



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
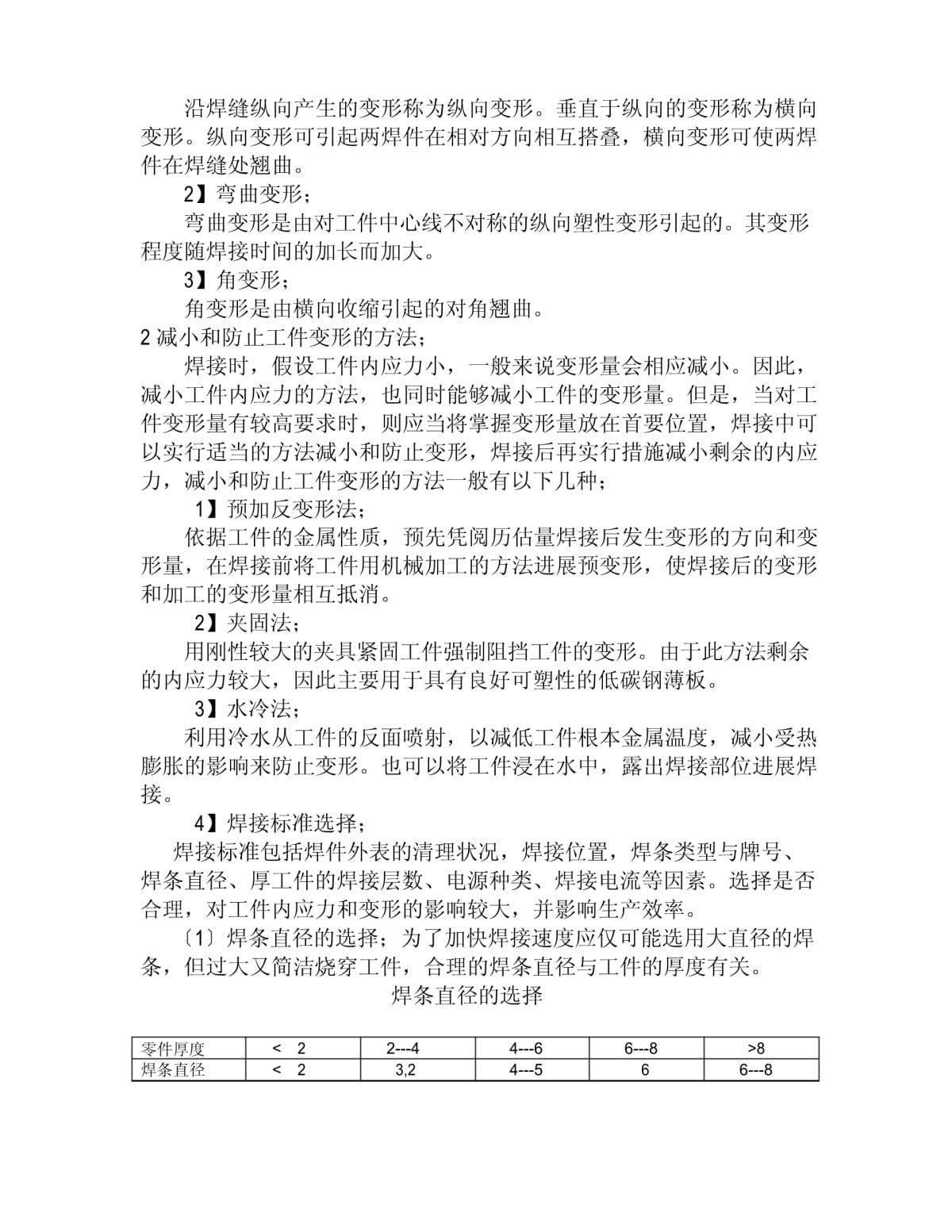
电焊工应知应会5000—6000°:差异较大;有电弧偏吹现象发生。100次过零点,过零点电弧具有无电磁偏吹的优点。后焊件的变形小,焊缝质量高。层焊或多层多道焊来掌握焊接热循环。对焊缝的性能造成不利的影响,必需去除。这些气体主要来自于焊丝,药皮、焊件坡口上的铁锈、油污等。所以首先必需保证焊件的清洁,其次要严格掌握焊条的杂质含量,再者可以在焊接时参加特别药剂来去除有害气体。三焊接前的预备工作;接之前应当依据不同的材料、外形和质量要求,留意做好如下几项工作;考虑有效的焊接位置,以最小的焊接量到达最大的效果。60°—90°这样零件在受扭转时能保持较高的强度。当全部焊补缀焊好后,再补焊钻孔。头的构造形式不同,焊接接头可以分为对接接头、T形接头,搭接接头、角接接头和卷边接头。对接接头;在同一平面上,两板件端面相对焊接而形成的接头为对接接头搭接接头;两板件局部重叠在一起进展而形成的接头。3TT形接头。角接接头;两板件端面构成直角或近似直角的接头称为角接接头。对接接头 搭接接头 T形接头角接接头 卷边接头—焊接的内应力;焊接时,由于焊接加热的不均匀,导致焊件整体温度的不全都,而使金属某些区域消灭了拉伸或收缩现象,产生内应力。由于内应力的存在,对塑性金属将产生翘曲和变形,对脆性金属简洁消灭裂纹,如焊接后进展机械加工,内应力的释放会影响加工精度。此外,焊接内应力对零件的疲乏强度也是不利的。在焊接过程中,只有当焊件处于可以自由收缩的状态下,且位置和形态的变化不受任何约束,才能使焊接件在焊接过程中受热时,因可以自由膨胀而使内应力很小仅有变形。减小内应力的方法有;预热和缓冷;预热是指在焊接前,先将焊件加热到100°—450°的方法,对于小焊件可以整体预热,大的焊件可以局部预热,范40—70mm的区域。从一端连续焊到另一端时,趁着焊缝或焊层在炎热的状态下,用手锤敲打,这样可以削减焊缝的收缩量,抵消变形量和削减内应力。焊缝金属温度在800°时效果最好,当温度降低时,敲打力气也应当随之减小,300°左右时不允许敲打。加热减应区;焊接铸件时,选择工件的适当位置进展加热使之伸长,然后对损害处焊接,焊后同时冷却,焊接应力会大大减小,从而避开裂纹的发生。当受载时,引起了焊接接头工作应力分布的不均匀现象,使局部的应力比平均应力高出很多,因而接头简洁断裂,使用寿命短。产生应力集中的缘由有很多,主要缘由有;焊缝中产生的工艺缺陷。