



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
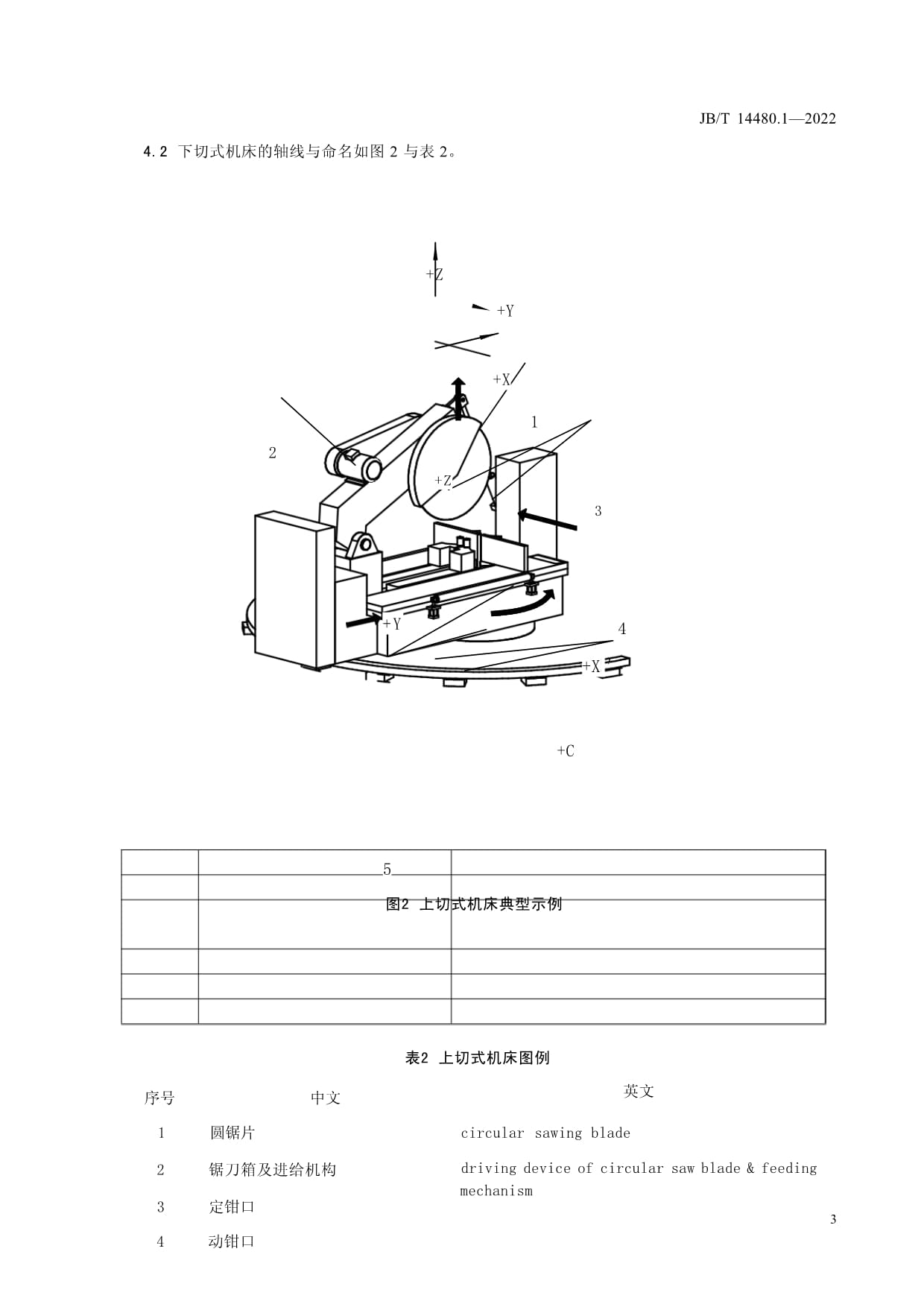
1JB/T14480.1—2022数控旋转圆锯床第1部分:精度检验本文件规定了数控旋转圆锯床的轴线代号与命名、一般要求、几何精度检验、数控轴线的定位精度与重复定位精度检验及工作精度检验。本文件适用于最大圆锯片直径250mm~800mm,最大锯削规格50mm~200mm的数控旋转圆锯床精度的检验活动。2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T6130-2001镶片圆锯GB/T17421.1-1998机床检验通则第1部分:在无负荷或精加工条件下的几何精度GB/T17421.2-2016机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定GB/T19660-2005工业自动化系统与集成机床数值控制坐标系和运动命名YB/T4207—2009冶金用硬质合金齿圆锯片YB/T4325—2013冶金用金属陶瓷齿圆锯片3定义与术语下列术语和定义适用于本文件。3.1数控旋转圆锯床numericalcontrolrotatingcircularsawingmachine圆锯片锯切面与工件轴线成一角度,锯刀箱旋转运动并沿圆锯片锯切面平动进给,对工件进行角度锯削加工。3.2数控旋转圆锯床切削运动和进给运动sawingmovementandfeedmotion由锯刀箱旋转运动,圆锯片锯切面与工件轴线形成角度,锯刀箱旋转运动并沿圆锯片锯切面平动实现进给运动。4轴线代号与命名本文件按GB/T19660-2005的规定命名了数控旋转园锯床(以下简称“机床”)轴线和命名。2+CJB/T14480.1—2022+C4.1下切式机床的轴线与命名如图1与表1。+Z4+X43+Z3255图1下切式机床典型示例表1下切式机床的图例序号英文1圆锯片circularsaw-blade2旋转工作台及锯刀箱rotarytable&drivingdeviceofcircularsawblade3定钳口(压紧工件的装置未画出)workpiecelocalizationplane.(thedeviceforpressingtheworkpieceisnotdrawn.)4工件移动虎钳deviceformovingworkpiece5床身machinebedframeJB/T14480.1—20224.2下切式机床的轴线与命名如图2与表2。+Z+Y+X12+Z34+Y4+X′+C5图2上切式机床典型示例表2上切式机床图例序号序号中文2锯刀箱及进给机构3定钳口4动钳口5旋转座circularsawingbladedrivingdeviceofcircularsawblade&feedingmechanismworkpiecelocalizationplaneMovingjawRotarysupport4JB/T14480.1—20225一般要求5.1本文件中所有的线性尺寸均用毫米(mm)表示。