



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、机械制造技术基础课程设计 计算说明书设计题目:减速器输出轴机械加工工 工艺规程设计 专业:机械设计制造及其自动化 班级: 学号: 姓名: 指导老师: 日期: 校名:华南理工 目 录机械制造课程设计的目的.3生产纲领的计算与生产类型的确定.3 1.生产纲领的计算.3 2.生产类型的确定.4减速箱输出轴的工艺性分析.41.减速器输出轴的用途和工作原理.52.零件图样分析.5 3.减速箱输出轴的技术要求.5 4.审查减速器输出轴的工艺性.7选择毛坯、确定毛坯尺寸、设计毛坯图.7 1.毛坯的选择.7 2.确定毛坯的尺寸公差及机械加工余量.8五选择减速箱输出轴的加工方法,制定工艺路线.8 1.定位基准的
2、选择.8 2.零件表面加工方法的选择.9 3.加工阶段的划分.9 4.工序的合理组合.10 5.加工顺序的安排.10 6.零件的工艺路线的确定.11六工序加工余量的确定,工序尺寸及公差的计算.12七工序设计(选择加工设备和工艺设备).18 1.选择加工设备.18 2.选择工艺设备.18八确定工序的切削用量.19 1.背吃刀量的确定.19 2.进给速度的确定.19 3.切削速度的确定.19九. 填写工艺过程卡和主要工序的工序卡.20十设计体会.21十一参考文献.21十二附件.22一课程设计的目的 1.加强对理论知识的理解,并且能把理论只是和课内外的生产实践相结合,从而解决零件在加工中定位,加紧以
3、及工艺路线的安排,工艺尺寸的确定等一系列实际问题,最终保证零件的加工质量。2.提高基本意识和技能,通过课程设计,掌握工艺规程和工艺装备设备设计的方法和步骤,初步具备设计工艺规程和工艺装备的能力,进一步培养学生识图、绘图、计算和编写技术文件的基本技能。3.锻炼使用手册及图表资料的能力,能够熟练地依据给定的任务而查找相关的资料、手册及图表并掌握其中的设计信息用于设计参数的确定。4.培养规范意识,通过课程设计,使学生养成遵守国家标准的习惯,学会使用与设计有关的手册、图册、标准和规范。二生产纲领的计算与生产类型的确定1.计算生产纲领计算: N=Qn(1+a%)(1+b%) N零产品的生产纲领就是其年生
