



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
281B内水切断面切断治具方案
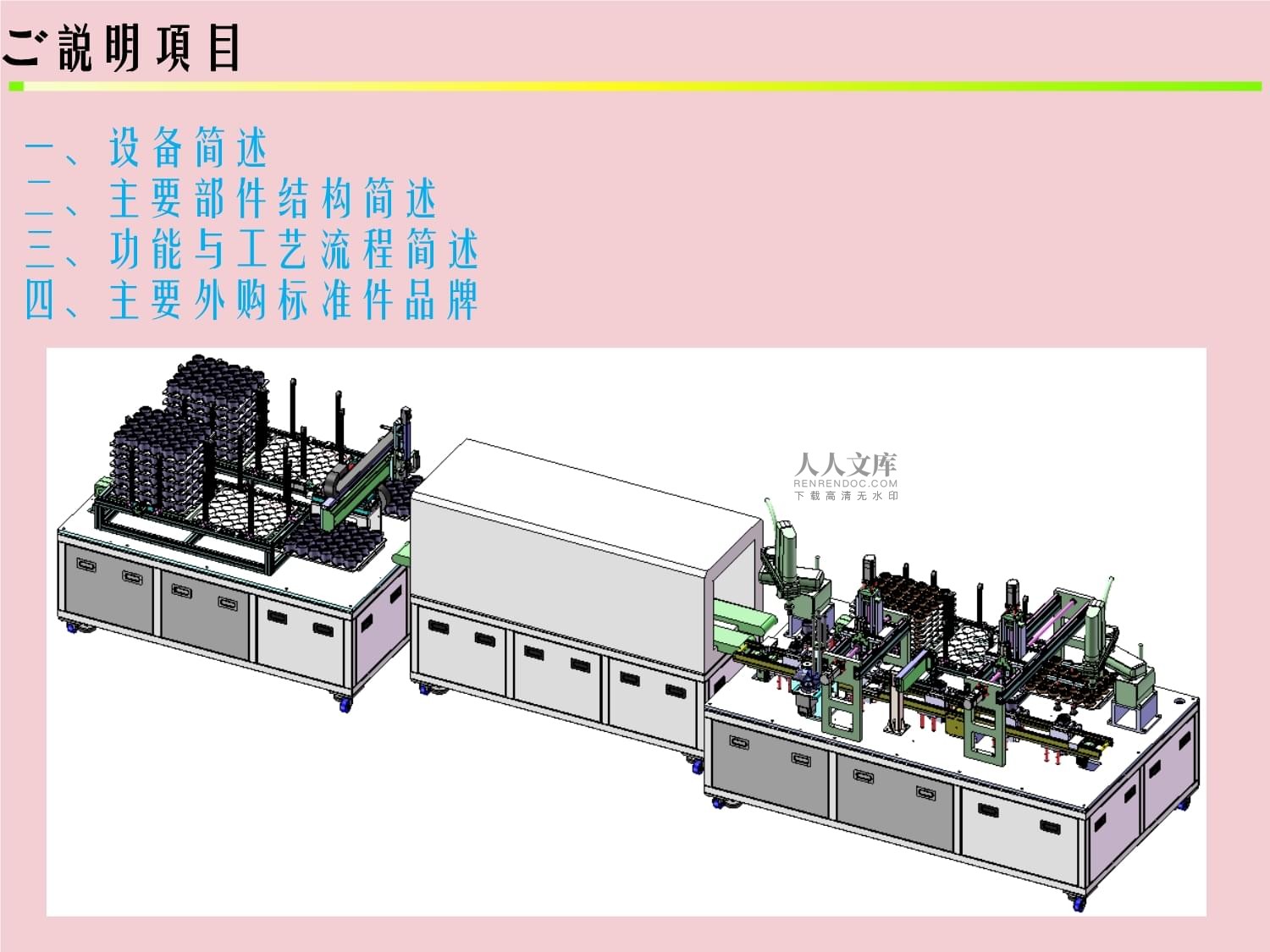
2018年08月22日(株)J−LASA中国工場:東莞市結力上自動化設備有限公司JALAS一、设备简述二、主要部件结构简述三、功能与工艺流程简述四、主要外购标准件品牌ご説明項目一、设备简述1.1主要参数说明:使用电压:单相220V;整机功率:约3.5KW;使用气压:0.4-0.6MP;外形尺寸(mm):1、外壳及端盖自动上料机:长X宽X高(1900X1400x1700);2、马达轴承、定子组装机:长X宽X高(2400X1400x1700);工速:约15s/pcs一、设备简介1.2整线概述:本生产线用于一款电机外壳、端盖与轴承及定子的全自动组装;本生产线主要由外壳及端盖自动上料机、外壳端盖烘烤遂道炉、轴承及定子全自动组装机三部分组成;产品于本线生产完成后由轴承及定子组装机后端的机器人把产品转移到后续对接流水线上;本线轴承、定子与外壳及端盖的装配方式采用热膨胀压入方式,先把外壳与盖板加热到工艺温度,然后先把轴承分别压入到外壳和端盖的轴承安装孔中,再把定子压入外壳的定子安装孔中;每个定位组装平台上均安装温度检测单元,压入装置安装有压力检测单元,分别用于检测装配前温度是否满足装配工艺要求,装配压力是否符合工艺及品质要求。轴承、定子组装机烘烤遂道炉外壳端盖自动上料机一、设备简介1.3整线概述:整线基本工作流程:1、人工把外壳、端盖及定子托盘置于对应的托盘缓存及上料装置上;2、三轴机械手把外壳与端盖转移到遂道炉的输送线上;3、装夹机器人把烘烤后的产品转移到循环治具中;4、产品于对应治具中随拉线流动,到轴天组装平台时治具顶升定位并进行装配前温度检测;5、轴承供料装置动作供料,轴承组装机械手抓取轴承并定位校正后把轴压入到温度合格的产品轴承安装孔中;6、产品于对应治具中随拉线流动,前面温度检测不良品到NG排除工位通过机械手排除;7、产品于对应治具中随拉线流动,到定子组装平台时治具顶升定位并进行装配前温度检测;
8、定子组装机械手从托盘中抓取定子并再次定位校正后把轴压入到温度合格的外壳定子安装孔中;9、产品于对应治具中随拉线流动,到下料平台时治具顶升定位,下料机器人把产品转移到下工序对接拉线上;10、动作复位,然后重复1——9的动作,实现连续循环生产。外壳缓存供料装置端盖缓存供料装置烘烤遂道炉产品卸夹转移机器人产品装夹机器人定子缓存供料装置三轴机械手一、设备简介1.4.1外壳端盖上料机概述:本设备用于一款电机外壳、端盖组装前烘烤自动上料;本设备主要由外壳托盘缓存装置、端盖托盘缓存装置、三轴上料机械手、电气控制系统三大部分组成。