5.2按GB/T17421.1-1998中3.1的规定调整机床安装水平。在工作台中央位置放置水平仪,水平仪在纵向或横向的读数均不超过产品使用说明书的规定。注:纵向—圆锯片进给方向(Y轴);横向—工件移动方向(X轴)5.3各项几何精度检验,均应无负荷条件下,采用手动或机床低速运动。5.4机床的工作精度,应在规定的试件上进行。试件材质为45钢,正火状态,硬度为1HBSHBS且硬度均匀,试件表面粗糙度Ra值应不大于6.3μm。5.5机床几何精度和工作精度检测时允许更换圆锯片,使用的圆锯片应符合GB/T6130-2001、YB/T4207—2009、YB/T4325—2013及相关标准的规定。5.6机床定位精度和重复定位精度检验时,机床应充分运转,在开始检验定位精度和重复定位精度之前,机床的调平、几何精度应完全符合要求。5.7本文件所列出的精度检验项目顺序,并不表示实际检验次序。为了装拆检验工具和检验方便,可按任意的次序进行检验。并且所有的检验均应在机床无负载,即无工件的条件下进行。并建议制造商与用户对机床提出适宜的温度环境规定。5.8当实测长度与本文件规定的长度不同时,公差应根椐GB/T17421.1-1998中的规定,按能够测量的长度折算。折算结果小于0.01mm时,仍按0.01mm计。5.9根椐用户与制造商协议,检验项目和检验方法可作适当调整。5JB/T14480.1—20226几何精度检验6.1检验项目G16.1.1主轴(圆锯片定心轴)颈的径向圆跳动。G16.1.2简图见图3。6.1.3公差。最大圆锯片直径D≥250~4600.020>460~8000.0256.1.4检验工具。指示器。6JB/T14480.1—20226.1.5检验方法(按GB/T17421.1-1998中.2的规定)。将指示器安装在机床的固定部件上,使其测头垂直地触及主轴(圆锯片定心轴,应消除轴承间隙)颈表面。旋转主轴进行检验。检验应分别在垂直的轴向平面和水平的轴向平面内进行。指示器读数的最大差值,为主轴圆锯片定心轴颈的径向跳动误差。6.2检验项目G26.2.1主轴(圆锯片定心轴)定位端面的端面圆跳动。G26.2.2简图见图4。6,2.3公差。最大圆锯片直径D≥250~4600.020>460~8000.0256.2.4检验工具。指示器。7JB/T14480.1—20226.2.5检验方法(按GB/T17421.1-1998中的规定)。将指示器安装在机床的固定部件上,使其测头垂直地触及主轴(圆锯片定心轴,应消除轴承间隙)定位端面。旋转主轴进行检验。指示器读数的最大差值,为主轴圆锯片定位端面的端面跳动误差。6.3检验项目G36.3.1圆锯片进给方向对主轴轴线的垂直度。G36.3.2简图见图5。DtDt其中:专用检具直径D。