4、产量,用字母N表示,通常按下式件的生产纲领(件/年);Q产品的年产量(台、辆/年); n每台(辆)产品中该零件的数量(件/台、辆);a%备品率,一般取2%-4%;b%废品率,一般取0.3%-0.7%。结合生产实际:备品率a%和废品率b%分别取3%和0.5%;产品的年产量Q要求200件/年,每台产品中该零件的数量n为1件/台。将各数据代入上式可得年产量: N=200*1*(1+3%)(1+0.5%)=207(件)b、离心机主轴的重量估计值为2.4 kg.2.确定生产类型机械制造业的生产类型一般可分为大量生产,成批生产和单件生产三种类型。其中,成批生产又可分为大批生产、中批生产、小批生产三类。显然
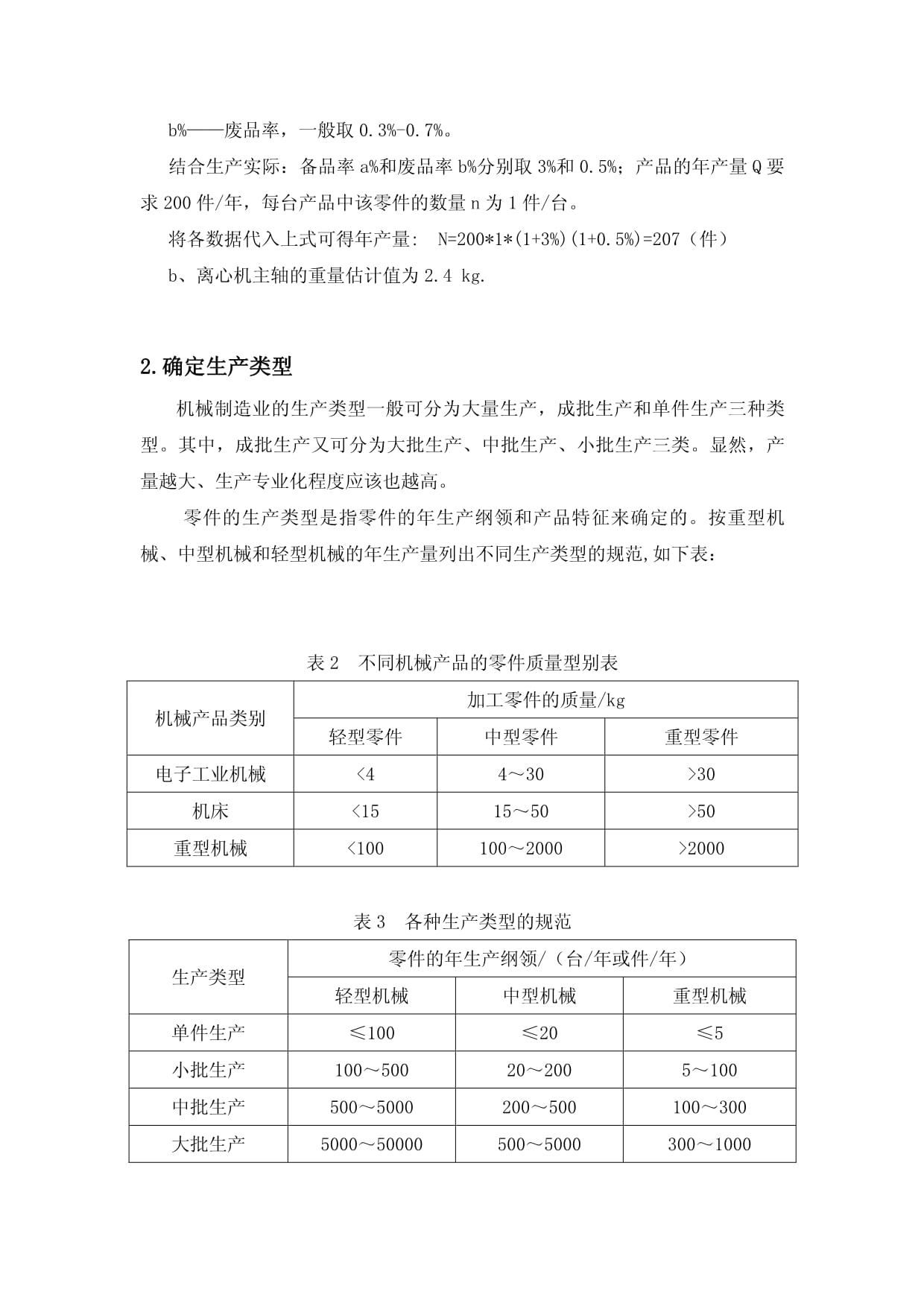
5、,产量越大、生产专业化程度应该也越高。零件的生产类型是指零件的年生产纲领和产品特征来确定的。按重型机械、中型机械和轻型机械的年生产量列出不同生产类型的规范,如下表:表2 不同机械产品的零件质量型别表机械产品类别加工零件的质量/kg轻型零件中型零件重型零件电子工业机械30机床50重型机械2000表3 各种生产类型的规范生产类型零件的年生产纲领/(台/年或件/年)轻型机械中型机械重型机械单件生产100205小批生产100500202005100中批生产5005000200500100300大批生产50005000050050003001000大量生产50000050001000 查表2得,该零件为
6、中型零件,再由此查表3可知,该减速箱输出轴生产类型为小批生产。三减速器输出轴的工艺性分析1.减速器输出轴的用途和工作原理 此轴用于输出转矩、传递动力。轴安装在单列圆锥磙子轴承上,轴承盖凸缘挡住轴承外圈,因此轴得到轴向定位。齿轮和半联轴器用轴肩、轴套和挡圈轴向定位,用平键作周向定位,以传递运动和转距。该轴套上两个齿轮,一端置于减速箱内,一端置于输出终端。作用是输出转矩、传递动力。零件图样分析(1)该零件轴段的安排是呈阶梯型,中间粗两端细,符合强度外形原则,便于安装和拆卸。其加工精度要求较高,要有较高的形位公差,表面粗糙度最高达到了0.8m。零件的中心轴是设计基准和工艺基准。(2)mm对公共轴线的
7、圆跳动为0.012mm。(3)48mm的左端面对公共轴线的圆跳动度为0.012mm。(4)35mm对公共轴线的的圆跳动度为0.012mm。(5)mm35mm键槽对基准D平行度为0.08mm。(6)mm50mm键槽对基准C的平行度为0.06mm (7)零件的材料为45钢。(8)热处理T224(9)mm为轴承配合,所以轴表面的精度,配合要求较高,Ra为0.8m。(10)各轴肩处过渡圆角R=1。(11)轴端加工出45倒角,是为了便与装配。3.减速箱输出轴的技术要求图一加工表面尺寸及偏差/mm公差/mm及精度等级表面粗糙度/m形位公差/mmA0.017,IT7Ra0.8L0.017,IT7Ra12.5