如气孔、夹渣、裂纹及未焊透等。不合理的焊缝外形。例如对接焊缝的余量过大,角焊缝的焊趾过高等。不合理的接头布置。如对接接头截面有突变,承受加衬垫的对接接头等。减小内应力的方法;削减余高高度,余高是指焊缝高于母材外表的局部。焊接接头要与母材圆滑过渡。当母材高度不全都时,尽量使它们处于同一中心线。减小角焊缝斜边与水平边的夹角。加深增大熔池。三减小和防止材料变形的方法;1焊接中零件变形的产生和类型;焊接时零件仅局部受热,零件各局部的温度变化很不均匀,因而会产生不同程度的膨胀,距离焊缝越近的局部膨胀的越大,距离焊缝较远的局部温度较低,膨胀较小。但是这两局部又是一个整体,在相互牵制相互影响,高温局部的膨胀会被四周较低温度的金属阻碍,在两个力的作用下中间局部变形。焊接变形一般有以下几种;1】纵向和横向变形;变形。纵向变形可引起两焊件在相对方向相互搭叠,横向变形可使两焊件在焊缝处翘曲。2】弯曲变形;程度随焊接时间的加长而加大。3】角变形;角变形是由横向收缩引起的对角翘曲。2减小和防止工件变形的方法;焊接时,假设工件内应力小,一般来说变形量会相应减小。因此,减小工件内应力的方法,也同时能够减小工件的变形量。但是,当对工件变形量有较高要求时,则应当将掌握变形量放在首要位置,焊接中可力,减小和防止工件变形的方法一般有以下几种;1】预加反变形法;形量,在焊接前将工件用机械加工的方法进展预变形,使焊接后的变形和加工的变形量相互抵消。2】夹固法;的内应力较大,因此主要用于具有良好可塑性的低碳钢薄板。3】水冷法;利用冷水从工件的反面喷射,以减低工件根本金属温度,减小受热膨胀的影响来防止变形。也可以将工件浸在水中,露出焊接部位进展焊接。4】焊接标准选择;焊接标准包括焊件外表的清理状况,焊接位置,焊条类型与牌号、焊条直径、厚工件的焊接层数、电源种类、焊接电流等因素。选择是否合理,对工件内应力和变形的影响较大,并影响生产效率。〔1〕焊条直径的选择;为了加快焊接速度应仅可能选用大直径的焊条,但过大又简洁烧穿工件,合理的焊条直径与工件的厚度有关。焊条直径的选择零件厚度<22---44---66---8>8焊条直径<23,24---566---8〔2〕焊接层数的打算;实际工作中,每一层的厚度应等于焊条直径的0.8 1.2倍时效果较好。形相应增加。合理的电流强度按以下公式确定;I=Kd公式中I——电流强度,A d——焊条直径,mm K——系数,取40.电流的大小按下表确定;直径mm1.62.02.53.2456A25---4040----6550----80100--130160--210200--270260--300生产效率。