外壳缓存供料装置三轴机械手端盖缓存供料装置一、设备简介1.4.2外壳端盖上料机概述:基本工作流程:1、人工把外壳、端盖托盘置于对应的托盘缓存上料装置上;2、三轴机械手把外壳与端盖逐个转移到遂道炉的输送线上;3、产品取完后人工把空托盘取走并重新装盘;4、动作复位,然后重复1——3的动作,实现连续循环生产。一、设备简介1.5.1轴承定子组装机概述:本设备用于一款电机外壳、端盖与轴承及定子的全自动组装;本设备主要由产品装装夹机器人、定子托盘缓供料装置、产品治具及循环装置、轴承供料器、轴承组装机械手、定子组装机械手、组装定位平台、NG处理机械手、温度检测系统、下料机器人等十大部分组成;产品于本设备生产完成后由下料机器人把产品转移到后续对接流水线上;本设备轴承、定子与外壳及端盖的装配方式采用热膨胀压入方式,先把外壳与盖板加热到工艺温度,然后先把轴承分别压入到外壳和端盖的轴承安装孔中,再把定子压入外壳的定子安装孔中;每个定位组装平台上均安装温度检测单元,压入装置安装有压力检测单元,分别用于检测装配前温度是否满足装配工艺要求,装配压力是否符合工艺及品质要求。产品装夹机器人定子缓存与供料二次定位治具循环线治具定位平台轴承供在NG排除定子组装机械手下料机器人轴承组装机械手一、设备简介1.5.2轴承定子组装机概述:基本工作流程:1、人工把定子托盘置于对应的托盘缓存上料装置上;2、装夹机器人把烘烤后的产品转移到循环治具中;3、产品于对应治具中随拉线流动,到轴天组装平台时治具顶升定位并进行装配前温度检测;4、轴承供料装置动作供料,轴承组装机械手抓取轴承并定位校正后把轴压入到温度合格的产品轴承安装孔中;5、产品于对应治具中随拉线流动,前面温度检测不良品到NG排除工位通过机械手排除;6、产品于对应治具中随拉线流动,到定子组装平台时治具顶升定位并进行装配前温度检测;
7、定子组装机械手从托盘中抓取定子并再次定位校正后把轴压入到温度合格的外壳定子安装孔中;8、产品于对应治具中随拉线流动,到下料平台时治具顶升定位,下料机器人把产品转移到下工序对接拉线上;9、动作复位,然后重复1——9的动作,实现连续循环生产。产品装夹机器人定子缓存与供料二次定位治具循环线治具定位平台轴承供在NG排除定子组装机械手下料机器人轴承组装机械手二、主要部件结构描述2.1烘烤上料三轴机械手:工作原理:采用三轴移动三爪手指气缸抓取产品内孔把产品转移到烤炉拉线治具中。二、主要部件结构描述2.2产品装夹机器人及二次定位:工作原理:采用机器人移动三爪手指气缸抓取烘烤后的产品内孔,经二次定位后把产品转移到循环治中。二次定位二、主要部件结构描述2.3托盘缓存及供料:工作原理:略有料托盘空托盘回收工作托盘托盘移动模组底部顶升机构一底部顶升机构二底部顶升机构三二、主要部件结构描述2.4轴承供料器:工作原理:轴承来料为料管式,料管人工插入分度转盘上,轴承从料管底部推出,每次出一个,并自动置于前端的定位塔上,轴承组装机械手从定位柱上抓取轴承。