8、无B48无Ra12.5无G48无Ra1.6H48无Ra3.2无C0.016,IT6Ra1.6无D0.017,IT7Ra0.8E0.16,IT11Ra3.2无J0.16,IT11Ra3.2无F0.013,IT6Ra1.6无K0.013,IT6Ra12.5无键槽12P9侧12P90.036Ra1.6键槽12P9底无无Ra3.2无键槽8P6侧面8P60.043Ra1.6键槽8P6底面无无Ra3.2无内螺纹孔2M6深10无无无 表1 减速器输出轴零件技术要求表 4. 审查减速器输出轴的工艺性 分析零件图可知,传动轴的所有表面都要求切屑加工,并在轴向方向上产生台阶表面, 并且粗糙程度都不同 ,这样有利于
9、主轴高速旋转时的各表面的应力条件,主要工作表面虽然加工精度要求相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。所以该零件的工艺性好。45号钢具有良好的可锻性。结构力求简单、对称、横截面尺寸不应有突然变化。为了装卸轴承和齿轮方便、去除毛刺,轴两端应该有倒角。为了减少应力集中,各轴肩过渡处应有合理的圆角。轴上有两个键槽,可用铣刀加工,而且效率高。由于48的左端面的粗糙度为1.6m,要求较高,需要磨削工艺。为了磨削加工方便,不损坏 轴面粗糙度,应在该处加褪刀槽20.5mm。一方面在加工轴面时退刀需要。另一方面在磨削加工时能给刀具足够的进退空间。四选择毛坯、确定毛坯尺寸、设计
10、毛坯图1.毛胚的选择 由于该输出轴在工作过程中要承受扭转和冲击载荷,为增强轴的抗扭强度和冲击韧性,获得纤维组织,毛坯选用热扎圆钢,钢材选用45钢。又轴的轮廓尺寸不大,且生产类型属于小批生产,为得到合适合适的生产效率和圆钢的精度,宜采用模锻方法制造毛坯。减速箱输出轴是阶梯轴,并且各阶直径相差不大,可直接选用棒料,也可直接采用模锻方法制造毛坯。2.确定毛胚的尺寸公差及机械加工余量(1) 公差等级 根据零件图个部分的加工精度要求,锻件的尺寸公差等级为8-12级,加工余量等级为普通级,故取IT=12级。 (2) 锻件质量的估算与形状复杂系数S的确定。 eq oac(,1) 已知机械加工后轴的重量为2.
