



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、重力铸造工艺制芯篇造型材料2硅砂:主要成分为SiO2,为多结晶形态(部分无定形体),粒度0.0533.35.纯净为白 色,因含氧化铁而为淡黄色,浅红色杂质黑白云母钾钠长石泥粉(1%)Fe2O3堵塞沙粒间隙,降低型芯透气性含量过高易使铸件粘砂特性1,粒度大,透气性好2,表面光洁,则与粘结剂结合力高3,圆砂流动性好,紧密度好,但高温易膨胀注意事项1,原砂应充分干燥,因为砂中的水分加热后 会破坏树脂膜,影响粘结强度2,砂温不宜过低(15-30度),过低降低树脂粘度,不宜混匀3,砂温不宜过高,加速反应,存放性差制芯篇造型材料3树脂呋喃I 型:尿素,甲醛,糠醇(含氮高,一般为无色,或淡黄色)呋喃II型:
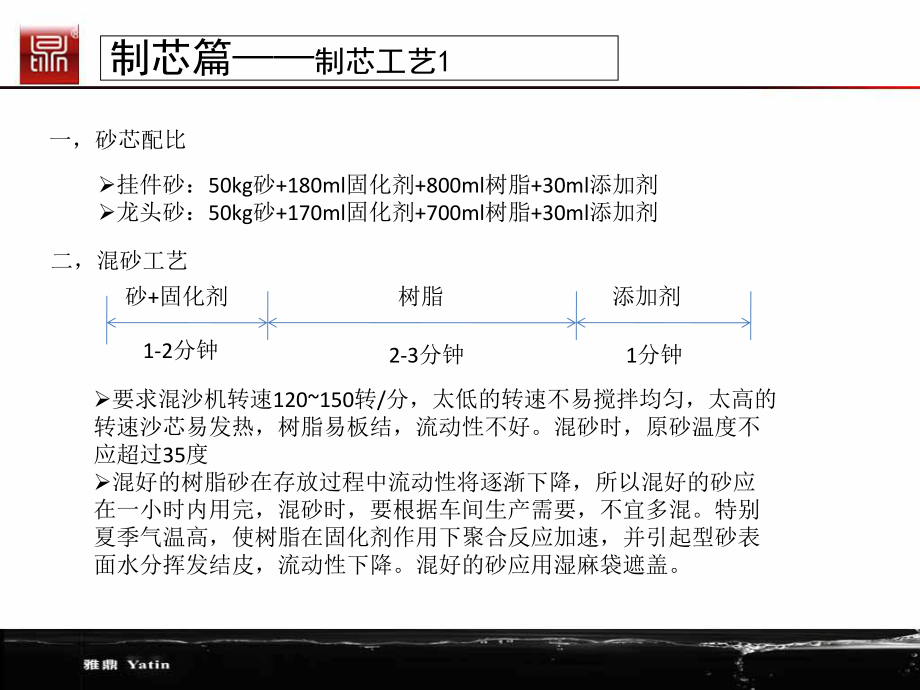
2、苯酚,甲醛,糠醇(含氮低,淡蓝色)ZHRI型:尿醛,酚醛,糠醇(中氮树脂,深绿色)*砂芯的发气量主要是因为树脂中尿素受热分解,产生NH3与H2固化剂:常温呈碱性,中和树脂酸性,减缓树脂反应们延长混好砂的存放时间添加剂:增加粘合强度涂料:填补凹坑制芯篇制芯工艺1砂+固化剂 树脂 添加剂1-2分钟2-3分钟1分钟挂件砂:50kg砂+180ml固化剂+800ml树脂+30ml添加剂龙头砂:50kg砂+170ml固化剂+700ml树脂+30ml添加剂一,砂芯配比 二,混砂工艺要求混沙机转速120150转/分,太低的转速不易搅拌均匀,太高的转速沙芯易发热,树脂易板结,流动性不好。混砂时,原砂温度不应超过
3、35度混好的树脂砂在存放过程中流动性将逐渐下降,所以混好的砂应在一小时内用完,混砂时,要根据车间生产需要,不宜多混。特别夏季气温高,使树脂在固化剂作用下聚合反应加速,并引起型砂表面水分挥发结皮,流动性下降。混好的砂应用湿麻袋遮盖。制芯篇制芯工艺2一 制芯参数 一般左模210,右模200,固化时间45秒,抽芯时间比固化时间短3-5秒。二注意事项 1、将混好的砂放入制芯机料斗内,启动振下砂按钮,使砂充满吹砂桶,才能开始工作,否则吹砂时要喷砂。2、模具应调整到无错模,间隙不能大于0.05mm。3、下砂不能过多,需标准,否则射砂斗的密封圈要破损。4、 固化时间不宜过短。(应在模具内硬化70-80%、但
4、烤砂芯时间短在外面慢慢硬化)也不是固化时间长,强度就上升,时间太长反而强度会下降5、刚制成的砂芯并未完全硬化,修刮毛边和合模线时要小心,并修刮干净,装箱后要保证砂芯安放的稳定,可适当垫一层木屑,防砂芯损坏,并认真填写产品标识卡。6、混好的树脂砂在存放过程中流动性将逐渐下降,所以混好的砂应在一小时内用完,混砂时,要根据车间生产需要,不宜多混。特别夏季气温高,使树脂在固化剂作用下聚合反应加速,并引起型砂表面水分挥发结皮,流动性下降。混好的砂应用湿麻袋遮盖。7、中途休息和下班时,应做完料斗中的砂,模具应合好,以免砂凝固及热损失。8、经常检查抽芯是否到位,是否有偏心,模具分型面和抽芯是否粘砂,并及时清
