



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
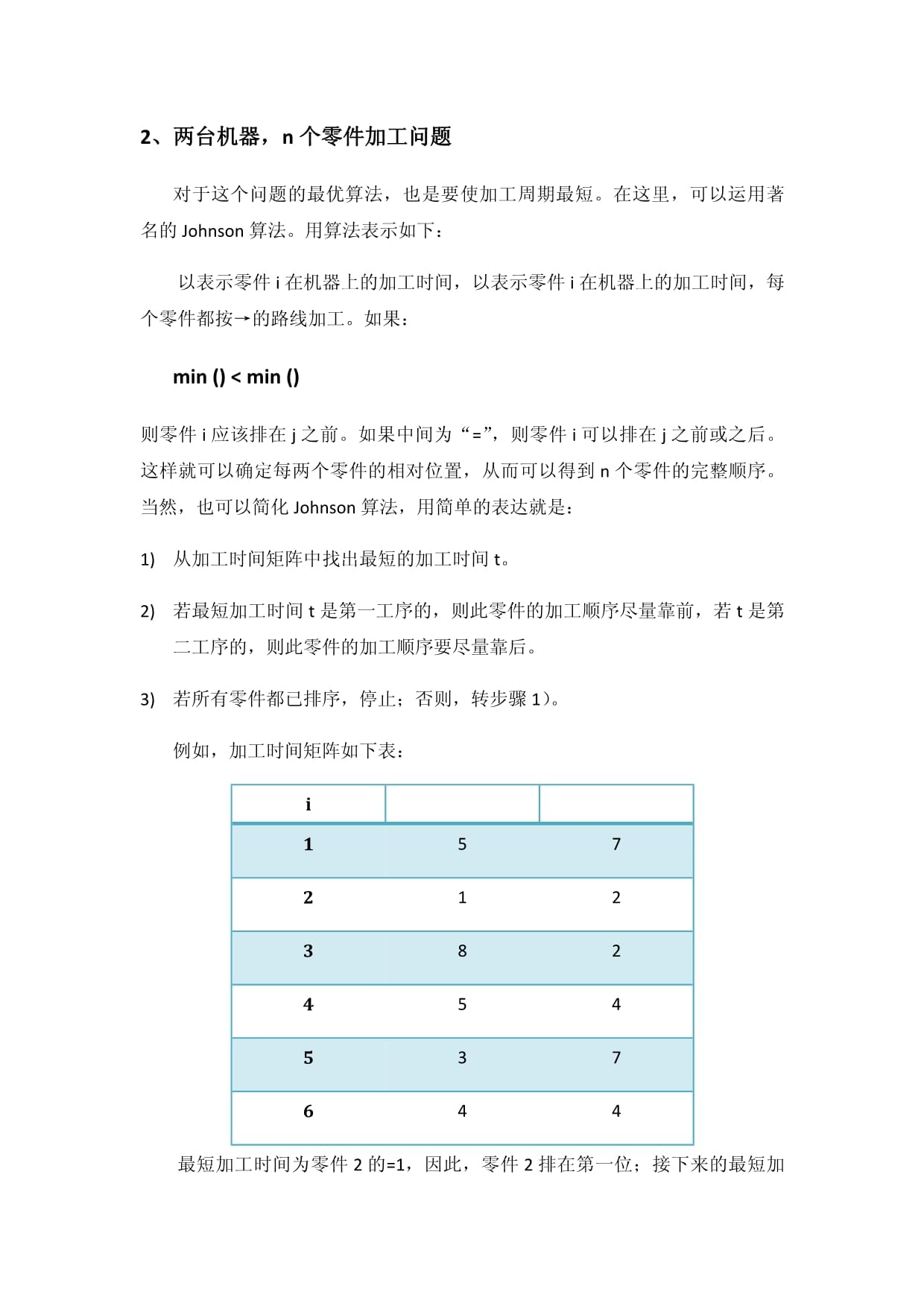
制造业生产作业计划在制造业企业中,生产是最主要的工作。在通过物料需求计划(MRP)确定各车间的零部件投入出产计划后,就要安排各车间的生产任务了。要完成各车间的生产任务,就要对生产顺序、加工时间和人员安排等工作进行合理有效的安排。只有将工作安排到工作地和工人,任务才算落实。将任务安排到工作地,涉及到任务分工和作业排序问题。每个工作地生产作业计划的完成,保证了车间生产作业计划的完成,又保证了厂级生产作业计划的完成,使产品能够按照计划生产出厂。作业计划的理论和方法是编制车间生产作业的基础,本文主要就确定生产作业排序的方法,查找资料之后总结出来的。一、编制作业计划要解决的问题像工厂要给每个工人安排每天的生产任务;学校要安排上课时间表,使学生能按规定的时间到规定的教室听老师讲课,这些都是作业计划问题。编制作业计划就是将资源分配给不同的任务,按照既定的优化目标,确定各种资源利用时间的问题。例如,在一个机器上加工多个加工时间不同的零件,怎样安排实现加工时间最少、各零件等待加工时间做少或者成本最低的问题。这其中涉及到许多运筹学的问题,这也是我想在这篇论文里进一步探讨的。、编制作业计划能够实现企业对资源的充分利用,达到生产的最优化。这类似于JIT系统的消除7种浪费的目标。其实许多模型,像精细制造、敏捷制造、全面质量管理都有涉及作业计划的编制。这里我只能在最简单的工序生产问题加以分析,深入的探究查找到的相关资料还看不太懂。二、不同零件、流水车间作业计划问题流水线式流水车间的典型代表,其基本特征就是每个零件都顺序地经过线上不同机器加工,它们加工路线一致。而流水线要解决的问题就是如何实现加工周期最短。例如A、B、C三种零件要经过一台零件的加工,不同的加工顺序(ABC或BAC)的加工周期是不同的(因为每个零件加工前的等待时间不同)。因此,寻找加工周期最短的加工顺序就可以将其设计为这条生产线的固定作业流程,使作业计划趋于完善。1、一台机器,n个零件加工问题其实这个问题在运筹学课程上已经进行过分析了。利用课本上的例题可以发现,按照加工时间从少到多排出加工零件的顺序就能使各个零件的平均停留时间为最少,从而找到最优的加工顺序。零件加工时间停留时间最优顺序加工时间Pi停留时间11.81.830.50.522.03.840.91.430.54.351.32.740.95.261,54.251.36.511.86.061.5822.08如表所示,每个零件加工时间不同,根据上文的结论可以得到加工的顺序是(3、4、5、6、1、2),此时加工周期是8,平均停留时间是(0.5+1.4+2.7+4.2+6.0+6)/6=3.8,与其他的加工顺序相比平均停留时间是最短的。