



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、镗孔刀具知识镗孔刀具知识2012-04-镗刀的分类镗刀的分类一、粗镗刀具一、粗镗刀具1、单刃粗镗刀具、单刃粗镗刀具2、双刃粗镗刀具(模块式)、双刃粗镗刀具(模块式)二、精镗刀具二、精镗刀具1、组合式精镗(套装)、组合式精镗(套装)2、整体式精镗、整体式精镗3、模块式精镗、模块式精镗三、精镗注意事项三、精镗注意事项四、对刀仪(两种)四、对刀仪(两种)小镗杆(SBS),適用於BSA、BSB粗镗刀杆,适合精加工及中切削加工,有30、45、90度镗杆小镗杆(CBS),適用於BSA、BSB粗镗刀杆,适合重切削加工,有30、45、90度镗杆小镗杆(CBS-L),适用于BSB粗镗刀杆,反镗专用,只有90度镗
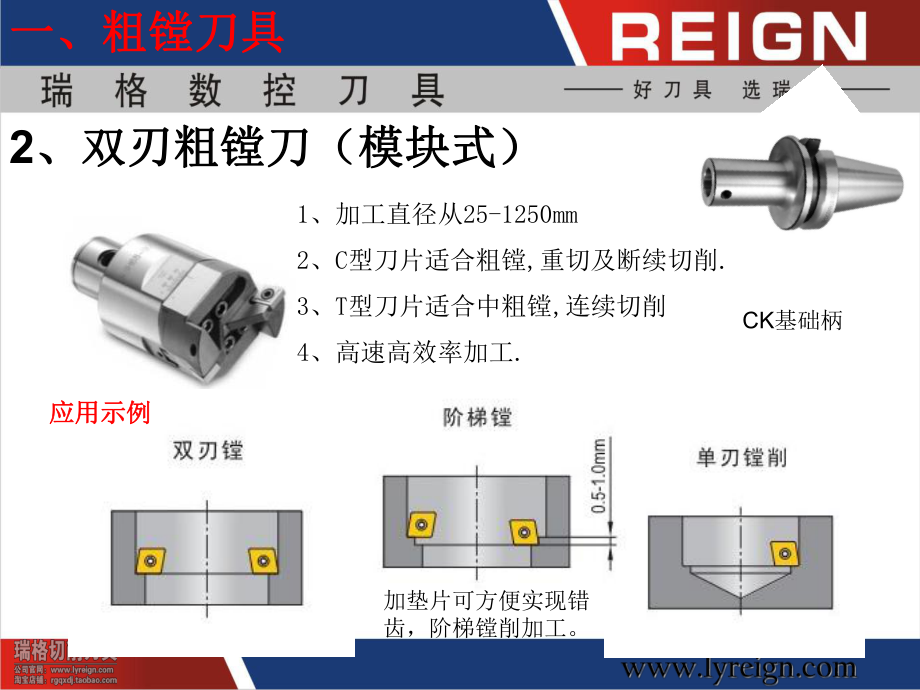
2、杆45度粗镗刀加工通孔,度粗镗刀加工通孔,盲孔用盲孔用90度粗镗刀,加工通孔用,度粗镗刀,加工通孔用,也可用于倒角,反镗也可用于倒角,反镗一、粗镗刀具一、粗镗刀具1、单刃粗镗刀、单刃粗镗刀1.90度镗刀常用于通孔加工,倒角加工,反镗加工。2.结构简单,调节范围有限(20-110)3.镗头价格便宜,易于更换,通用性较强。4.单刃结构切削效率低,不适用卧式机床。调节不带刻度需要在对 刀仪或采用打表的方式进行调节。选配小镗杆时看镗刀四方口尺选配小镗杆时看镗刀四方口尺寸跟小镗杆边长是否一至寸跟小镗杆边长是否一至。一、粗镗刀具一、粗镗刀具1、单刃粗镗刀、单刃粗镗刀1、加工直径从25-1250mm2、C型
3、刀片适合粗镗,重切及断续切削.3、T型刀片适合中粗镗,连续切削4、高速高效率加工. 应用示例应用示例加垫片可方便实现错齿,阶梯镗削加工。CK基础柄一、粗镗刀具一、粗镗刀具2、双刃粗镗刀(模块式)、双刃粗镗刀(模块式)2、双刃粗镗、双刃粗镗刀体MBH型型SBH型型内冷却标准对应内冷却标准对应接接杆杆基基础础柄柄粗粗镗镗头头ABS一、粗镗刀具一、粗镗刀具一、粗镗刀具一、粗镗刀具2、双刃粗镗切削参数、双刃粗镗切削参数Vc=100-220,进给,进给F=0.1-0.25,切深,切深ap=0.8-61、组合式精镗套装(NBH系列)镗孔范围:8280mm镗头行程为28mm,微调刻度0.01mm搭配SBJ-
4、20系列镗孔刀杆使用NBH2084S锁紧螺丝镗孔最高转速不能超过RPM200-1000。在使用当中,尽可能使用较小的偏离中心,減小因离心力问题所带来的困扰。效率低但是刀具便宜基础柄二、精镗刀具二、精镗刀具90150+0.01孔径小于孔径小于 20的小孔加工的小孔加工最小到最小到2MMSBJ小径精镗头小径精镗头 镗杆镗杆 小镗头小镗头1、组合式精镗系列(小孔径)、组合式精镗系列(小孔径)注:当精镗程序G76使用时,M19主轴定位后,应注意装具其刀尖与法兰盘卡槽是否在一直线上,避免因此撞刀或拉伤工件表面。SCK基础柄基础柄二、精镗刀具二、精镗刀具2 2、整体式精镗刀(淘汰产品)、整体式精镗刀(淘汰
5、产品)采用一体式结构,钢性强,结构简单,采用一体式结构,钢性强,结构简单,操作简洁操作简洁锥柄部分规格为锥柄部分规格为BT(MAS 403)镗孔直径从镗孔直径从19110mm微调精度一格直径为微调精度一格直径为0.02mm镗头可更换,经济镗头可更换,经济通孔,盲孔都可使用通孔,盲孔都可使用加工图示加工图示精镗头二、精镗刀具二、精镗刀具3、模块式精镗刀、模块式精镗刀微调刻度表内有销紧螺丝,调节内有销紧螺丝,调节尺寸时需先松开尺寸时需先松开特点:调整刻度为圆周调整刻度为圆周5050等分,每格调整尺寸为等分,每格调整尺寸为直径直径0.01mm0.01mm,另有副尺可作更精细的调整。,另有副尺可作更精