头形式,焊接位置,环境温度,焊件的材质和焊条的特性等因素。工件较厚、T形接头、搭接接头、环境温度较低时,由于导热快焊接电流要大热输入量范围,然后依据允许的热输入量确定焊接电流范围。变形越少。产生的变形,和焊件已加工面的氧化。流失,产生烧穿,因此在进展电弧冷焊时要留意以下几点;于补焊及削减焊件的熔化量选择适宜的最小焊接电流。承受较快的焊接速度及短弧焊接。防止裂纹的产生。选择合理的焊接方向及挨次。牌号牌号号药皮类型焊接电源成分主要用途ZL100EZG—1氧化铁型沟通电碳钢一般用于不加热工艺,灰铸铁非加工面的补焊。---------EZFe—1————纯铁EZFe—2低氢型直流低碳钢J422E4303碳钙型交直流低碳钢J506E5016低氢钾型交直流低碳钢Z116Z117高钒药皮〕高强度灰铸铁及球墨铸铁件的补焊,可加工钛钙铁粉Z122Fe——型交直流碳钢一般灰铸铁非加工面的补焊Z208EZG—2石墨型交直流碳钢〔药皮Z238EZG—4石墨型交直流加球化剂〕球墨铸铁件补焊Z248石墨型交直流铸铁灰铸铁补焊重要灰铸铁件薄壁件和需Z308EZNi石墨型交直流纯镍要加工补焊,切削性能良好高强度灰铸铁,球墨铸铁Z408EZNiFe石墨型交直流镍铁合金的补焊,切削性能尚好强度要求不高的
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 对数函数基础知识
- 四年级数学(三位数乘两位数)计算题专项练习及答案
- 二年级数学(上)计算题专项练习汇编
- 江西省宜春市丰城中学2024-2025学年高二下学期入学考试英语试题(创新班)(原卷版+解析版)
- 餐饮用具清洗消毒流程
- 农业环保工作手册模板
- 2025物业合同到期不续签处理
- 《2025混凝土预制板施工合同书》
- 2025年精通撰写合同:踏上成功的法律之路
- 2024-2025学年云南省昆明市官渡区高一上学期期末考试物理试卷(解析版)
- 《文创灯具设计(论文)》
- 2023年浙江二造《建设工程计量与计价实务(土木建筑)》考试重点题库200题(含解析)
- 信管家风控实战
- 公路工程各主要试验检测项目
- 团队建设(破冰活动)精编版课件
- 岩石性质及其工程分级课件
- 化工仪表自动化-压力仪表培训课件
- 老年人泌尿系统疾病课件
- 四年级道德与法治(下册)第一单元同伴与交往单元测试卷-(含答案)
- 苏教版三年级(下)科学第一单元植物的一生质量测试卷(一)含答案
- 土壤铵态氮的测定
评论
0/150
提交评论