11、4kg,由此可初步估计机械加工前锻件毛坯的重量为3.0kg。 eq oac(,2)形状复杂系数S=mt/mN其中为相应的锻件外廓包容体质量,则: S=2.4kg/3.0kg=0.8 根据S的值查参考文献,可知锻件的形状复杂系数为S1级(简单)。(0.63S=1) 零件的表面粗糙度 依据零件图可知,该轴各加工表面的粗糙度均大于0.8m。 锻件的材质系数由于该轴的材料为钢,是碳的质量分数小于.65%的碳素钢,故该锻件的材质系数属M1级。(5) 毛坯加工余量的确定根据上面估算的锻件的质量、形状复杂系数与零件的长度,查表可得单边余量的范围为1.72.2mm。由于零件为阶梯轴,可以把台阶相差不大的轴的毛
12、坯合成为同一节。根据具体尺寸,可将B和C合成同一 节,将D、E、F合成一节。具体加工数据见章节六。 根据毛胚加工余量分析,可画出零件毛胚图。 五拟定的工艺加工路线过程1.定位基准的选择 = 1 * GB3 粗基准的选择 一般采用轴的外圆表面作为粗基准,这样可以使得定位、装夹和加工变得很方便,而且这也符合基准统一原则。以它为粗基准定位加工顶尖孔,为后续工序加工出精基准,这样使外圆加工时余量均匀,避免后续加工精度受到“误差复映”的影响。提高工件加工时工艺系统的刚度,可采用外圆表面和一端中心轴共同作为定位基准,这样可以使定位基准与设计基准重合并获得较高的定位基准。 = 2 * GB3 精基准的选择
13、零件上的很多表面都以两端面作为基准进行加工,可避免基准转换误差,也遵循基准统一原则,因此以轴的两端面为精基准;两端面的中心轴线是设计基准,选用中心轴线为定位基准,可保证表面最后加工位置精度,符合基准重合原则。2. 零件表面加工方法的选择 轴的各个表面具体的加工方法,如表4所示.加工表面尺寸精度等级表面粗糙度Ra(um)加工方法外圆表面AIT60.8粗车半精车磨削外圆表面BIT1112.5粗车外圆表面CIT71.6粗车半精车精车外圆表面DIT60.8粗车半精车磨削外圆表面EIT63.2粗车半精车外圆表面FIT71.6粗车半精车精车轴端面L、KIT1112.5粗车轴肩端面GIT81.6粗车半精车精
14、车轴肩端面H、JIT93.2粗车半精车轴圆锥面IT93.2粗车半精车12P9键IT71.6粗铣精铣8P6键IT71.6粗铣精铣表4 轴零件各表面加工方案3. 加工阶段的划分 该轴为多阶梯轴,为了使毛胚生产率高,将毛胚大大的简化了,但是这使得毛胚机械加工余量较大,需要切除大量金属,产生大量的切削热,而且引起残余应力重新分布而变形,因此,安排工序时,应将加工过程分为以下阶段: = 1 * GB3 粗加工阶段 粗加工阶段主要是去除各加工表面的余量,并作出精基准。它包括粗车外圆、钻中心孔。 a.粗车两端面,钻中心孔为精基面作好准备,使后续工序定位精准,从而保证其他加工表面的形状和位置要求。 b.粗车阶
15、梯轴外圆,将零件加工出35,48,40,30的轴外圆使此时坯件的形状接近工件的最终形状和尺寸,只留下适当的加工余量。c.加工出2M6深10的内螺纹孔。 = 2 * GB3 半精加工阶段 半精加工阶段的任务是减小粗加工留下的误差,使加工面达到一定得精的,为精加工做好准备。它包括主轴各处外圆、台肩的半精车和修研中心孔等。 = 3 * GB3 精加工阶段 精加工阶段的任务是确保达到图纸规定的精度要求和表面粗糙度要求。它包括对表面粗糙度要求较高的外圆面A、B磨削加工、对外圆面C、F和轴肩端面G的精车加工。然后粗铣、半精铣键槽。4. 工序的合理组合 该轴的生产类型为小批生产,零件的结构复杂程度一般,但有
