



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、.1.前言我国传统的铣床控制系统都是采用继电器、接触器等硬件逻辑控制电路 , 不但接线复杂 , 而且经常出现故障 , 可靠性比较差。与传统的继电器控制相比 ,PLC控制具有可靠性高、柔性好、开发周期短以及故障自诊断等特点 , 特别适合应用于铣床的控制和故障诊断系统,可以减少强电元件数目,提高电气控制系统的稳定性和可靠性,从而提高产品的品质和生产效率。故在PLC广泛应用的控制时代,本设计系统的思想就是采用PLC控制铣床。以达到预定控制系统的简洁性、经济性,减少了成本,也使得维修变的简单。由于PLC的模块化、易扩展性,可根据控制要求及规模的变化进行方便的系统重组及功能的扩展。以及PLC的通信功能甚
2、至可进行远程控制。2.方案论证2.1机床传统控制方式2.1.1设计题目X62W型万能铣床的PLC控制系统设计。2.1.2机床的主要结构和运动形式X62W型万能铣床的结构简图如图2-1所示,由床身1、悬梁2、刀杆支架3、主轴4、工作台5和升降台6等组成,刀杆支架3上安装与主轴相连的刀杆和铣刀,以进行切削加工,顺铣时刀具为一个转动方向,逆铣时为另一个转动方向;床身前面有垂直导轨,升降台6带动工作台5可沿垂直导轨上下移动,完成垂直方向的进给,升降台6上的水平工作台还可在左右(纵向)方向上移动进给以及在横向移动进给;回转工作台可单向转动。进给运动的传递示意图见图2-2。 图2-1:铣床的结构简图 图2
3、-2:进给运动的传递示意图2.1.3 控制电路分析X62W型万能铣床控制电路如图2-3,电路可划分为主电路、控制电路和信号照明电路三部分。铣床控制电路所用电器元件说明如表2-1所示。(一) 主电路分析铣床是逆铣方式加工,还是顺铣方式加工,开始工作前即已选取定,在加工过程中是不改变的。为简化控制电路,主轴电动机M1正转接线与反转接线是通过组合开关SA5手动转换,控制接触器KM1的主触点只控制电源的接入与切断。 进给电动机M2在工作过程中,频繁变换转动方向,因而仍采用接触器方式构成正转与反转接线。 冷却泵驱动电机M3根据加工需要提供切削液,电路中采用转换开关SA3,在主电路中手动直接接通和断开定子
4、绕组的电源。 图 2-4:控制系统电路图表2-1 电器元件说明表符号名称及用途符号名称及用途符号名称及用途M1主轴电动机SQ6进给变速瞬时点动开关FR1主轴电动机继电器M2进给电动机SQ7主轴变速瞬时点动开关FR2进给电动机热继电器M3冷却泵电动机SA1工作台转换开关FR3冷却泵热继电器KM1主电动起动接触器SA2主轴上刀制动开关FU1-8熔断器KM2进给电动机正转接触器SA3冷却泵开关TC变压器KM3进给电动机反转接触器SA4照明灯开关VC整流器KM4快速接触器SA5主轴换向开关YB主轴制动电磁制动器SQ1工作台向右进给行程开关QS电源隔离开关YC1电磁离合器(快速传动链)SQ2工作台向左进
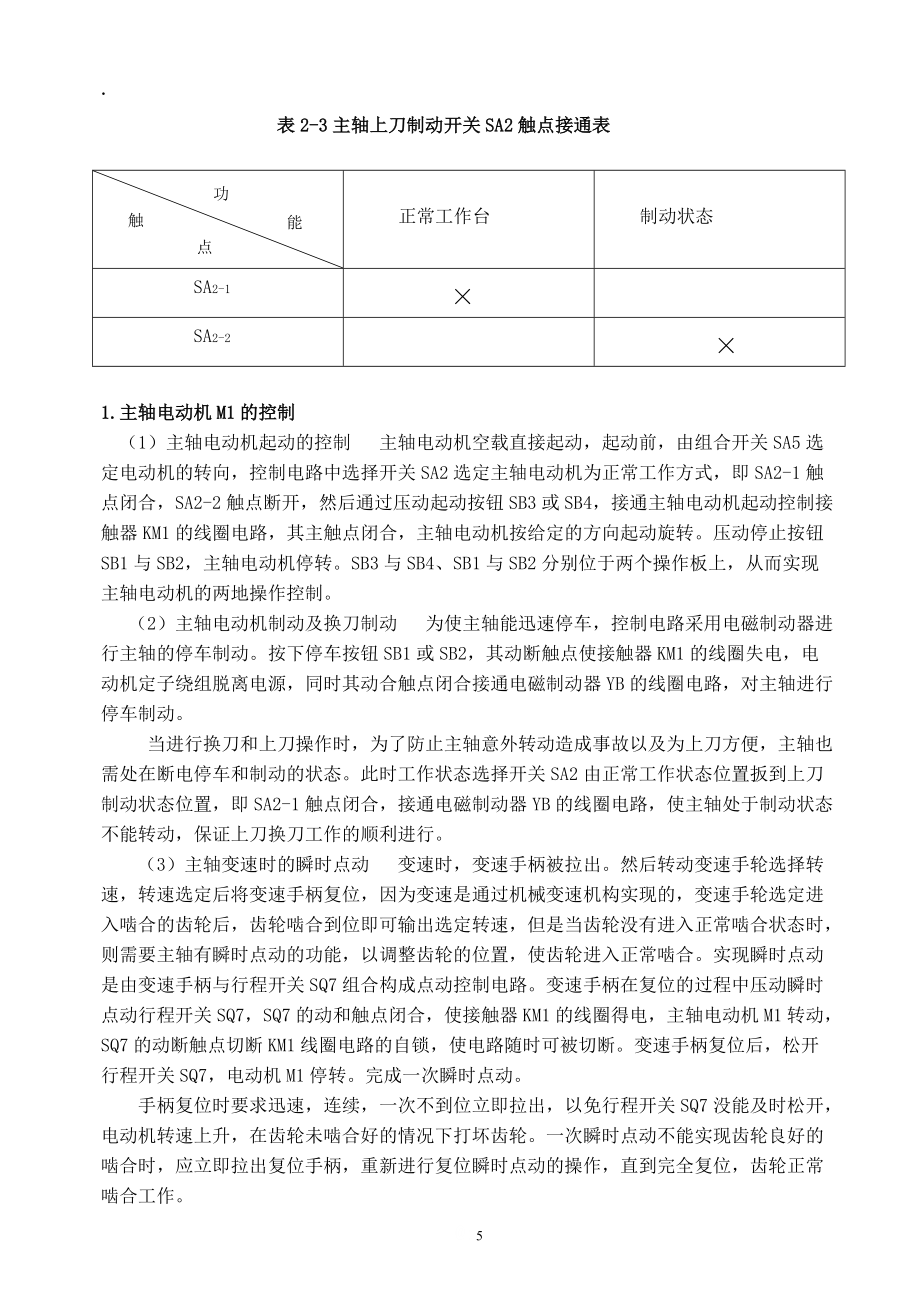
5、给行程开关SB1、SB2主轴停止按钮YC2电磁离合器(工作传动链)SQ3工作台向前、向上进给行程开关SB3、SB4主轴起动按钮SQ4工作台向后向下进给行程开关SB5、SB6工作台快速移动按钮(二) 控制电路分析水平工作台/圆工作台选择控制见表2-2,主轴上刀制动/正常工作控制见表2-3。表2-2 水平工作台/圆工作台选择开关SA1触点接通表水平工作台圆工作台SA1-1×SA1-2×SA1-3×表2-3主轴上刀制动开关SA2触点接通表功能触点正常工作台制动状态SA2-1×SA2-2×1.主轴电动机M1的控制(1)主轴电动机起动的控制 主轴电动机空