这是学过的内容,就不做过多的介绍了。2、两台机器,n个零件加工问题对于这个问题的最优算法,也是要使加工周期最短。在这里,可以运用著名的Johnson算法。用算法表示如下:以表示零件i在机器上的加工时间,以表示零件i在机器上的加工时间,每个零件都按→的路线加工。如果:min()<min()则零件i应该排在j之前。如果中间为“=”,则零件i可以排在j之前或之后。这样就可以确定每两个零件的相对位置,从而可以得到n个零件的完整顺序。当然,也可以简化Johnson算法,用简单的表达就是:从加工时间矩阵中找出最短的加工时间t。若最短加工时间t是第一工序的,则此零件的加工顺序尽量靠前,若t是第二工序的,则此零件的加工顺序要尽量靠后。若所有零件都已排序,停止;否则,转步骤1)。例如,加工时间矩阵如下表:i157212382454537644最短加工时间为零件2的=1,因此,零件2排在第一位;接下来的最短加工时间是零件3的=2,因此零件3排在最后一位。以此类推,最后最优的加工顺序为(2、5、6、1、4、3),我们还可以求出最优加工周期为28(如下图)。i256143148131826311152226283、m台机器,n个零件加工问题面对n台机器的问题,Johnson算法就不起作用了,所以要寻找新的解决办法,通过查找资料,有许多中方法可以解决这个问题,像Palmer法,关键零件法、CDS法等等。接下来,主要运用普遍适用的Palmer法。首先,定义斜度指标=k=1,2,…,n式中,m——机器数;——零件i在机器上的加工时间。按照各零件不增的顺序排列零件,可得出令人满意的加工顺序。例如,m=3,n=4的情况,加工时间矩阵如下:i1184224536284392根据Palmer法,将m=3,k=1,2,3代入公式中得到:=k=1,2,3=-+于是,=-+=-1+4=3=-+=-2+5=3=-+=-6+8=2=-+=-3+2=1按不增的顺序排列零件,得到加工顺序(1、2、3、4)和(2、1、3、4),恰好这两种顺序都是最有顺序(加工周期相同)。若不是这样,则从中挑选较优者。在最有顺序下,加工周期为28(如下图)。i123413912913152413182628三、相同零件、不同移动方式下的加工周期计算前面的排序都是针对不同零件,如果n个零件相同则没有排序问题。但对于相同零件、不同移动方式的研究是有实际背景的。从生产流程上分析,产品一般要经过设计、编制工艺、制造和发运几个阶段才能到达顾客手中。为了缩短对顾客需求的响应时间,可以采取并行工程的方法。并行工程就是将本来为串行的活动交叉,各个活动并行地进行。比如一边炒菜一边准备碗筷,两个步骤只要时间允许就可以并行进行。串行则相当于先炒完菜后再准备碗筷,两个步骤时间不重叠。