5、理。9、下班时加热板温度设为0,并放掉储气罐内废水,清扫机台及周围环境卫生,关闭水电。10、砂芯要做到无吹不满,无夹生,无错模,无胀模,无焦疏,无变形等要求。11、砂芯完成后需放入砂芯干燥房,干燥房湿度不能超过60%。*所有合成树脂为酸性物质,请带好劳保用品进行操作制芯篇砂芯不良及原因分析主要缺陷主要缺陷形成原因形成原因影响影响解决方案解决方案错模,胀模1.模具变形 2.定位销磨损,合膜模不良3.磨具磨损变形 4.分模面有杂物4.抽芯抽出不良,使型芯裂开1,铸件壁厚不匀2,型芯不易放入磨具3,断芯 4,产品加工余量不足1,砂芯模的检查(包括磨具行腔,定位销是否磨损, 加热板是否紧固等) 2,气
6、压调整 3,清理分型面异物 4,检查抽芯是否安装良好疏松,孔洞,吹不满1,排气不良 2,射砂气压过大或过小 3,合模不严4,模具漏气 5,射砂口堵住,或未对准1,影响出水量(缺陷在水道处), 2妨碍加工(缺陷在阀芯,水嘴等需加工出) 3,增加成本(消耗铜)1,调整模具,清理砂筒 2,调整气压 3,漏气处贴胶4,对准射砂口夹生1,固化时间短 2,固化温度过低 3,砂芯配比不良,或混砂不良1,砂芯无强度,易断芯2,砂芯内水分未烤干1,增加固化时间2,提高固化温度3,严格按照参数混砂焦酥1,固化时间过长2,固化温度过高1,砂芯无强度,易断芯2,易掉砂,易砂眼1,减少固化时间2,降低固化温度清理不良(
7、毛刺未刮干净,表面凹坑)1,刮砂芯不仔细2,连接射砂道敲掉后型砂表面有凹坑1,密封处缺料漏水2,影响出水量(缺陷在水道处), 3妨碍加工(缺陷在阀芯,水嘴等需加工出) 4,增加成本(消耗铜)1,仔细刮砂芯2,射砂道小心掰掉或用锯条锯掉强度低1,夹生2,存放时间过长3,混好的砂放置时间长,天热变质4,配比不良1,断芯2,偏心,铸件壁厚不匀1,调整固化时间温度2,混好的砂应及时用完,不能长时间放置3,增加固化剂含量4,选用较细的砂变形1,型砂放置不正确2,型砂中铁丝冷却后变形1,壁厚不匀2,铸件报废1,型砂放置面为大平面,牢固面2,部分射砂道先勿刮断,等浇铸时再刮其他(断裂,顶针伸入)1,顶针速度
8、不一,或顶针长度不一2,顶针板未水平推进3,型砂不宜脱模,所以顶针伸入1,型砂报废2,多耗铜,增加成本1,调机,模具送修2,加脱模剂制芯篇砂芯不良图示浇铸篇初识hpb-591铜简单黄铜:为CuZn二元合金,以“H”表示,H 后面的数字表示合金的平均含铜量。如H80表示含铜量为80,其余为锌复杂黄铜:在Cu-Zn会金中加入少量铅、锡、铝、锰等,组成多元合金。第三组元为铅的称铅黄铜,为铝的称铝黄铜。 hpb-591hpb-591为含铜为含铜59%59%,主加元素为铅(,主加元素为铅(1%1%左右)的复杂黄铜左右)的复杂黄铜。 白铜:铜为基、镍为主要合金元素的铜合金。以B表示。如:BlO为10Ni、
9、余为铜;B30为30%Ni、余Cu的铜镍合金。青铜:除黄铜、白铜之外的铜合金。 按主加元素(如Sn、Al,Be等)命名为锡青铜、铝青铜、铍青铜,并以Q主添元素化学符号及百分含量表示,如QSn6.5-0.1为6.5Sn、0.1P、余为铜的锡磷青铜。QA15为5A1、余为铜的铝青铜。QBe2为2%Be、余下为铜的铍青铜。黄铜:浇铸篇初识hpb-591黄铜黄铜 它是由铜和锌组成的合金。 当含锌量小于 39% 时,锌能溶于铜内形成单相 a ,称单相黄铜 ,塑性好,适 于冷热加压加工。 如62铜,一般为板材,铜管,铜棒当含锌量大于 39% 时,有 a 单相还有以铜锌为基的 b 固溶体,称双相黄铜, b
