



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
工业工程基础课程程序分析演示文稿当前第1页\共有45页\编于星期日\22点工业工程基础课程程序分析当前第2页\共有45页\编于星期日\22点1、工作研究概述2、方法研究概述3、基本分析手法4、工藝程序分析5、流程程序分析6、布置和經路分析7
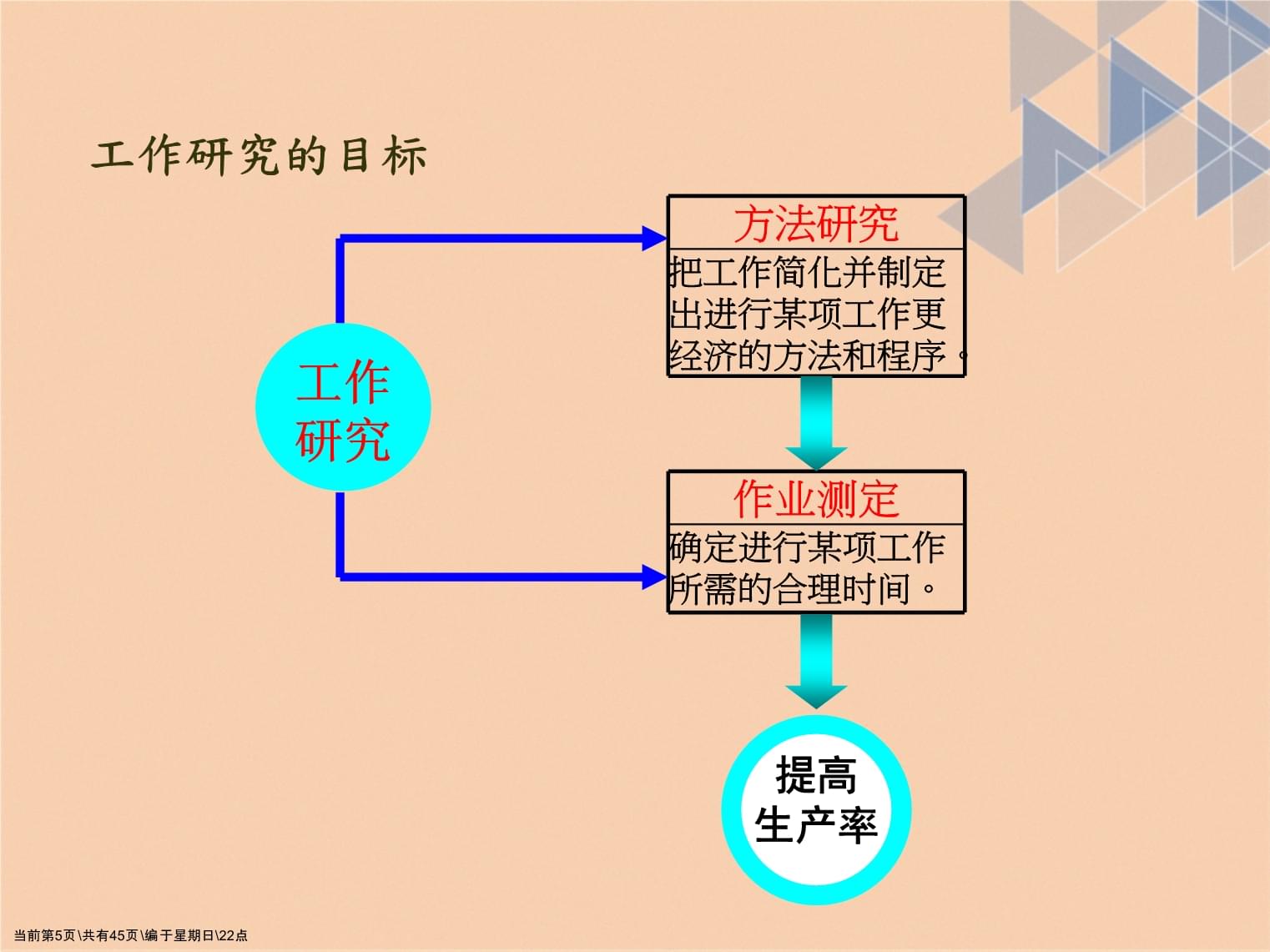
、管理事務分析課程大綱当前第3页\共有45页\编于星期日\22点1、工作研究概述工作研究(WorkStudy)是方法研究和作业测定的总称,是IE体系中最重要的基础技术。工作研究的目的是在现有设备的条件下,对生产程序和操作方法进行分析研究,寻找效率最高、成本最低及质量最好的工作方法,并制定标准时间。工作研究包括“方法研究”和“作业测定”两大技术。世界各国都把工作研究作为提高生产率的首选技术。如美国90%以上的企业都应用了工作研究,企业的生产率普遍提高51%。当前第4页\共有45页\编于星期日\22点工作研究的目标把工作简化并制定出进行某项工作更经济的方法和程序。方法研究确定进行某项工作所需的合理时间。作业测定工作研究提高生产率当前第5页\共有45页\编于星期日\22点方法时间测量(MTM)模特计时法(MOD)方法研究1、方法、程序2、材料3、工具和设备4、工作环境程序分析对整个制造程序或工序的分析工序程序图产品或材料的流程图流程程序图布置与路经分析线图或线路图操作分析动作分析人机操作分析联合作业分析(工作时)双手操作分析动作要素分析动作经济原则制定标准工作法作业测定设定时间标准直接法密集抽样时间研究密集抽样法分散抽样时间研究工作抽样合成法预定时间研究标准法(PTS)标准资料法工作因素法(WF)简易WF法制定标准时间训练操作工人工作研究实施步骤工作研究的范围工作研究的范畴当前第6页\共有45页\编于星期日\22点确定研究对象记录现有的工作方法分析现有工作方法的不足制定新工作方法评价各种新工作方法计算标准工作时间建立新方法新方法的实施与维持方法研究作业测定制定工作标准和时间标准寻找问题分析问题解决问题工作研究的实施程序当前第7页\共有45页\编于星期日\22点联系两者是相辅相成、互为渗透的。一般来说,作业测定应该在方法研究的基础上进行。换句话说,只有经过方法研究,使得生产过程和操作(动作)方法合理后,作业测定才有意义。另一方面,“时间乃动作的影子”,时间是衡量工作方法优劣的主要尺度。所以,方法研究常用作业测定作业比较和选择工作方法的依据。区别方法研究研究如何减少作业的工作量,而作业测定则研究如何减少无效时间,并以方法研究所确定的工作量为基础,进一步制定该作业的标准时间。
研究的对象相同但是研究的方法不同方法研究与作业测定的关系当前第8页\共有45页\编于星期日\22点2、方法研究概述“方法”是人们进行工作和生活所运用的整体手段的组成部分,人们使用方法完成自己所要做的任何事情。好的方法可以帮助人们减少物质、能源、时间以及资金的消耗和浪费,从而降低成本;可以改善人们的工作环境;可以提高生产率。概念:对现有的或即将进行的工作方法(如加工、制造、装配、操作)进行系统地观测、考查、分析、研究和试验,使工作方法系统经过科学的简化和优化,在时间研究的配合下最终找到一种最好工作方法的技术。