6、载直接起动,起动前,由组合开关SA5选定电动机的转向,控制电路中选择开关SA2选定主轴电动机为正常工作方式,即SA2-1触点闭合,SA2-2触点断开,然后通过压动起动按钮SB3或SB4,接通主轴电动机起动控制接触器KM1的线圈电路,其主触点闭合,主轴电动机按给定的方向起动旋转。压动停止按钮SB1与SB2,主轴电动机停转。SB3与SB4、SB1与SB2分别位于两个操作板上,从而实现主轴电动机的两地操作控制。(2)主轴电动机制动及换刀制动 为使主轴能迅速停车,控制电路采用电磁制动器进行主轴的停车制动。按下停车按钮SB1或SB2,其动断触点使接触器KM1的线圈失电,电动机定子绕组脱离电源,同时其动合
7、触点闭合接通电磁制动器YB的线圈电路,对主轴进行停车制动。 当进行换刀和上刀操作时,为了防止主轴意外转动造成事故以及为上刀方便,主轴也需处在断电停车和制动的状态。此时工作状态选择开关SA2由正常工作状态位置扳到上刀制动状态位置,即SA2-1触点闭合,接通电磁制动器YB的线圈电路,使主轴处于制动状态不能转动,保证上刀换刀工作的顺利进行。(3)主轴变速时的瞬时点动 变速时,变速手柄被拉出。然后转动变速手轮选择转速,转速选定后将变速手柄复位,因为变速是通过机械变速机构实现的,变速手轮选定进入啮合的齿轮后,齿轮啮合到位即可输出选定转速,但是当齿轮没有进入正常啮合状态时,则需要主轴有瞬时点动的功能,以调
8、整齿轮的位置,使齿轮进入正常啮合。实现瞬时点动是由变速手柄与行程开关SQ7组合构成点动控制电路。变速手柄在复位的过程中压动瞬时点动行程开关SQ7,SQ7的动和触点闭合,使接触器KM1的线圈得电,主轴电动机M1转动,SQ7的动断触点切断KM1线圈电路的自锁,使电路随时可被切断。变速手柄复位后,松开行程开关SQ7,电动机M1停转。完成一次瞬时点动。手柄复位时要求迅速,连续,一次不到位立即拉出,以免行程开关SQ7没能及时松开,电动机转速上升,在齿轮未啮合好的情况下打坏齿轮。一次瞬时点动不能实现齿轮良好的啮合时,应立即拉出复位手柄,重新进行复位瞬时点动的操作,直到完全复位,齿轮正常啮合工作。2进给电动
9、机M2的控制电路 可分为三部分:第一部分为顺序控制部分,当主轴电动机起动后,其控制起动接触器KM1辅助动合触点闭合,进给电动机控制接触器KM2与KM3的线圈电路方能通电工作;第二部分为工作台各进给运动之间的联锁控制部分,可实现水平工作台各运动之间的联锁,也可实现水平工作台与圆工作台工作之间的联锁;第三部分为进给电动机正反转接触器线圈电路部分。(1)水平工作台纵向进给运动的控制 水平工作台纵向进给运动由操作手柄与行程开关SQ1、SQ2组合控制。纵向操作手柄有左右两个工作位和一个中间不工作位。手柄扳到工作位时,带动机械离合器,接通纵向进给运动的机械传动链,同时压动行程开关,行程开关的动合触点闭合使
10、接触器KM2或KM3线圈得电,其主触点闭合,进给电动机正转或反转驱动工作台向左或向右进给,行程开关的动断触点在运动联锁控制电路部分构成联锁控制功能。选择开关SA1选择水平工作台工作或是圆工作台工作。SA1-1与SA1-3触点闭合构成水平工作台运动联锁电路,SA1-2触点断开,切断圆工作台工作电路。水平工作台控制电路与圆工作台控制电路分别见图2-3(A)和(B)。工作台纵向进给的控制过程如表2-4所示。电路由KM1辅助动合触点开始,工作电流经SQ6-2SQ4-2SQ3-2SA1-1SQ1-1KM3到KM2线圈,或者由SA1-1经SQ2-1KM2到KM3线圈。手柄扳到中间位时,纵向机械离合器脱开,
