



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、 讲解员:讲解员: 范壮壮范壮壮Electrical discharge machiningContentThe concept of the EDMThe concept of the EDM1The principle of the EDM2 The characteristics of the EDM 3 Development direction of EDM41 The concept of the EDMElectrical discharge machining is a special processing method, which is used to resist the
2、 electrical erosion caused by the pulse discharge between two electrodes in the working fluid. It is also known as the discharge machining or electrical etching process, which is called EDM电火花加工是利用浸在工作液中的两极间脉冲放电时产电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文简称加工或
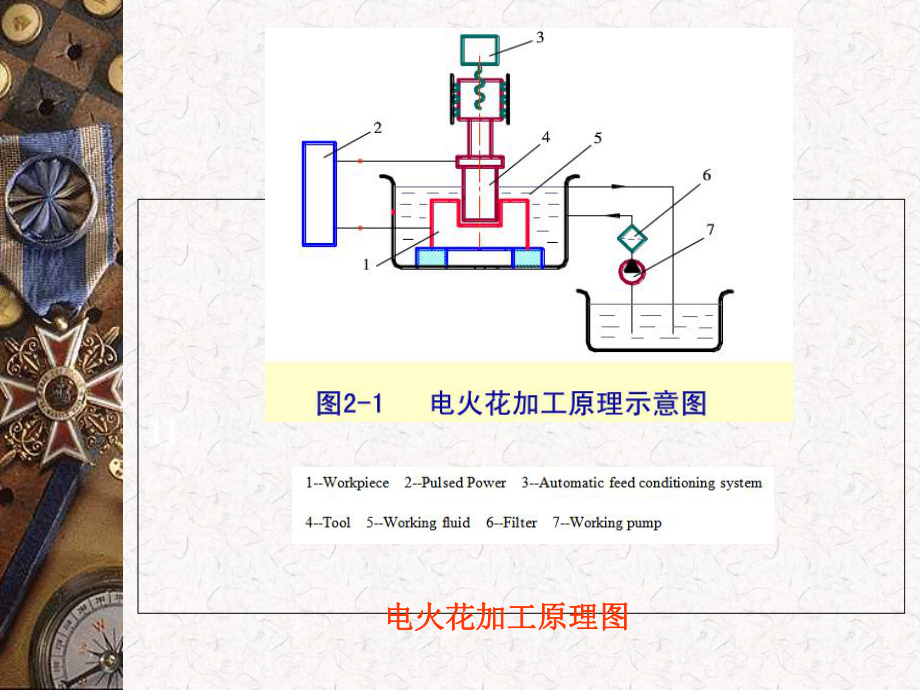
3、电蚀加工,英文简称EDM2 The principle of the EDMw In insulating working fluid, generating a pulse of the spark discharge between the tool and the workpiece,producing instantaneous high temperature and the melting off the surface of the workpiece, to achieve the purpose of the metal surface is processed.w 在绝缘工
4、作液中,工具与工件间产生脉冲性在绝缘工作液中,工具与工件间产生脉冲性火花放电,产生局部瞬时高温,使工件熔化火花放电,产生局部瞬时高温,使工件熔化而抛离工件表面,达到金属表面被加工的目而抛离工件表面,达到金属表面被加工的目的。的。11电火花加工原理图电火花加工原理图w The workpiece and tool are respectively connected with the two input end of pulse power supply,automatic feed adjustment device to make the tool and the workpiece oft
5、en maintain a small discharge gap,when the pulse voltage is applied to the two poles,in that case and at the relative minimum of a gap or at the lowest insulation strength which the dielectric is punctured ,then producing spark and discharge, when in the instantaneous high temperature,a small portio
6、n of the metal of the tool and the workpiece are removed ,each form a small pit.Next the process repeats and repeats.w 工件和工具分别与脉冲电源的两输入端相连接。自动进给调节装置使工具和工件经常保持一个很小的放电间隙,当脉冲电压加到两极之间时,便在当时条件下相对某一间隙最小处或绝缘强度最低处击穿介质,在该局部产生火花放电,瞬时高温时工具和工件表面都蚀除掉一小部分金属,各自形成一个小凹坑,接下来该过程重复发生。3 The characteristics of the EDMw 1
7、、For high-hardness conductive material processing.w 2、Easy to process slender, thin, brittle parts and complex partsw 3、Workpiece deformation small, high-precision machiningw 4, Easy to realize the automation of machining processadvantagew 用于加工高硬度导电材料。w 便于加工细长、薄、脆性零件和形状复杂的零件。w 工件变形小,加工精度高。w 易于实现加工过程的自动化w 1 Conductive material can only be processed.w 2 Machining accuracy is limited by the loss of electrodew 3 Processing speed is sloww 4 The minimum radius of fillet is limited by the discharge gap.disadvantagesw 只能对导电材料进行加工。w 加工精度受到电极损耗的限制。w 加工速度慢
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 金属矿山主要负责人检修维修安全操作规程
- 2026宣传形式面试题目及答案
- 2026业务检查员面试题及答案
- 2026音乐公招面试题目及答案
- 2026乳制品深加工产业园区行业市场现状供需分析及投资评估规划分析研究报告
- 2026年职工思想政治调查研究报告(3篇)
- 2026汽车行业市场深度剖析未来发展路径投资规划报告
- 2026中国投资咨询行业市场现状分析竞争投资评估规划研究
- 2027届红原县三上数学期末达标检测试题含解析
- 2026Fast芯片组行业消费者认知度与品牌建设研究
- 2026年注册安全工程师安全生产技术基础考试题库及答案
- 西双版纳州景洪市教育体育局选调教师笔试真题2025
- 2026广西安全员B证题库及答案
- 施工现场效率提升方法
- 水利水电工程合理使用年限及耐久性设计规范(制定说明)
- (2026年)急性胸痛的快速处理课件
- 肝胆外科围手术期护理常规
- 61.食品加工过程微生物控制程序
- 2026湖北武汉出入境边防检查站警务辅助人员招聘笔试参考题库含答案解析
- 2026年销售人员薪酬激励制度范本
- 2026年首创水务笔试+面试全套题库及完整参考答案
评论
0/150
提交评论