当前第9页\共有45页\编于星期日\22点方法研究的目的改进工艺和程序;改进工厂、车间和工场的平面布置;改进整个工厂和设备的设计;经济地使用人力,减少不必要的疲劳;改进物料、机器和人力的利用,提高生产率;改善实际工作环境,实现文明生产;降低劳动强度。
当前第10页\共有45页\编于星期日\22点方法研究的特点创新意识 对工作方法的改进永无止境;指导思想——充分挖掘企业内部潜力 力求在不投资(即增加人力、设施、原材料等)或者少投资的情况下,通过挖掘企业内部的潜力(即改进工作方法),获得最大的经济效益。着眼点——系统整体优化
方法研究首先着眼于整个工作系统、生产系统的整体优化(程序分析),然后再深入解决局部关键问题(操作分析),进而解决微观问题(动作分析),最终达到系统整体优化的目的。当前第11页\共有45页\编于星期日\22点当前第12页\共有45页\编于星期日\22点工序:指一个工人或一组工人在一个工场对一个或一组劳动对象进行加工,完成生产过程中的一部分。同一道工序中的操作者、操作对象、操作工具和工作场所均不发生变化。工序可以进一步分解为操作和动作。操作:是工序的组成部分。是工人为达到某一目的,使用一定方法所完成的若干动作的总和。动作:是手工操作的构成因素。指工人接触物件、移动物件或离开物件的行为。动作由基本动素构成。
几个基本概念当前第13页\共有45页\编于星期日\22点3、基本分析手法(一)1个不忘---动作经济原则(二)4大原则---ECRS(三)5个方面---加工,搬运,检查,等待,储存(四)”5W1H”当前第14页\共有45页\编于星期日\22点取消(Eliminate)——取消不必要的工序、动作、操作,这是不需要投资的一种改进,是改进的最高原则。合并(Combine)——对于无法取消而又有必要的,看是否能够合并,以达到省时简化的目的。重排(Rearrange)——经过取消、合并后,可再根据“何人、何处、何时”三个提问进行重排,使其能有最佳的顺序、除去重复、办事有序。简化(Simple)——经过取消、合并、重排后的必要工作,就可考虑能否采用最简单的方法及设备,以节省人力、时间及费用。“ECRS”四大原则当前第15页\共有45页\编于星期日\22点D——表示操作——表示搬运、运输——表示检验——表示暂存或等待——表示受控制的贮存——派生符号,表示同时执行操作与检验1.2.3.4.5.6.程序分析的五個方面当前第16页\共有45页\编于星期日\22点操作
为了实现某一目标,利用劳动工具是劳动对象按照预定的要求改变其物理、化学性质或者发生位置变化的过程。它是整个生产过程的主要组成部分。唯有操作能够增加附加价值。搬运 凡是有意改变物体的位置从一处移到另一处即为搬运。检验
按照一定的技术条件或标准,对原材料、半成品或成品的规格、数量、质量进行试验、检查或者对比分析。迟延
由于预定的下一动作未能立即发生,而产生不必要的停留储存
按计划将物品放在指定位置程序分析的五個方面当前第17页\共有45页\编于星期日\22点What-完成了什么?Where-在何处做?When-何时做?Who-由谁做?How-如何做?有无其它更好的工作?有无其它更合适的地方?有无其它更合适的时间?有无其它更合适的人?有无其它更合适的方法?