11、行程开关SQ1与SQ2不受压,因此进给电动机不转动。工作台停止移动。工作台的两端安装有限位撞块,当工作台运动达到终点位时,撞块撞击手柄,使其回到中间位置,实现工作台的终点停车。(A) (B)图2-3:工作台控制电路图(A)水平工作台控制电路 (B)圆工作台控制电路表2-4工作台纵向进给过程(2)水平工作台横向和升降进给运动控制 水平工作台横向和升降进给运动的选择和联锁是通过十字复式手柄和行程开关SQ3、SQ4组合控制,操作手柄有上、下、前、后四个工作位置和一个中间不工作位置。扳动手柄到选定运动方向的工作位,即可接通该运动方向的机械传动链,同时压动行程开关SQ3或SQ4,行程开关的动合触点闭合使
12、控制进给电动机转动的接触吕KM2或KM3的线圈得电,电动机M2转动,工作台在相应的方向上移动;行程开关的动断触点如纵向行程开关一样,在联锁电路中,构成运动的联锁控制。工作台横向联合和与垂直方向进给控制过程如表2-5所示。控制电路由主轴电动机控制接触器KM1的辅助动合、触点开始,工作电流经SA1-3SQ2-2SQ1-2SA1-1SQ3-1KM3到KM2线圈,或者由SA1-1KM2到KM3线圈。表2-5:工作台横向与垂直方向进给过程 十字复式操作手柄扳在中间位置时,横向与垂直方向的机械离合器脱开,行程开关SQ3与SQ4均不受压,因此进给电动机停转,工作台停止移动。固定在床身上的挡块在工作台移动到极
13、限位置时,撞击十字手柄,使其回到中间位置,切断电路,使工作台在进给终点停车。(3)水平工作台进给运动的联锁控制 由于操作手柄在工作时,只存在一种运动选择,因此铣床直线进给运动之间的联锁满足两操作手柄之间的联锁即可实现。联锁控制电路如前章联锁电路所述,由两条电路并联组成,纵向手柄控制的行程开关SQ1、SQ2的动断触点串联在一条支路上,十字复式手柄控制的行程开关SQ3、SQ4动断触点串联在另一条支路上、扳动任一操作手柄,只能切断其中一条支路,另一条支路仍能正常通电,使接触器KM2或KM3的线不失电,若同时扳动两个操作手柄。则两条支路均被切断,使接触器KM2或KM3断电,工作台立即停止移动,从而防止
14、机床运动干涉造成设备事故。(4)水平工作台的快速移动 水平工作台选定进给方向后,可通过电磁离合器接通快速机械传动链,实现工作台空行程的快速移动。快速移动为手动控制,按下起动按钮SB5或SB6,接触器KM4的线圈得电,其动断触点断开,使正常进给电磁离合器YC2线圈失电,断开工作进给传动链,KM4的动合触点闭合,使快速电磁离合器YC1线圈得电,接通快速移动传动链,水平工作台沿给定的进给方向快速移动,松开按钮SB5或SB6,KM4线圈失电,恢复水平工作台的工作进给。(5)圆工作台运动控制 圆工作台工作时。工作台选择开关SA1的SA1-1和SA1-3两触点打开,SA1-2触点闭合,构成如图1-3(B)