6、细的调整。精密导程螺丝位于內部,不受切屑、磨损、精密导程螺丝位于內部,不受切屑、磨损、生锈等影响,具有內部润滑精准作用生锈等影响,具有內部润滑精准作用0.0134加工直徑加工直徑201250mm+-SCK基础柄二、精镗刀具二、精镗刀具同一镗头同一镗头既可用于正镗既可用于正镗也可用于反镗也可用于反镗不必重新固定工件不必重新固定工件提高加工精度、工作效率提高加工精度、工作效率降低加工时间、工具成本降低加工时间、工具成本二、精镗刀具二、精镗刀具3、模块式精镗刀、模块式精镗刀3、模块式精镗安装示意延长器延长器减径器减径器根据不同的孔径,孔深及型状选配刀具。根据不同的孔径,孔深及型状选配刀具。二、精镗刀
7、具二、精镗刀具二、精镗刀具二、精镗刀具3、模块式精镗切削参数、模块式精镗切削参数Vc=80-300,进给,进给F=0.05-0.1,切深,切深ap=0.1-0.31、精镗加工步骤、精镗加工步骤三、精镗注意事项三、精镗注意事项5028实际直径50 28间隙间隙2、镗头接口连接问题、镗头接口连接问题实际直径50 50三、精镗注意事项三、精镗注意事项刻度盘刻度盘(螺丝螺丝)套管轴套管轴(螺母螺母)刀片座刀片座3、精镗头的调节原理、精镗头的调节原理直径的调节过程实际上是直径的调节过程实际上是螺丝螺丝和和螺母螺母的相互的相互运动运动过程过程三、精镗注意事项三、精镗注意事项0.01344、刻度表尺寸调节、
8、刻度表尺寸调节因为因为螺丝螺丝和和螺母螺母之间存在齿隙之间存在齿隙调节时注意消除齿隙调节时注意消除齿隙三、精镗注意事项三、精镗注意事项Ry1进给f1r1Ry3进给f1r25、表面光洁度与、表面光洁度与进给及刀尖半径进给及刀尖半径的关系的关系进给增大进给增大刀尖半径增大刀尖半径增大Ry =8rf2Ry2进给f2r1三、精镗注意事项三、精镗注意事项的原因的原因5、振动的发生、振动的发生&解决办法解决办法三、精镗注意事项三、精镗注意事项对策对策主要原因主要原因6、加工孔的形状成锥形、加工孔的形状成锥形三、精镗注意事项三、精镗注意事项对策对策主要原因主要原因7、加工孔的孔径不稳定、加工孔的孔径不稳定三、精镗注意事项三、精镗注意事项四、对刀仪四、对刀仪1、电子式、电子式(经济(经济 适用)适用)2、光学感应式、光学感应式(功能丰富)(功能丰富)你你该该选选择择谁谁?五、考考你?五、考考你?你你该该选选择择谁谁?五、考考你?五、考考你?你该选择谁?你该选择谁?五、考考你?五、考考你?你该选择谁?你该选择谁?五、考考你?五、考考你?你该选择谁?你该选择谁?五、考考你?五、考考你?小结小结一、粗镗刀具一、粗镗刀具1、单刃粗镗刀具、单刃粗镗刀
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 仿古建筑施工合同
- 国际货物运输合同的法律特征
- 房地产买卖预付定金合同
- 以租代购收车合同协议书
- 招投标代理服务合同
- 广告位场地租赁合同
- 学校食堂食品采购合同
- 铝塑板购销合同文库
- 扶贫车间合同协议
- 脑瘫康复协议合同书
- 电信运营商网络安全管理制度
- 魏晋风度课件
- 【MOOC】英国小说-南京大学 中国大学慕课MOOC答案
- 【读后续写】2021年11月稽阳联考读后续写讲评:Saving the Daisies 名师课件-陈星可
- 国开(浙江)2024年秋《信息技术与信息管理》形考作业1-4答案
- 化肥利用率研究
- 《中华人民共和国突发事件应对法》知识培训
- 福建师范大学《聚合物表征与测试》2023-2024学年第一学期期末试卷
- 《国家中长期教育改革和发展规划纲要》-20211107172134
- 麻风分枝杆菌感染
- 落实《中小学德育工作指南》制定的实施方案(pdf版)
评论
0/150
提交评论