6.3.3公差。0.02/100。6.3.4检验工具。指示器、锯片安装法兰、专用检具。8JB/T14480.1—20226.3.5检验方法(按GB/T17421.1-1998中的规定)。将代替圆锯片的专用检具安装法兰安装在主轴上,指示器安装在机床固定部件上,使其测头垂直地触及专用检具端面,锯刀箱作进给运动进行检验。指示器读数的最大差值,为圆锯片进给方向对主轴轴线的垂直度误差。6.4检验项目G46.4.1试件理想锯断面对圆锯片进给方向的平行度。G46.4.2简图见图6。DL6.4.3公差。0.035/100。9JB/T14480.1—20226.4.4检验工具。指示器、专用检具。6.4.5检验方法(按GB/T17421.1-1998中.2.2的规定)。将替代理想锯断面的专用检具(D)夹紧在虎钳内,将指示器安装在机床主轴端面上或主轴端面专用延长检具(L)上,使其测头垂直地触及专用检具的检验面。锯刀箱作进给运动进行检验。指示器读数的最大差值,为试件理想锯断面对圆锯片进给方向的平行度误差。6.5检验项目G56.5.1试件理想锯断面对主轴轴线的垂直度。G56.5.2简图见图7。DLJB/T14480.1—20226.5.3公差。0.035/100。6.5.4检验工具。指示器、专用检具。6.5.5检验方法(按GB/T17421.1-1998中.2.2的规定)。将替代理想锯断面的专用检具(D)夹紧在虎钳内,将指示器安装在机床主轴或主轴端面专用延长检具(L)上,使其测头垂直地触及专用检具的检验面。手动方式旋转主轴进行检验。指示器读数的最大差值,为试件理想锯断面对主轴轴线的垂直度误差。6.6检验项目G66.6.1旋转工作台面的端面圆跳动。G66.6.2简图见图8。JB/T14480.1—20226.6.3公差;0.200.30其中:D为工作台直径。6.6.4检验工具。指示器。6.6.5检验方法(按GB/T17421.1-1998中5.6.3的规定)。在机床的不动部件上固定指示器,使其测头垂直触及工作台端面(尽量靠近圆周边缘低速转动旋转工作台进行检验。指示器读数的最大差值,为旋转工作台面的端面跳动误差。7数控轴线的定位精度与重复定位精度检验7.1检验项目P17,1.1X轴、Y轴、Z轴线性轴线移动的定位精度和重复定位精度检验。(仅适用于具有数控X轴或数控Y轴或Z轴的数控旋转圆锯床)X轴为工件定长移动方向;Y轴为圆锯片进给移动方向;Z轴为锯刀箱与锯切面平行的水平移动方向。P17.1.2简图见图9。位置i(i=1至m,m=5)位置i(i=1至m,m=5)循环j(j=1至n,n=5)5i——机构沿轴线方向选择的目标位置中的特定位置,i=1至m;j—-机构的运动部件第j次向目标位置趋近时实际测得的到达位置,j=1至n;↓——该符号表示从负方向趋近目标;t——该符号表示从正方向趋近目标。公差轴线单向重复定位精度Rt和R↓7.1.4检验工具。激光干涉仪或线性标尺。7.1.5检验方法。