15、所示的圆工作台控制电路,此时水平工作台的操作手柄均在中间不工作位。控制电路由主轴电动机控制接触器KM1的辅助动合触点开始,工作电流经SQ6-2SQ4-2SQ3-2SQ1-2SQ2-2SA1-2KM3到KM2线圈,KM2主触点闭合,进给电动机M2正转,托运圆工作台转动,圆工作台只能单方向旋转。圆工作台的控制电路串联了水平工作台工作行程开关SQ1SQ4的动断触点,因此水平工作台任一操作手柄扳到工作位置,都会压动行程开关,切断圆工作台的控制电路,使其立即停止转动,从而起着水平工作台进给运动和圆工作台转动之间的联锁保护控制。(6)水平工作台变速时的瞬时点动 水平工作台变速瞬时点动控制原理与主轴变速瞬时
16、点动相同。变速手柄拉出后选择转速,再将手柄复位,变速手柄在复位的过程中压动瞬时点动行程开关SQ6,SQ6的动合触点闭合接通接触器KM2的线圈电路,使进给电动机M2转动,动断触点切断KM2线圈电路的自锁。变速手柄复位后,松开行程开关SQ6。与主轴瞬时点动操作相同,也要求手柄复位时迅速、连续,一次不到位,要立即拉出变速手柄,再重复瞬时点动的操作,直到实现齿轮处于良好的啮合状态,进入正常工作。2.2传统控制方式与PLC的比较 铣床原控制系统都是采用继电器、接触器等硬件逻辑控制电路,不但接线复杂,而且经常出现故障,可靠性比较差。与传统的继电器控制相比,PLC控制具有可靠性高、柔性好、开发周期短以及故障
17、自诊断等特点,特别适合应用于机床的控制和故障诊断系统,可以减少强电元件数目,提高电气控制系统的稳定性和可靠性,从而提高产品的品质和生产效率。2.3现代PLC控制即本系统的优点随着近年来,PLC技术的不断成熟与发展;它的优势越多的在社会各种领域得以应用。本系统具体的应用表现于:(1)PLC具有很高的可靠性和很强的抗干扰能力 良好的自诊断功能,平均无故障工作时间可达数万小时。当本系统电动机的台数较多时,其系统的继电器触点较多,易出现触点接触不良造成的故障等。用软件代替传统继电器的控制中的中间和时间继电器,仅剩下与输入和输出有关的少量硬件,从而使接线大大减少,连接的触点也大为减小,故障率也大大降低。
18、(2)丰富的I/O接口模块可直接使其与控制现场的器件或设备(如按钮、行程开关、传感器、电磁线圈等)连接。如本系统可将电机的控制信号经按钮直接输入PLC,因其具A/D转换功能。(3)灵活性好。大部分PLC均采用模块化结构,就是整体式的PLC也有可扩展的模块或扩展单元,即可根据控制的规模选择。模块式的PLC更能灵活的选择,诸如CPU、电源、I/O等。即其可根据需要自行选配。本系统中选用的I/O为80点的基本单元,当控制的电机过多点数不够时,即可通过扩展模块或单元来增大控制能力。(4)编程简单易学。PLC大多采用梯形图作为主要编程语言。是面向用户的,其表达方式类似于继电器控制系统图,与传统的电气图联
19、系较大,很形象直观。可以说懂电器图即可编写梯形图;而且已有可直接读出梯形的PLC编程器,甚至可免PLC编程。(5)系统安装简单,维修方便。其使用时,只要将现场的各设备与PLC相应的I/O端相连,即可运行。PLC只有两三个接触器大小,直接按于控制柜即可。且具有运行和故障的指示灯及指示装置,如每个I/O点经指示灯,CPU报告的错误信息经屏幕显示。综上,以PLC为控制系统的方案,其系统具有较高的简洁性、经济性及可靠性。2.4改造方案的确定(1)不改变原控制系统电气操作方法。(2)不改变原电气系统控制元件(包括行程开关、按钮、交流接触器、中间继电器 ,以上元件的数量、作用均与原电气线路相同) 。(3)