Why|为什么要做?在此处做?在此时做?要此人做?要这样做?
六大提问技术(6W技术或5W1H技术)当前第18页\共有45页\编于星期日\22点第一次提问第二次提问第三次提问结论现状为什么能否改善新的方案对象完成了什么为何要做它有无其它更好的工作应该做什么地点在何处做为何要在此处做有无其它更好的地方应该在何处做时间何时做为何要在此时做有无其它更好的时间应该在何时做人物由何人来做为何要此人做有无其它更好的人应该由何人做方法如何做为何要这样做有无其它更好的方法应该如何做六大提问技术(6W技术或5W1H技术)当前第19页\共有45页\编于星期日\22点案例:流程卡循環利用案原流程当前第20页\共有45页\编于星期日\22点備注:1、三年時間,無出現一次查找流程卡事件。2、流程卡在保存,運輸過程中等環節,很不規范,很不便于查找。3、目前保存三個月時間就報廢,也并不能滿足產品銷售后的追溯問題。
4、追溯可完全從電腦信息中查詢,后繼保存本就是一個浪費過程。分析当前第21页\共有45页\编于星期日\22点当前第22页\共有45页\编于星期日\22点4、工藝程序分析工艺程序分析是对工作现场的宏观分析,它把整个生产系统作为分析对象。工艺分析的目的是改善整个生产过程中不合理的工艺内容、工艺方法、工艺程序及作业现场的空间配置,通过严格的考察与分析,设计出最经济合理、最优化的工艺方法、工艺程序和空间配置。
进行工艺程序分析采用“工艺程序图”和“流程程序图”。工艺程序图的优点:工艺程序图仅有程序中的“操作”和保证操作效果的“检验”两种主要工序符号,避免了图形的冗长和复杂,可以很方便地体现整个程序的先后次序。
当前第23页\共有45页\编于星期日\22点工艺程序图的内容制造程序及工艺布置的大概轮廓;各项操作及检验的内容及生产线上工位的设置情况;原材料的规格和零件的加工要求;所需工具和设备的规格、型号和数量,因而可计算投资数额及生产成本。当前第24页\共有45页\编于星期日\22点工艺程序图的类型串行并行装配型拆卸型当前第25页\共有45页\编于星期日\22点工艺程序图的绘制在工艺程序图中,工艺程序的顺序以垂线表示,从上往下垂直地表示装配件中主要元件或零部件所进行的操作和检查。各种操作(或检验)符号之间用垂直短线(约6mm)连接。在符号的右边填写操作(或检验)的内容,通常还要标注使用的工具或设备,在符号的左边记录操作时间(以小时为单位计量)。由于检验员是计时工作的,因此检查不需专门规定时间.以水平线代表物料(或零、部件)的引入,引入线上应填写材料或零件规格、型号。以主要零件作为工艺程序图的主要垂直线。若有多个零件均从右向左,按其要在主要件上的装配顺序,依次排列。按照实际加工、装配的先后顺序,将操作与检验的符号分别编号,从上向下,从右至左,遇有水平线则转入下一个零件连续编号。如果有很多的工作,需要分成几部分去分别处理,此时一个主要程序分成几个分程序,将主要的分程序置于最右边,其余的依照重要性自右向左依次排列。当前第26页\共有45页\编于星期日\22点工艺程序图的绘制原理引入原料(或零件)引入物件引入物件引入原料(或零件)局部装配或加工局部装配或加工局部装配或加工在零件上完成系列作业①
②
③
④
当前第27页\共有45页\编于星期日\22点DIP段工藝:入庫焊點檢查&維修錫珠清潔FCT測試掃瞄金邊清潔終檢91011213分板裝載具手動插件壓浮高波峰焊接取載具浮高檢查TH1焊接FCT測試123415678当前第28页\共有45页\编于星期日\22点当前第29页\共有45页\编于星期日\22点5、流程程序分析了解工作的概貌需用工艺程序图,而流程程序图则进一步对生产现场的整个制造程序作详细的记录与分析,特别是用于分析其搬运距离,减少暂存、贮存等隐藏成本的浪费。或者说,工艺程序图属于简要分析,而流程程序图属于详细分析。流程程序图与工艺程序图的构成极为相似,其差别仅为加入了“搬运”、“贮存”、“暂存”三种符号,除记录时间之外,还记录搬运的距离。