16、较高的技术质量要求,可选用工序集中原则安排轴的加工工序。采用通用机床和部分高生产率专用设备,配用专用夹具,与部分划线法达到精度以减少工序数量,缩短工艺路线,减少工件的搬动次数,提高生产效率;采用工序集中原则,使生产计划、生产组织工作得以简化,工作装夹次数减少,辅助时间缩短,而且易于保证各加工表面之间的相互位置精度要求。5. 加工顺序的安排 = 1 * GB3 该轴要求热处理a.为改善工件材料的切削性能,在切削加工前应进行调质热处理。b.粗车之后,由于此轴粗车余量较大,为了消除粗车后工件的内应力,应安排退火。 c.为了增加轴的耐磨性和表面硬度,精车之后对整个轴进行淬火。 = 2 * GB3 辅助
17、工序 在半精加工之后,安排去毛刺;精加工后,安排去毛刺,清洗和终检工序 = 3 * GB3 机械加工工序a.按“先基准面后其他”的原则,首先加工精基准面,钻中心孔及车表面的外圆。b.遵循“先面后孔”的原则,先加工端面,再加工铣键槽,钻螺孔c.按“先主后次”的顺序,先加工主要表面:车外圆各个表面,后加工次要表面:铣键槽。d.按“先粗后精”的顺序,先加工精度要求较高的各主要表面,后安排精加工。6. 零件的工艺路线的确定 跟据上面加工工艺过程的分析,确定工艺路线,如表5:工序号工序名称工序内容车床设备刀具量具1锻造锻造45钢毛坯,得到锻件2热处理调质处理220240HRC3粗车粗车轴端面K、L和其他
18、外圆表面、轴肩断面CA614045度刀游标卡尺止规4热处理退火5钳修研两端中心孔钳工台麻花钻游标卡尺6半精车半精车轴外圆表面A、C、D、E、F、轴肩端面G、H、J和锥面CA614045度刀60度刀游标卡尺止规7车越程槽在外圆表面A最右端车出20.5mm的越程槽CA6140切断刀游标卡尺8精车精车外圆表面C、F,轴肩端面G和45倒角两个CA614060度刀45度刀游标卡尺止规9攻螺纹先钻光孔,攻右端两内螺纹孔M6深10,相对小中心线对称距离为18mmZ512麻花钻螺杆丝锥游标卡尺塞规10磨削磨外圆A、DM1432A砂轮千分尺卡规11钳划键槽加工线钳工台钢尺游标卡尺12铣平口虎钳装夹工件,铣出两个
19、键槽将键槽底面铣至满足表面粗糙度Ra1.6XA6132键槽铣刀游标卡尺13钳去毛刺钳工台平锉游标卡尺卡规14热处理淬火15清洗清洗零件表面清洗机16终检终检零件尺寸游标卡尺卡规,塞规六工序加工余量的确定,工序尺寸及公差的计算由于零件为阶梯轴,我们可以把台阶相差不多的阶梯轴的毛坯合成同一 节,根据具体尺寸可将B和C合成同一节,将D、E、F合成一节。具体数据如下: 对轴左端外圆表面A粗糙度0.8m的要求,对其加工方案为粗车半精车磨削。查工艺手册得:磨削的加工余量为0.4,半精车的加工余量为1.5,粗车的加工余量为4.5,总得加工余量为6.4,所以去总的加工余量为6,将粗车的加工余量修正为4.1 。
20、精车后工序的基本尺寸为35mm,其它各工序的基本尺寸为:磨削:35半精车:35+0.4=35.4粗车:35.4+1.5=36.9锻造:36.9+4.1=41确定各序的加工经济精度和表面粗糙度:由工艺手册查得:磨削后为IT7,Ra为0.8m。半精车后为IT8,Ra为3.2m,粗车后为IT11,Ra为16m。 如下表:工序名称工序余量/mm加工经济精度/表面粗糙度Ra/m工序基本尺寸/尺寸、公差/磨削0.4IT70.835半精车1.5IT83.235+0.4=35.4 粗车4.1IT111635.4+1.5=36.9锻造236.9+4.1=41对于外圆端面B和C,为了提高加工效率,可以作为同一台阶
21、。外圆表面C的粗糙度为1.6m,确定其加工方案为:粗车半精车精车。由工艺手册查得:精车的加工余量为1.0,半精车的加工余量为1.5,粗车的加工余量为4.5,所以总加工余量为7.0,取加工余量为10,修正粗车余量为7.5 。确定各工序的加工经济精度和表面粗糙度:精车后为IT7,Ra0.8m,精车后为IT8,Ra3.2m ,粗车后为IT11,Ra16m。如下表:工序名称工序余量/mm加工经济精度/表面粗糙度Ra/m工序基本尺寸/尺寸、公差/精车1.0IT70.840半精车1.5IT83.240+1.0=41 粗车7.5IT111641+1.5=42.5锻造242.5+7.5=50毛胚外圆表面B和C