20、原控制线路中热继电器仍用硬件控制(因过载使用几率较少) 。(4)指示灯接线仍和原控制线路相同。(5)原主轴和进给变速箱操作方法和结构不变。(6)原铣床的工艺加工方法不变。(7)只是将原继电器控制中的硬件接线改为用软件编程来替代。3. PLC控制系统设计3.1现代PLC控制系统原理3.1.1电气控制要求 原机床采用的是常规的接触器-继电器控制台控制电路。机床的主轴主运动和工作台进给运动分别有单独的电动机拖动,并有不同的控制要求。(1)机床主轴电动机M1(功率7.5kw),空载是直接起动,为满足顺铣和逆铣工作方式的要求,能够正转和反转。为提高生产率,采用电磁制动器进行停车制动,同时从安全和操作方便
21、考虑,换倒时主轴也处于制动状态,主轴电动机可在两处实行起停等控制操作。(2)工作台进给电动机M2,直接启动,为满足纵向、横向、垂直方向的往返运动,要求电动机能正反转,为提高生产率,要求空行程时刻快速移动。从设备使用安全考虑,各进给运动之间必须连锁,并有手柄操作机械离合器选择进给运动的方向。(3)电动机M3拖动冷却泵,在铣削加工时提供切削液。(4)主轴与工作台的变速由机械变速系统完成。变速过程中,当选定啮合的齿轮没能进入正常啮合时,要求电动机能点动至合适的位置,保证齿轮能正常啮合。(5)加工零件时,为保证设备安全,要求主轴电动机起动以后,工作台电动机方能起动工作。(6) 编写的PLC控制程序必须
22、上机通过模拟调试,调试是可采用模拟调试开关板和灯泡进行,调试是应有必要的记录。3.1.2 设计基本原理即本系统采用PLC的裁决,来代替传统复杂的继电器控制硬接线,而用简单易学的软件实现其控制功能;即随着输入信号的输入,而经程序执行判断,由输出信号直接控制对象。分为: (1)输入处理,完成控制信号采集;(2)程序处理,将输入的信号变为直接主控的输出信号;(3)输出处理,即直接将PLC的输出信号转为,被控对象的触发信号。如图3-1: 图 3-1:PLC基本原理图3.2 系统硬件组成3.2.1系统硬件接线图1.系统主电路的设计图3-2即万能升降台铣床的PLC控制系统的主电路图。与传统主电路相比,在F
23、U1与电机M1之间加了一个接触器KM2提高了电机启动可靠性。在进给电动机三相电源经电源总开关及熔断器短路过载保护。各台电动机的额定全电压运行电路分别经QS、KM1KM6、FR1FR3各自独立。如电动机M1,正常运行时:由QS、KM3和热继电器FR1到电机组成的回路供电。热继电器FR1起温度过载保护。 图3-2:主回路电动机两相运行,是引起电动机损坏的常见原因。电动机安装了熔断器保护、热继电器保护,都不能很好地对电动机两相运行起有效保护。首先,根据电机学原理,其如接至两相电源,其定子绕组不可能产生旋转磁场,旋转力矩为零,电动机只震动而不转动电动机在进入两相电源起动时,实际上处于短路状态,其短路电
24、流为三相启动时启动电流的0.866倍,而一般异步电动机启动电流为额定电流的47倍,故电动机在进入两相电源起动时,相当于两相短路时的电流为额定电流的3.4646.062倍,所以上述电流,即比启动电流小,比电动机额定电流大得多。电动机两相启动时,电动机不运转,运行人员会立即发现,而且熔断器也会熔断。对于运转中的电动机,突然断掉一相电源后,在机械惯性作用下,在某些特定条件下尚可滞速旋转。故本系统各支路接进一自动开关,起到过载、欠压、短路等保护。还可选用现在的智能型的断路器,起到短路保护、过流过热保护、漏电保护、缺相保护等。而且还可显示电路中各种参数(如电流,电压,功率及功率因数等)。 2. 控制电源