流程程序图比工艺程序图详尽而复杂,常对每一主要零件或材料单独作图,进行独立研究。当前第30页\共有45页\编于星期日\22点根据研究对象分类:材料或产品流程程序图(物料型):描述生产或搬运过程中,材料或零件被处理的步骤。人员流程程序图(人型):记录操作人员在生产过程中一连串活动。当前第31页\共有45页\编于星期日\22点例1:绘制流程程序图(人型)工作任务:用量规核对工件尺寸。开始:工人坐在工作台旁,工件在工作台上。结束:工人坐在工作台旁,已核对过的工件在工作台上。112到仪器柜(5m)开仪器柜用量规和对工件尺寸123带量规回到工作台(5m)拿起量规调整量规带量规至仪器柜(5m)345放回量规关仪器柜回工作台(5m)4现行方法54(20m)110当前第32页\共有45页\编于星期日\22点例2:设有一业务员依照顾客来函核对某张支票上的数字,信放在公文柜中,试绘制流程程序图。去公文柜1122313454开公文柜拿出信带信回办公桌找票核对带信回公文柜放回信关公文柜回办公桌放回票6当前第33页\共有45页\编于星期日\22点例3:绘制流程程序图一张火车票从售出、使用至收回的过程(物料型)。一位旅客使用该火车票乘车旅行的过程(人型)。1234在票架上拿至柜台(2.4m)打印日期、车次及票价等待找钱拿给旅客旅客带至检票处(30m)查看并打孔旅客带至旅途中在终点处查看并收回1112323在售票处问询等待打印车票付钱等待找钱拿取火车票带至检票处(30m)等待验票旅客带至旅途中在终点处等待验票1123124当前第34页\共有45页\编于星期日\22点6、布置和經路分析当前第35页\共有45页\编于星期日\22点线路图是以作业现场为对象,对现场布置及物料(包括零件、产品、设备)和作业者的实际流通路线进行分析。线路图常与流程程序图配合使用,以达到改进现场布置和移动路线、缩短搬运距离的目的。
线路图按比例缩尺绘制工厂简图或车间平面布置图,将机器、工作台等相互位置一一绘制于图上,并将流程程序图上所有的动作以线条或符号表示。特别是材料与人员的流通路线,要按照流程程序记录的次序和方向用直线或虚线表示,各项动作发生的位置则用符号及数字表示。流通方向一般以箭头表示。线路图主要用于“搬运”或“移动”路线分析。
当前第36页\共有45页\编于星期日\22点线路图的绘制要求在同一图面表示加工、装配等程序时,所有在制品的流程均应画出。如在制品种类甚多,可分别采用实线、虚线、点划线以及不同颜色表示,而其移动方向则以短箭头重叠于各线上。许多流程由同一路径通过时,将流程数及其重量表示在线上,并用不同颜色的丝线表示不同的流程。表示搬运的方法亦可用各类不同的线及不同颜色表示。线与线的交叉处,应以半圆形线以示避开。流程遇有立体流程时,则宜用三维空间图表示。当前第37页\共有45页\编于星期日\22点繪制線路圖当前第38页\共有45页\编于星
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 第四单元《第11课 畅所欲言-浏览与回复帖子》说课稿-2023-2024学年清华版(2012)信息技术四年级上册
- 外科护理急性化脓性腹泻
- 复杂根管治疗
- 2024版股权转让详细协议
- 《消化性溃疡医学》课件
- 大一旅游管理专业职业规划
- 普通图书出版协议
- 2024年垃圾分类培训
- 外科护理投稿经验分享
- 2024年护理工作规划与展望
- 部队休假安全教育课件
- 2024县级应急广播系统技术规范
- 一年级道德与法治无纸笔期末检测质量分析
- 视频剪辑师工作总结
- 新疆维吾尔自治区巴音郭楞蒙古自治州2023-2024学年二年级上学期期末数学试卷
- 华为公司服务流程
- 干细胞修复神经损伤
- ZPW-2000A四线制改变运行方向电路
- 中医跟师总结论文3000字(通用3篇)
- 电动三轮车监理细则
- 《铝及铝合金厚板残余应力测试方法 切缝翘曲法》
评论
0/150
提交评论