10SALTUS(德国圣陶斯)DC-KFACOM(可调式)R.305DA带表扭力扳手DB200NTOHNICHI(日本东日)HAZET(德国哈赛特)6391-50类别类别图示图示型号型号类别类别图示图示型号型号1、单手进行扭矩检测、单手进行扭矩检测2、用力过大、速度过快、用力过大、速度过快3、连续两次检测、连续两次检测abc螺栓拧紧顺序螺栓拧紧顺序(三颗螺栓)三颗螺栓):预紧预紧a 紧固紧固b 紧固紧固c 增紧增紧a预紧预紧a 预紧预紧b 紧固紧固c 增紧增紧a 增紧增紧b理论理论:现场现场:1、零件加工精度的提高、零件加工精度的提高2、人员效率的提高、人员效率的提高3、装配习熟度的提高、装配习熟度的提高 从小从小至大至大对角对角拧紧拧紧螺栓
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 福建师范大学《运动技能学习与控制》2021-2022学年第一学期期末试卷
- 福建师范大学《土壤地理学实验》2022-2023学年第一学期期末试卷
- 福建师范大学《数字信号处理应用一》2022-2023学年第一学期期末试卷
- 福建师范大学《数学》2021-2022学年第一学期期末试卷
- 福建师范大学《基金管理学实验》2023-2024学年第一学期期末试卷
- 统编版八年级第一学期语文期中测试卷
- 电气质量验收规范考试题
- 教师教科研现状与需求调查问卷
- 7《请到我的家乡来》第二课时(教学设计)-部编版道德与法治三年级下册
- (BZ1)中建西北院BIM标准
- 初级插花理论知识考核试题及答案
- 河南省洛阳市《综合能力测试》事业单位国考真题
- 法医物证学第十二章血痕检验1
- 智慧消防整体解决方案消防大数据一体化管理平台解课件
- 国家自然科学基金申请经验汇总课件
- 社会实践鉴定表
- 2022版义务教育(化学)课程标准(含2022年修订部分)
- 公司吸烟管理规定范文
- 消毒记录表(简单模板)
- 东北抗联精神很实用-学习东北抗联精神共24张课件
- 老旧小区改造施工组织详细
评论
0/150
提交评论