10、使塑性小而抗拉强度上升,只适于热压力加工。如59铜锭。若继续增加锌的质量分数 ,则抗拉强度下降,无使用价值 ,所以严格控制锌含量在39%以下。H59密度:/cm-3线膨胀系数:21*10-6K-1热导率:125.60W.m-1K-1电导率:0.062*10-6.m电阻温度系数:-159铜锭62铜棒浇铸篇铜水熔炼CuCuZnZnPbPbAlAlFeFeSnSnNiNiB BP PSiSiMnMnS SBiBiSbSbMgMgAsAsCd+Se+TeCd+Se+Te铜铜锌锌铅铅铝铝铁铁锡锡镍镍硼硼磷磷硅硅锰锰硫硫铋铋锑锑镁镁砷砷镉镉+ +硒硒+ +碲碲59-61.559-61.537-3937-3
11、91.0-1.71.0-1.70.5-0.70.5-0.70.05-0.10.05-0.1=0.15=0.15=0.1=0.10.0005-0.00080.0005-0.0008=0.01=0.01=0.02=0.02=0.01=0.01=0.01=0.01=0.02=0.020.015-0.020.015-0.020.003-0.0060.003-0.006=0.02=0.02=0.2=0.259铜标准成分:各种成分在铸造过程中的作用: 铜:主要成分,不宜过高,影响浇注的流动性。低于59%易裂纹。锌:低于35%的容易造成流动性差,超过37.5%则易形成氧化物过多的现象。铝:增加铜水流动性在铜
12、水表面形成Al2O3,防止锌的挥发。高于7%抛光不良,低于5%易裂纹。铅:改善产品切削性能,对铸件的内部缩松孔有填补作用。如果过低容易有缩松、毛细孔漏水现象增加,切削性能也不好。过高(3%以上)铸造不良。铁:铸件杂质主要的成分,但低于0.03%不能做细化处理。硼:5-8ppm为佳,铜水成分不宜超过12ppm,否则容易造成硬基点。镁:可以去除铜水的氧化物,铸件白斑的产生。砷:在DR铜中替代铅的作用,可以改善铸件的切削性能。起抗脱锌的能力。铋:在无铅铜中,补充、改善铅含量降低后产品的切削性能。精炼的目的:精炼的目的:通过锌的沸腾除去铜水中析出的气体利用精炼剂(一般为盐类)与铜水中的杂质形成高熔点(
13、高于铜水熔炼温度)化合物,上浮至液面,扒渣扒出。浇铸篇铸造常见缺陷 1 1、浇不满(欠铸)、浇不满(欠铸) 2 2、气孔(真空,皮下气孔,憋气)、气孔(真空,皮下气孔,憋气) 3 3、沙眼、掉砂、沙眼、掉砂 4 4、渣孔(粘砂,翘渣等)、渣孔(粘砂,翘渣等) 5 5、缩料、缩料 6 6、裂纹、裂纹 7 7、冷隔、冷隔 8 8、变形、变形 9 9、断芯、断芯 铸造篇浇不满原因 原因分析:原因分析: 1、铜水温度过低、铜水温度过低 2、浇铸工艺不当、浇铸工艺不当 4、铜材成份不良,导致流动性差、铜材成份不良,导致流动性差 5、模具温度偏低、铸件壁厚太薄,铜液过早凝固、模具温度偏低、铸件壁厚太薄,铜