25、的设计为了在设计中符合“电隔离保护”的技术要求,在万能铣床PLC控制系统中设置了控制变压器TC.TC的一次侧为交流127;二次侧为交流电36V。控制电源电路如图4-2所示。 图 3-3: 控制电源电路3. PLC输入输出接线端子外接线图PLC输入端子外电路共接24个输入点,分别连接旋钮、按钮、行程开关等主令元件及检测元件,电源由PLC内部提供。输出端子外电路按执行电器的电源类别分别组成不同的端子组,共用端子COM端加装熔断器做短路保护,必要时可并联放电二极管以利PLC输出继电器触电的灭弧。PLC输入/输出接线端子外接线电路如图3-4所示。图3-4:输入输出端子外接线图3.2.2系统硬件设备选型
26、 1.PLC控制说明及I/O点定义、分配表PLC的控制电路,既是可通过一定的输入信号送给PLC经内部程序处理后,由输出的控制信号直接驱动或控制电器执行件,达到预定目的。这也是与传统的控制电路区别最大的地方。即PLC的处理器可实现复杂,繁琐的控制要求。换句话说就是能使控制电路系统简洁化。如本控制系统设计,其PLC的程序可代替复杂的硬接线。表3-1:PLC的输入及输出(I/O)地址表地址号 符号名称 用途X0 SB1 主轴电机启动按钮X1 SB2 主轴电机启动按钮X2 SB3 主轴电机停止按钮X3 SB4 主轴电机停止按钮X4 SB5 工作台快速进给按钮X5 SB6 工作台快速进给按钮X6 SQ1
27、 工作台右移行程开关X7 SQ2 工作台左移行程开关X10 SQ3 工作台前、下移行程开关X11 SQ4 工作台后、上移行程开关 X12 SQ6 进给变速冲动行程开关 X13 SQ7 主轴变速冲动行程开关X14 SA1 圆工作台转换开关X15 SA3 冷却泵电机起、停转换开关X16 KS- 1 主轴电机速度继电器X17 KS- 2 主轴电机速度继电器 表3-1(a): 输入分配表地址号 符号名称 用 途Y0 KM1 冷却泵电机交流接触器 Y1 KM2 主轴电机反接制动交流接触器Y2 KM3 主轴电机运行交流接触器 Y3 KM4 工作台进给电机正转交流接触器 Y4 KM5 工作台进给电机反转交流
28、接触器 Y5 KM6 工作台快速进给电磁铁交流接触器表3-1(b):输出分配表其I/O分配表如上表3-1所示:2.PLC的选用(一)X62W万能铣床输入输出点数统计因为在改造中不改变原控制系统 ,所以 PLC输入输出点数可根据原继电器控制电路来计算 。1.输入点数(1) 原主轴电机启动按钮 2 个,主轴电机停止按钮 2 个,主轴电机反接制动速度继电器2个,主轴变速冲动行程开关 1 个,共7点;(2) 工作台右移行程开关1个,左移行程开关 1 个,前、下移行程开关1个,后、上移行程开关 1 个,工作台快速进给按钮 2个,工作台变速冲动行程开关1个,共7点; (3) 圆工作台转换开关1个;(4)
29、冷却泵电机起、停转换开关1个;输入点数共16点。2.输出点数根据原控制电路主轴电机、工作台进给电机、快速进给电磁铁及冷却泵电机用交流接触器统计输出点数为:(1) 主轴电机运行交流接触器 1个 主轴电机反接制动交流接触器 1个, 共2 点(2) 工作台进给电机正、反转交流接触器各 1 个 ,快速进给电磁铁交流接触器1个 ,共3点;(3) 冷却泵电机交流接触器1个;输出点数共为6点。(二) PLC选择X62W铣床改造后共需点数为 22 点,考虑 10 %余量及以后加报警电路和故障显示电路,考虑发展及工艺控制问题,故选用三菱 FX2N 48MR PLC,继电器输出,I/O总点数为 48 点,输入点数