零件在加工过程中采取的移动方式不同,会导致一批零件的加工周期不同。因此,有必要计算比较零件在不同移动方式下的加工周期。通过查找资料,零件在加工过程中可以采用三种典型的移动方式:顺序移动(类似串行作业)、平行移动(类似并行作业)和平行顺序移动。1、顺序移动方式一批零件在上道工序全部加工完毕后才整批地移动到下道工序继续加工,这就是顺序移动方式。采用这种方法,一批零件的加工周期可以表示为:式中,n——零件加工批量;t_i——第i工序的单件工序时间;m——零件加工的工序数。例如在一批加工物总共有3个零件(n=3),要经过4个加工步骤(m=4),所需时间分别为10、5、15、10个单位时间,则采用顺序移动的加工方式,加工周期为:2、平行移动方法每个零件在前道加工完毕后,马上转移到下一道工序继续加工,形成前后工序交叉作业。这就是平行移动方式。采用这一方式,一批零件的加工周期可以表示为:式中,——最长的单件工序加工时间;其余符号跟前一方法一致。运用前面例子的数据,=15,代入公式可以求得采用平行移动的加工方式,加工周期为:3、平行顺序移动方式顺序移动方式零件运输次数少,设备理由充分,管理简单,但加工周期长;平行移动方式加工周期短,但运输频繁,设备空闲时间多而零碎,不便利用。为了综合两者的优点,出现了平行顺序移动方式。平行顺序移动方式就是要求每道工序连续加工,但又要求工序尽可能平行加工。具体的做法是:当时,零件按平行移动方式转移;当时,以i工序最后一个零件的完工时间为准,往前推移(n-1)
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 二零二五年现代化办公空间租赁服务协议
- 二零二五年度主题餐厅运营管理合同范本
- 2025版航空燃油采购供应合同
- 二零二五年WTO绿色贸易55项重要协议环境友好合同
- 2025版智能车间承包与供应链管理合作协议
- 2025版中科软件园场地使用合同办公场地租赁合同结算方式
- 餐饮行业食材采购与存储系统开发协议
- 广播媒体2025年融合传播策略与效果评估报告
- 2025年智能健身工作室连锁社交媒体营销策略报告
- 工业机器人在柔性制造系统中的数据处理与分析优化报告001
- 职业规划第一课课件
- 2025年西安市工业合作联社下属企业招聘考试试卷
- 托管回馈活动方案
- 2025届四川内江中考数学试题【含答案】
- 北京市殡葬惠民政策及实施可行性报告
- 2025年国家公务员考试(行测)经典75道逻辑推理题(包过)(含答案)
- 高中生物自然选择与适应的形成课件-2024-2025学年高一下学期生物人教版必修2
- 2025年7月黑龙江高中学业水平合格考化学试卷试题(含答案详解)
- 行政处罚法培训
- 耕地保护培训课件
- 2025年湖北省中考英语试卷真题(含答案解析)
评论
0/150
提交评论