22、在同一台阶上,则毛胚尺寸也为50,加工方案为:粗车。粗车的加工余量为2.0.确定各工序的加工经济精度和表面粗糙度:粗车后为IT11,Ra12.5m。如下表:工序名称工序余量/mm加工经济精度/表面粗糙度Ra/m工序基本尺寸/尺寸、公差/粗车2IT1112.548锻造23.248+2=50 外圆表面D、E、F毛坯加工余量的确定:由于台阶相差较小,在确定毛坯时可处于同一台阶面。a、以外圆表面D为对象,其外圆的表面粗糙度为Ra0.8m ,确定其加工法案为:粗车半精车磨削。确定各工序的加工经济精度和表面粗糙度:由工艺手册查得:磨削后为IT7,Ra为0.8m。半精车后为IT8,Ra为3.2m,粗车后为I
23、T11,Ra为16m。如下表:工序名称工序余量/mm加工经济精度/表面粗糙度Ra/m工序基本尺寸/尺寸、公差/磨削0.4IT70.835半精车1.5IT83.235+0.4=35.4 粗车4.1IT111635.4+1.5=36.9锻造236.9+4.1=41 b、E和D在同一节上,则毛胚尺寸同为41。其外圆表面粗糙度Ra为3.2m, 故加工方案为:粗车半精车。由工艺手册查得:半精车的加工余量为1.5,粗车的加工余量为4.5,总余量为 6。确定各工序的加工经济精度和表面粗糙度:半精车后为IT8,Ra为3.2m,粗车后为IT11,Ra为12.5m。 如下表:工序名称工序余量/mm加工经济精度/表
24、面粗糙度Ra/m工序基本尺寸/尺寸、公差/半精车1.5IT83.235粗车4.5IT111635+1.5=36.5 锻造236.5+4.5=41 c、F与D在同一节上,则毛胚尺寸也为41,则总余量为11。其外圆表面粗糙度Ra为1.6m,确定其加工方案为:粗车半精车精车。 由工艺手册查得:精车的加工余量为1.0,半精车的加工余量为1.5,粗车的 加工余量为4.5,将粗车余量改为8.5 。确定各工序的加工经济精度和表面粗糙度:精车后为IT7,Ra0.8m,精车后为IT8,Ra3.2m ,粗车后为IT11,Ra16m 如下表:工序名称工序余量/mm加工经济精度/表面粗糙度Ra/m工序基本尺寸/尺寸、
25、公差/精车1.0IT70.830 半精车1.5IT83.230+1.0=31 粗车8.5IT111631+1.5=32.5锻造232.5+8.5=41 = 4 * GB3 轴肩端面G毛胚加工余量的确定。表面粗糙度要求Ra1.6m,确定其加工方案:粗车半精车精车。由工艺手册查得:精车余量为1.6,半精车余量为1.0,粗车余量为0.8,总余量为3.4。确定各工序的加工经济精度和表面粗糙度。由工艺手册查得:精车后为IT8, Ra1.6m;半精车后的为IT9,Ra3.2m;粗车后为IT11,Ra16m。 如下表:工序名称工序余量/mm加工经济精度/mm表面粗糙度Ra/um工序基本尺寸/mm尺寸、公差/
26、mm精车1.6IT81.67半精车1.0IT93.27+1.6=8.6粗车0.8IT11168.6+1.0=9.6锻造29.6+0.8=10.4 = 5 * GB3 轴肩端面J毛胚加工余量的确定。表面粗糙度要求Ra2.3m,确定其加工方案:粗车半精车由工艺手册查得:半精车余量为1.0,粗车余量为0.8,总余量为1.8。确定各工序的加工经济精度和表面粗糙度。由工艺手册查得:半精车后的为IT8,Ra2.3m;粗车后为IT11,Ra16m。如下表:工序名称工序余量/mm加工经济精度/mm表面粗糙度Ra/um工序基本尺寸/mm尺寸、公差/mm半精车1.0IT93.255粗车0.8IT111655+1.