14、液过早凝固 铸造篇浇不满改善 1 1、提高浇铸温度(控制在提高浇铸温度(控制在1000100010101010之间);之间); 2 2、增加进浇口横截面;、增加进浇口横截面; 3 3、平稳流注,严禁中途中断、平稳流注,严禁中途中断 4 4、改善铜材晶体结构组织(高温熔炼,作精炼细化处理)、改善铜材晶体结构组织(高温熔炼,作精炼细化处理) 5 5、适当调整铜材成份结构(注意控制、适当调整铜材成份结构(注意控制CuCu58.558.5-61.0-61.0、ZnZn3737-39-39、Al 0.6Al 0.6-0.7-0.7等含量)等含量) 6 6、提高或控制模具温度、提高或控制模具温度 6 6、
15、清理模具,避免因氧化物堵塞浇道、清理模具,避免因氧化物堵塞浇道 7 7、改善浇铸工艺,如增大流量,缩小预浇时间等、改善浇铸工艺,如增大流量,缩小预浇时间等解决办法:解决办法:铸造篇气孔图示气孔图示1022024-0228032001-0128007001-0128021001-022铸造篇气孔气孔 产生原因: 1,铜水流入行腔后,行腔内空气排出不畅 2浇铸过程中卷入的气体未排出 3.高温作用下,燃烧的气体(树脂、固化剂、添加剂以及水分)排出不畅 4.铜水自身含有的气体要析出 解决方法: 1、必须要有合理的排气系统,对于死角处,发气量的处增加排气孔等工艺措施 2规范合理的工艺参数,并做到平稳浇铸
16、,避免气体的卷入 3、控制砂芯沾结成份的配比,减少燃烧时发气量,并做到充分烘干 4、精炼铜水,静止一段时间让气体析出铸造篇砂眼,掉砂 产生原因: 1.吹砂不净,模具内残留沙粒 2.模具未装好,合模缓冲过快导致合模后沙粒掉落在型腔 3.砂芯不紧实,受铜水冲击后从表面剥落,并随铜水凝固 4砂芯胀模,或砂芯定位松,合模后砂芯晃动 5.石墨水内被污染,含砂或其他杂质,蘸水后附着在模具表面(如8032006-112表面砂眼) 解决方法: 1、按住砂芯定位部分,由上至下吹出散落在型腔的沙粒,注意死角处。 2合模时要求平稳缓慢,无错模现象 3,制芯时控制型芯强度,改善浇铸工艺,避免铜水直接冲击型芯 4、修刮
17、砂芯,修缮模具定位,加大砂芯定位避免砂芯头重脚轻 5,石墨水日常需维护,严禁沙粒入内,取样目测,如不良,及时更换石墨水铸造篇渣孔形成原因 渣孔渣孔 (被金属液卷入的液渣或在浇铸过程中急剧氧化在重力模型腔内的液渣所造成的凹坑,一般聚结与铸件表面,主要分布在浇道附近)1 1、在浇铸过程中,金属液的浮渣随从液体一、在浇铸过程中,金属液的浮渣随从液体一起卷入重力模型腔起卷入重力模型腔2 2、在浇铸过程中,金属液在高温作用下与空、在浇铸过程中,金属液在高温作用下与空气产生化学反应的氧化物被金属液体封裹气产生化学反应的氧化物被金属液体封裹铸造篇渣孔图示改善方法:改善方法:减缓流量,降低浇铸速度,经常扒渣,
18、避免舀铜水时带入炉渣,经常清理浇铸勺,特别是勺口部位,改善浇道的滤渣能力11028055-0228052018-022铸造篇缩料缩料缩料铸造过程中因收缩而引起的内外表面所形成的孔洞、凹坑、等缺陷铸造过程中因收缩而引起的内外表面所形成的孔洞、凹坑、等缺陷缩松缩松金属在凝固过程中发生体积收缩,熔体不能及时补充,出现细小而分散的缩孔,形成金属在凝固过程中发生体积收缩,熔体不能及时补充,出现细小而分散的缩孔,形成花斑,裂纹等缺陷花斑,裂纹等缺陷一般情况下,物体由高温降制室温,由液体凝固成固体后体积会变小外、观形状发生一般情况下,物体由高温降制室温,由液体凝固成固体后体积会变小外、观形状发生变化容易形成