按GB/T17421.2-2016中4.3.2和4.3.3的规定。。7.2.1圆锯片旋转角度轴线(B)的重复定位精度。JB/T14480.1—20227.2.2简图见图10。12B21-定钳口(或平行于工件移动方向的平尺);2-圆锯片(或模拟圆锯片的专用检具)。7.2.3公差:双向重复定位精度R:0.35°;单向重复定位精度R↑和R↓:0.20°。7,2.4检验工具。激光干涉仪,或具有类似精度的其他测量系统。7.2.5检验方法(应按GB/T17421.1-2000中4.3.4的规定)。依圆锯片旋转工作台旋转的角度范围进行检验,检验应按表2中的规定确定目标位置。旋转行程(B)最少目标位置数B≤90º358检验过程和结果的表达应符合GB/T17421.2-2016中的第4章、第5章、第7章的规定。8工作精度检验8.1检验项目M1M1JB/T14480.1—20228.1.1锯断件精度:a)锯断件端面对其素线的垂直度;b)锯断件端面对工作台面的垂直度。(检验时允许选用其中一项)8.1.2锯削条件。使用符合标准要求的圆锯片,切削用量按正常使用的切削规范进行。8.1.3简图见图11。d(h)=D(H)/2式中:d——试件直径;h——试件厚度;D——最大锯削直径;H——最大锯削厚度。b)8.1.4公差:最大锯削直径D(或厚度H)在50测量长度上0.08>50~1500.12>150~200检验工具。角尺、塞尺。8.1.6检验方法(按GB/T17421.1-1998中第4章的规定)。a)将试件夹紧在虎钳内锯断后,用角尺紧靠工件素线,塞尺测得的锯断面与直角尺之间的最大间隙为锯断件端面对其素线的垂直度误差;b)将角尺放在工作台上,靠紧锯断件
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 加油站安全管理三级教育考试试题含答案
- 球罐检罐施工方案
- 2025年特殊作业试题卷及答案
- (2025年)医疗器械监督管理条例培训试题及答案
- 2025年消防情景模拟题目及答案
- 施工总体交通导行方案
- 2026年组织部个人年度工作总结
- 患者误吸时的应急预案课件
- 2025年电工技师配电箱线路绝缘电阻检测方法实战训练试卷及答案
- 建设工程施工合同纠纷要素式起诉状模板格式有效规范
- 信访工作系列知识培训课件
- 压力变送器拆校课件
- 2025年高考真题分类汇编必修二 《经济与社会》(全国)(原卷版)
- 支撑粱施工方案
- 2026届高考英语二轮复习:2025浙江1月卷读后续写 课件
- 2.3.2 中国第一大河-长江 课件 湘教版地理八年级上册
- 2025贵州省某大型国有企业招聘光伏、风电项目工作人员笔试备考题库及答案解析
- 导致老年人跌倒的用药风险研究
- GB 21256-2025粗钢生产主要工序单位产品能源消耗限额
- 经颅磁刺激在神经疾病治疗中的应用
- 装修工人出意外合同范本
评论
0/150
提交评论