轴承定位弹性柱二、主要部件结构描述2.5治具循环流水线:工作原理:略治具转移治具推进皮带线治具转移治具回流皮带线二、主要部件结构描述2.6循环治具:工作原理:略隔热垫导柱定位孔二、主要部件结构描述2.7定位组装平台:工作原理:略治具顶升柱与机械手对接精密花键导杆二、主要部件结构描述2.8组装对接示意图:工作原理:
1、压入Z轴的垂直度精通加工精度及装配调试精来保证;
2、水平精度通过Z轴的平面浮动及上下通过精导杆对接来保证上下产品的同轴度,最终达到装配产品装配精度。与机械手对接XY方可浮动移动平台压入Z轴可平台浮动二、主要部件结构描述2.9轴承装组装机械手:工作原理:
1、压入Z轴的垂直度精通加工精度及装配调试精来保证;
2、水平精度通过Z轴的平面浮动及上下通过精导杆对接来保证;上下产品的同轴度,最终达到装配产品装配精度;3、压入Z轴当工作于装配压入状态时,X与Y方向可同时作微量浮动,其它工作状态通气缸锁紧,消除浮动,以保证其它工作精度。轴承夹头压力传感器精密花键导杆锁紧气缸Y方浮动解除气缸X方浮动解除气缸二、主要部件结构描述2.9定子装组装机械手:工作原理:
1、压入Z轴的垂直度精通加工精度及装配调试精来保证;
2、水平精度通过Z轴的平面浮动及上下通过精导杆对接来保证;上下产品的同轴度,最终达到装配产品装配精度;3、压入Z轴当工作于装配压入状态时,X与Y方向可同时作微量浮动,其它工作状态通气缸锁紧,消除浮动,以保证其它工作精度。定子夹头压力传感器精密花键导杆锁紧气缸Y方浮动解除气缸X方浮动解除气缸四、主要标准件品牌1、直线模组:静思雨2、伺服电机:松下3、丝杆导轨:上银精密
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 家庭存钱协议书范本
- 设备共有共用协议书
- 着火林木赔偿协议书
- 整体收购企业协议书
- 上海送菜协议书范本
- 商标转让简易协议书
- 土地划分协议书双方
- 平台软件购买协议书
- 景区包车协议书模板
- 项目住宿管理协议书
- 2025年AR眼镜行业市场规模及主要企业市占率分析报告
- 日常小学生防性侵安全教育课件
- 浙江首考2025年1月普通高等学校招生全国统一考试 历史 含解析
- 市政城市环境管理
- 2025办公楼租赁合同书范本
- 2025中国煤炭地质总局招聘784人笔试参考题库附带答案详解
- 2025年高考英语二轮复习测试04 从句综合+语法填空(测试)(原卷版)
- 春季肝胆排毒课件
- 第12课 辽宋夏金元时期经济的繁荣 教案2024-2025学年七年级历史下册新课标
- 《安全生产治本攻坚三年行动方案》培训
- 警车安全驾驶课件大全
评论
0/150
提交评论