19、孔洞、凹坑等现象变化容易形成孔洞、凹坑等现象在铸造过程中因铸件的壁厚不均或散热方式、凝固条件不同而导致铸件的凝固顺序不在铸造过程中因铸件的壁厚不均或散热方式、凝固条件不同而导致铸件的凝固顺序不会同步进行,后凝固的迫使给先凝固的部分提供补缩,当浇铸终断后,最后凝固的部会同步进行,后凝固的迫使给先凝固的部分提供补缩,当浇铸终断后,最后凝固的部分无补充来源由自身引起的收缩分无补充来源由自身引起的收缩在特殊情况下,凝固条件受到其它外界因素或客观条件的干涉而改变了凝固顺序所形在特殊情况下,凝固条件受到其它外界因素或客观条件的干涉而改变了凝固顺序所形成的收缩(如气体、模具的局部温差等等成的收缩(如气体、模
20、具的局部温差等等合金成分不良,导致流动性差,不能及时补缩合金成分不良,导致流动性差,不能及时补缩铸件含有厚实部位,收缩过程中得不到及时补缩铸件含有厚实部位,收缩过程中得不到及时补缩铸造篇缩料图示8053060-0128029029-5621022010-562出水嘴处缩料,一出水嘴处缩料,一般渗漏,严重会直般渗漏,严重会直接穿掉接穿掉此处缩料,加工螺纹后穿掉砂芯没刮好,补缩不良导致的缩料内部缩孔,无法避免,生产控制,使缩孔位于被加工位置铸造篇缩料改善 1 1、物体因物理反应所产生的自然收缩现象不可避免,只有通过放大、物体因物理反应所产生的自然收缩现象不可避免,只有通过放大预留尺寸从设计的角度上
21、去解决预留尺寸从设计的角度上去解决 2 2、通过模具设计或铸造工艺去改变铸件的凝固顺序(在缩料位置加、通过模具设计或铸造工艺去改变铸件的凝固顺序(在缩料位置加冷铁、抽芯等加速其凝固或将壁厚较厚的位置向下尽可能先凝固)冷铁、抽芯等加速其凝固或将壁厚较厚的位置向下尽可能先凝固) 3 3、设置专门的补缩系统对缩料部位进行补缩(利用浇道、补料桩、设置专门的补缩系统对缩料部位进行补缩(利用浇道、补料桩、冒口进行补缩)冒口进行补缩) 4 4、在铸造过程中,从工艺改善上去延缓、均匀铸件的收缩(譬如砂、在铸造过程中,从工艺改善上去延缓、均匀铸件的收缩(譬如砂芯涂料等)芯涂料等) 5 5、放大收缩位置的加工余量
22、、放大收缩位置的加工余量 6 6、适当降低浇铸温度,延长浇铸时间、适当降低浇铸温度,延长浇铸时间铸造篇裂纹 在铸造过程中,金属液由高温冷却至低温(常温或室温)、在铸造过程中,金属液由高温冷却至低温(常温或室温)、由液体凝固后变成固体,体积与外形会收缩,内部组织也由液体凝固后变成固体,体积与外形会收缩,内部组织也发生了变化,收缩时受到阻力或其它外界作用力,这种情发生了变化,收缩时受到阻力或其它外界作用力,这种情况下就会产生裂纹况下就会产生裂纹热裂:金属在凝固过程中产生的裂纹缝隙宽,形状曲折,缝内呈氧化色提高砂型和芯砂的退让性,严格控制延长铜水凝固温度范围的元素含量。冷裂:金属凝固后产生的裂纹裂纹
