



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
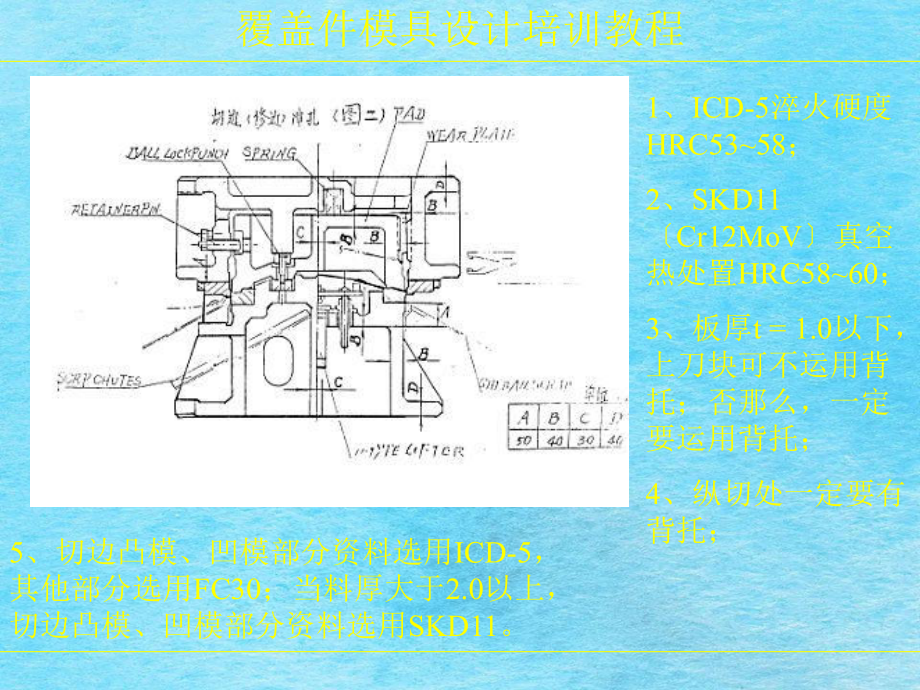
1、覆盖件模具设计培训教程第一章 拉延模的设计一、拉延模的典型构造:上模座压边圈下模座覆盖件模具设计培训教程 拉延模的主要组成部分:下模、压边圈、上模;二、构造尺寸参数及资料的选用: 普通按3、4、5进展设计,即主筋是40厚,付筋是30厚,型面是50。需求留意的是,筋条的厚度要按甲方要求进展设计。下模、压边圈、上模的资料均为GM241,成形凸圆角淬火硬度HRC5055。覆盖件模具设计培训教程1、ICD-5淬火硬度HRC5358;2、SKD11Cr12MoV真空热处置HRC5860;3、板厚t = 1.0以下,上刀块可不运用背托;否那么,一定要运用背托;4、纵切处一定要有背托;5、切边凸模、凹模部分
2、资料选用ICD-5,其他部分选用FC30;当料厚大于2.0以上,切边凸模、凹模部分资料选用SKD11。覆盖件模具设计培训教程1、ICD-5淬火硬度HRC5358;2、SKD11Cr12MoV真空热处置HRC5860;3、 GM241,成形凸圆角淬火硬度HRC5055。4、上刀块一定要运用背托;5、基座、压料板部分选用FC30,翻边凹模部分选用ICD-5,厚料大于2.0以上选用SKD11,翻边凸模部分选用GM241,厚料选用ICD-5;覆盖件模具设计培训教程1、ICD-5淬火硬度HRC5358;2、SKD11Cr12MoV真空热处置HRC5860;3、板厚t = 1.0以下,上刀块可不运用背托;
3、否那么,一定要运用背托;4、纵切处一定要有背托;5、切边凸模、凹模部分资料选用ICD-5,其他部分选用FC30;当料厚大于2.0以上,切边凸模、凹模部分资料选用SKD11。覆盖件模具设计培训教程三、拉延模的导向: 1、凸模与压边圈的导向: 内导:体积小,本钱低;导引稳定性及平衡性差; 外导:体积大,本钱高;导引稳定性及平衡性佳; 覆盖件模具设计培训教程2、压边圈与凹模的导向:3、耐磨板的布置及设计:正常情况下,一边要求有两块耐磨板。假设出现分模线又窄又长的情况,只 能在一个方向上布置一块导板,假设做不到这一点,就采用外导方式。覆盖件模具设计培训教程四、拉延筋槛: 断面外形:半圆形及矩形 拉延筋
4、的作用: 1、添加进料阻力; 2、调理各部分的压料面上的进料阻力; 3、降低对压料面光洁度的要求,压料面之间的间隙可适当增大,略大于料厚;覆盖件模具设计培训教程五、模具中心的选定: 中心线位置思索必需与各机台的顶杆布置相结合,型中心线左右侧及前后侧皆可偏心运用,原那么上偏心尺寸在100mm内。六、顶出行程: 原那么上,压边圈顶起时,放在压边圈上的板件不能接触凸模。 行程以五位数为单位。七、板料压着面积确实定: 板料展开尺寸:L1 X L2 La = L1 + (10 15) X 2 Lb = L1 + (10 15) X 2覆盖件模具设计培训教程八、顶杆孔的选用原那么: 1、消费及试模顶杆孔位置,原那么上以接近分模线陈列; 2、原那么上选用全部顶杆孔; 3、顶杆部位必需有肋条;九、平衡块的布置: 1、
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 长期护理保险定点护理服务机构服务协议范本(试行)
- 2024多重买卖合同如何履行及侵权行为
- 2024国际商标许可合同范本
- 2024域名及虚拟主机代理合同介绍
- 2024扶贫产品供应合同
- 2024润滑油采购合同范文
- 2024年精密水准仪经纬仪综合检验仪项目发展计划
- 2024年平板型太阳热水器合作协议书
- 2024委托检测合同书范文
- 2024年专用仪器仪表:化工仪表项目合作计划书
- 残疾人疾病预防知识讲座
- 嗜酸性肉芽肿性血管炎的护理查房课件
- 基层妇联执委培训
- 培养创新思维的临床医学培训方法
- 火龙罐综合灸疗法
- 北京2021高考D篇阅读分析与解析
- 青少版新概念1b-lesson34
- 祖国国庆节知识竞答课件
- 进入纪委监委申请书
- 教师《势不可挡的学习》读书心得
- 少儿美术幼儿园课件- 4-6岁 《可爱的黑鼻羊》
评论
0/150
提交评论