27、0=56锻造256+0.8=56.8 = 6 * GB3 轴肩端面H的毛胚加工余量的确定。其表面粗糙度为 Ra3.2m,确定加工方案:粗车半精车由工艺手册查得:半精车余量为1.0,粗车余量为0.8,总余量为1.8。确定各工序的加工经济精度和表面粗糙度。由工艺手册查得:半精车后的为IT8,Ra3.2m;粗车后为IT11,Ra16m。如下表:工序名称工序余量/mm加工经济精度/mm表面粗糙度Ra/um工序基本尺寸/mm尺寸、公差/mm半精车1.0IT93.2175粗车0.8IT1116175-1.0=174锻造2174-0.8=173.2 = 7 * GB3 轴端面L、K毛胚加工余量的确定。其表面
28、粗糙度为 Ra12.5m,粗车既可达到要求,粗车余量为0.8。所以轴毛胚总长度为200+0.8*2=201.6mm。如下表:工序名称工序余量/mm加工经济精度/mm表面粗糙度Ra/um工序基本尺寸/mm尺寸、公差/mm粗车0.8IT1112.5200锻造2200+0.8*2=214七. 选择加工设备和工艺设备由于该轴生产类型为小批生产,且采取的工序集中,加设设备以通用机床为主,生产方式为通用机床加辅助夹具为主。工件在各机床上的装卸及及各机床的传送均由人工完成。1. 选择加工设备根据该轴的尺寸大小要求,选用卧式CA6140,万能外圆磨M1432;台式钻床Z512,铣床XA6132。(详见表5)2
29、. 选择工艺设备工艺装备主要包括刀具、夹具和量具。在表5和工艺卡卡片上有简要说明。八 .确定工序的切削用量在刀具耐用度一定的情况些,为了提高生产率,选择切削用量的基本原则是:首先应选尽可能大的背吃刀量;其次要在机床动力和刚度允许的条件下,同时又满足已加工表面粗糙度要求的情况下,选取尽可能大的进给量;最后根据车床的功率情况选定切削速度。1. 背吃刀量的确定粗加工时,背吃刀量应根据加工余量和工艺系统刚度来确定。由于粗加工时是以提高生产率为主要目标,所以在留出半精加工、进加工余量后,应尽量将粗加工余量一次切除。一般可达8-10mm。当遇到断续切削、加工余量太大或不均匀时,则应考虑多次走刀,而此时的背
30、吃刀量应依次递减,即. = 1 * GB3 外圆面A、B、C、D、E、F的车削,查工艺手册可知:a.粗车为各个外圆表面粗车加工余量的二分之一 b.半精车=0.75mmc.精车=0.25mm = 2 * GB3 轴端面K、L和轴肩端面G、H、J的车削,查工艺手册可知:a.粗车=0.8mm b.半精车=0.5mm c.精车=0.1mm2. 进给速度的确定 = 1 * GB3 外圆面A、B、C、D、E、F的车削,查工艺手册可知:a.粗车=1mm/r b.半精车=0.45mm/r c.精车=0.1mm/r = 2 * GB3 轴端面K、L和轴肩端面G、H、J的车削,查工艺手册可知:a.粗车=0.5mm b.半精车=0.5mm c.精车=0.1mm3.切削速度的确定 = 1 * GB3 外圆面A、B、C、D、E、F的车削,由车床主轴转速,查工艺手册可知:a.粗车=60m/min b.半精车=90m/min c.精车=120m/min = 2 * GB3 轴端面K、L和轴肩端面G、H、J的车削,查工艺手册可知:a.粗车=50m/min b.半精车=80m/m
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 二零二五版债权转股权合同
- 二零二五房地产估价委托协议合同书范文
- 借款居间服务合同及借款合同二零二五年
- 出租车司机聘用协议书二零二五年
- 土地拍卖转让协议书
- 公司投资公司合作合同范例二零二五年
- 2025工程项目承包合同(合同范本)
- 2025年版场地租赁合同范本
- 2025商业贷款质押合同
- 吸氧并发症及护理措施
- 胆管癌术后护理病例讨论
- WMT8-2022二手乘用车出口质量要求
- 大学《思想道德与法治》期末考试复习题库(含答案)
- 钦州市充电站建设计划书
- 婚纱行业基础知识培训课件
- 智能灯具故障排除方案
- 《少先队员采茶歌》课件
- 新外研版高一英语必修二unit6课文
- 气排球比赛积分表
- 20道瑞幸咖啡营运经理岗位常见面试问题含HR常问问题考察点及参考回答
- 急性心力衰竭中国急诊管理指南2022
评论
0/150
提交评论