23、细小,呈连续直线状,轻微氧化色减小内应力和降低合金脆性的因素,控制磷,硅的含量。铸造篇裂纹产生的原因1 1、铸件收缩时,受到金属模具及自身结构上的阻碍或限制(如凸台与凸、铸件收缩时,受到金属模具及自身结构上的阻碍或限制(如凸台与凸台之间,抽芯与抽芯之间或它们与模具之间以及自身结构的局限性),台之间,抽芯与抽芯之间或它们与模具之间以及自身结构的局限性),因为金属无退让性,会形成缩裂、拉裂等等因为金属无退让性,会形成缩裂、拉裂等等 2 2、在铸造过程中,铸件凝固时体积变小则意味着往里面收缩,会产生向、在铸造过程中,铸件凝固时体积变小则意味着往里面收缩,会产生向内腔(砂芯)的作用力,而砂芯在高温作用
24、下,体积会膨胀,同时向内腔(砂芯)的作用力,而砂芯在高温作用下,体积会膨胀,同时向铸件产生向外的作用力,在两种力的作用下,如果金属液处在浆状体铸件产生向外的作用力,在两种力的作用下,如果金属液处在浆状体的那一瞬间就会产生裂纹(即金属液对砂芯的作用力小于砂芯对金属的那一瞬间就会产生裂纹(即金属液对砂芯的作用力小于砂芯对金属液的作用力)液的作用力)3 3、金属液自身晶体结构分布不均匀、合金组成成分不符合工艺需求,导、金属液自身晶体结构分布不均匀、合金组成成分不符合工艺需求,导致凝固时组织不致密受力不均匀而产生裂纹(结构颗粒不均,大小不致凝固时组织不致密受力不均匀而产生裂纹(结构颗粒不均,大小不一、分布无规律)一、分布无规律)4 4、 铸造温度不适当,浇铸速度快,铸件冷却不均匀铸造温度不适当,浇铸速度快,铸件冷却不均匀铸造篇裂纹图示裂纹改善:要求铸件壁厚匀称,过度平滑,内腔圆角够大,减少收 缩阻力,适当降低浇铸温度,缩短开模时间(避免铸件收缩时受模具行腔阻力而开裂)铸造篇冷隔冷隔、接痕的产生铸件表面出现褶皱或层叠状的缺陷,或内部出现不连续的现象统称冷隔冷隔表面不平整,中间有氧化膜,并伴随气孔等缺陷,按出现的位置不同,分为表面冷隔,皮下冷隔,中心冷隔。 1、在充型过程中,由于金属液所流注的路程、时间不同,在流注时会散失热量,
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 关于蚯蚓的研究报告
- 中国生物制造行业市场发展现状及前景趋势与投资分析研究报告(2024-2030)
- 2025年 无锡立信高等职业技术学校招聘考试笔试试题附答案
- 中国薄膜电容器行业市场运行现状及投资规划建议报告
- 2024-2030年中国功能性甜味剂行业市场发展监测及投资潜力预测报告
- 2025年中国沉香木行业市场评估分析及发展前景调研战略研究报告
- 2025年中国椰子制品行业发展全景监测及投资方向研究报告
- 2025年中国脉冲继电器行业市场运行现状及未来发展预测报告
- 2025年中国剥离纸行业市场发展前景及发展趋势与投资战略研究报告
- 柔性防水腻子和普通腻子的检测报告
- 铁路货运流程课件
- 四川省成都市成华区2023-2024学年七年级上学期期末数学试题(含答案)
- 慢性硬膜下血肿护理要点大揭秘
- 管工基础知识培训课件
- 成人气管切开拔管中国专家共识解读
- “微”力量微博营销
- 2022-2023学年山东省菏泽市成武县人教版四年级下册期末考试数学试卷(解析版)
- 浙江省舟山市2024届数学高一第二学期期末质量跟踪监视试题含解析
- 数据统计与分析教学大纲
- 2023建筑业10项新技术
- 预防医学英文版课件:Occupational hazards injury
评论
0/150
提交评论