



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
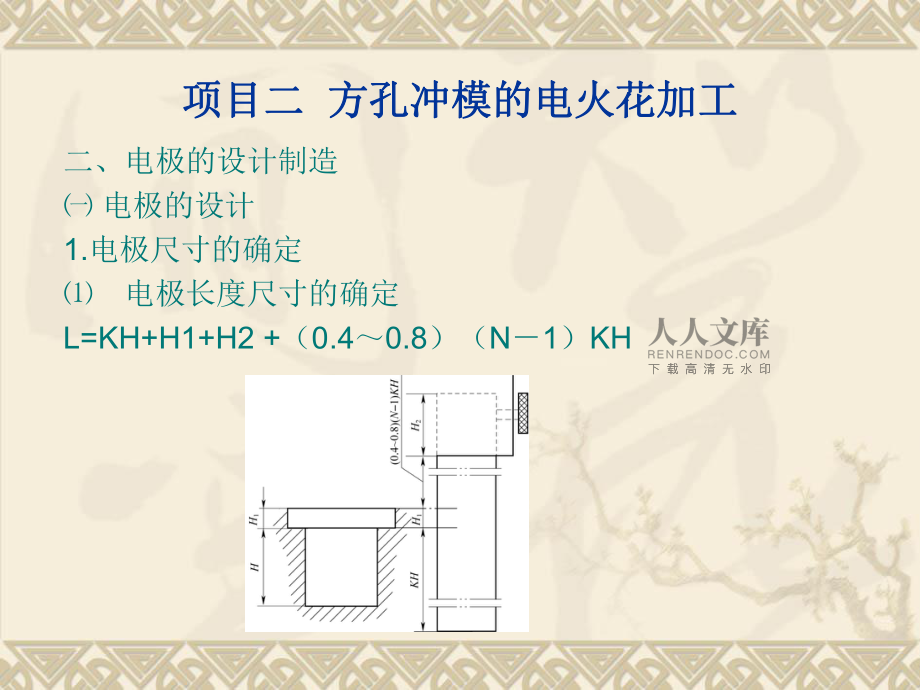
1、项目二方孔冲模的电火花加工项目二项目二 方孔冲模的电火花加工方孔冲模的电火花加工二、电极的设计制造 电极的设计1.电极尺寸的确定 电极长度尺寸的确定L=KH+H1+H2 +(0.40.8)(N1)KH项目二项目二 方孔冲模的电火花加工方孔冲模的电火花加工电极截面尺寸的确定电极截面尺寸的确定 估算公式如下: a=AKS 式中 a-电极的截面尺寸; A-型腔图样的名义尺寸; S-单边火花放电间隙(根据粗加工或精加工一般取0.20.5); 项目二项目二 方孔冲模的电火花加工方孔冲模的电火花加工设计步骤如下:设计步骤如下:.电极的准备电极的准备 根据电火花成形加工的特点,选择纯铜作为本次设计的电极材料
2、,纯铜电极适合穿透加工和型腔加工。.电极长度的确定电极长度的确定 L=KH+H1+H2220mm+10mm+20mm=60mm3.电极截面尺寸的计算电极截面尺寸的计算 利用a=AKS可求得界面尺寸为: a=25mm-20.25mm=24.5mm 根据以上分析与计算,本次任务的电极设计尺寸为长度60mm;截面尺寸为24.5mm24.5mm。 工具电极的制作工具电极的制作 此电极外形比较简单,但加工精度和表面粗糙度要求比较高,可以选择数控线切割机床床上加工制造,纯铜电极按设计好的电极图制造。项目二项目二 方孔冲模的电火花加工方孔冲模的电火花加工 三、工具电极的装夹与找正 在机床主轴头的电极夹头上,
3、先用90精密角尺找正工具电极对工作台X轴和Y轴方向的垂直度,然后再用百分表再次找正,在工艺上可在电极的轴肩处开两个相互垂直的找正基准面(如图2-16)。将工件水平放置在工作台面上,使折断钻头的中心线与机床的工作台保持垂直,再移动工作台,使电极中心与断入工件的钻头的中心一致,必要时可用火花放电校正。 图216 工具电极的找正 项目二项目二 方孔冲模的电火花加工方孔冲模的电火花加工四、工件的装夹和定位四、工件的装夹和定位 图217使用压板装夹工件 图218 电火花机用磁性吸盘 电火花成形加工工件的装夹与机械切削机床相似,但由于电火花成形加工中的作用力很小,因此工件更容易装夹。在实际生产中,常用压板
4、(如图217)、磁性吸盘(如图218)等将工件固定在机床工件台上,然后使用百分表校正。 项目二项目二 方孔冲模的电火花加工方孔冲模的电火花加工 五、电规准的选择五、电规准的选择 粗加工应选择速度快、电极损耗小的粗规准;半精加工和精加工为保证加工精度,电规准应着重保证精度和粗糙度要求,为了达到电极低损耗的目的,要注意峰值电流和脉冲宽度之间的匹配关系,电流过大,会增加电极的损耗。对于此次任务,选择合适的电规准即可完成加工,可参考表212。 脉冲宽度脉冲宽度/ /s s脉冲间歇脉冲间歇/ /s s峰值电峰值电流流/A/A粗加工10010030030060601501509 91010半精加工606020020040401201205 56 6精加工202080801001002002001 12 2表212低损耗加工参考电规准低损耗加工参考电规准 项目二项目二 方孔冲模的电火花加工方孔冲模的电火花加工六、放电加工六、放电加工 打开机床电源,通过机床提供的“自动对刀”功能,使主轴缓慢下降至工件表面,将工件的上表面设定为加工深度零点位置。然后开启工作液泵,向工作液槽内加注工作液,加工液应高出工件3050mm。如果所加工孔是通孔,可采用下冲液;如果是盲孔,则可采用侧冲液或不冲液,必要时可采用铜管作工具电极,使工作液从钢管中导入加工区,即采用上冲液进行加工。最后,按下“放电加工键” ,实
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 广东外语外贸大学《跨境电商理论与实务》2023-2024学年第一学期期末试卷
- 广东南华工商职业学院《电视摄像技术》2023-2024学年第一学期期末试卷
- 【名师一号】2020-2021学年高中地湘教版必修1-双基限时练15
- 【2021届备考】2021届全国名校生物试题分类解析汇编第七期(12月)-G单元生物的变异
- 【2022走向高考】高三英语一轮(外研版)复习:必修4-Module-6综合测试
- 第五章 透镜及其应用 单元测试(含解析) 2024-2025学年物理人教版(2024)八年级上册
- 【状元之路】2021高考物理一轮复习课时作业:12-2-机械波
- 《肺癌的手术治疗》课件
- 全国2021届高三英语试题8、9月分类解析:B单元-完形填空(B1-记叙文)
- 【走向高考】2021届高考历史(人民版)一轮复习阶段性测试题十二(必修三-专题六、七-专题测试)
- (八省联考)河南省2025年高考综合改革适应性演练 生物试卷(含答案)
- 人工智能销售工作总结
- 2025年中小学春节安全教育主题班会课件
- 工商注册租房合同范例
- 2024年单位司机个人工作总结(6篇)
- 2023-2024学年广东省深圳市罗湖区八年级上学期期末生物试题
- 【9物(北师)期末】阜阳市临泉县2023-2024学年九年级上学期期末考试物理试题
- 2025年医院保卫科工作总结及2025年工作计划
- 班会课件高中
- 部编版一年级上册语文第一单元-作业设计
- 医院消防安全知识培训课件
评论
0/150
提交评论