30、为24点,输出点数为24点。FX2N是FX系列中功能最浅、速度最高的微型可编程控制器。它的基本指令执行是高达0.08us每条指令,用户存贮器容量可扩展到16K步,各点状态均有知识等现实,便于用户不带负载调试程序。单片既具有片内存ROM256B、RAM8KB,定时/计数器3个,并行I/O接口4个,5个终端元。用户程序容量32KB。PLC的供电电源为220YV,有38V-220V的隔离变压器提供,这样可以减少电网波动或噪声对PLC的干扰。3.3 系统软件部分3.3.1 设计PLC流程图 PLC流程图见图3-6所示。 图3-6:设计流程图 3.3.2 设计系统PLC梯形图及编程 由控制要求及上列I/
31、O定义表设计的梯形图如图3-4所示。设计中设置了M0的自锁,以及M0、M1的互锁。还设置了顺序控制与制动装置。这些保护与前面的硬件接线的保护,即是我们所说的实现软件、硬件双重保护。这与传统的完全继电器及硬件电路控制,大大提高了控制系统可靠性和容错能力。 图 3-7:控制系统梯形图及控制程序 :20(2)本系统选用三菱FX2N系列PLC语言,如下: 0 LDI X131 MC N1 M11 M10 2 OR X0 3 OR X14 OR N05 ANI X2 6 ANI X3 7 ANI N1 8 OUT M09 LD X2 10 LD X311 LD M1 12 ORB 13 AND X161
32、4 OR X1715 ANI X016 LD X117 LD M0 18 OUT M1 19 LD M0 20 ANI Y121 OUT Y222 LD M023 MC N1 SP M1124 LDI X1225 ANI X1426 ANI X627 ANI X728 ANI X1029 ANI X1130 OUT M231 LDI X1232 ANI X1433 ANI X634 ANI X735 ANI X1036 ANI X1137 OUT M338 LDI X1239 ANI X1440 ANI X641 ANI X742 ANI X1043 ANI X1144 OUT M445 LD
33、I X1246 ANI X1447 ANI X648 ANI X749 ANI X1050 ANI X1151 OUT M552 LDI X1253 ANI X1454 ANI X655 ANI X756 ANI X1057 ANI X1158 OUT M659 LDI X1260 ANI X1461 ANI X662 ANI X763 ANI X1064 ANI X1165 OUT M766 LD M267 OR M368 OR M469 OR M570 ANI M671 ANI M772 ANI Y473 OUT Y374 LD M675 OR M776 ANI M277 ANI M378 ANI M479 ANI M580
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 电子装配线质量控制细则
- 能源消耗控制措施
- 某纺织厂生产线安全制度
- 纺织品出口服装加工订单书二篇
- 食品门店安全生产讲解
- 当前就业形势与前景
- 管培生职业规划指南
- 肺结节健康知识
- 贪污贿赂犯罪新型手段揭秘
- 测试工装制造场地租赁合同
- 消费心理学题库及答案
- 2025年国有土地上房屋征收与补偿条例试题及答案
- 2024-2025学年广东广州天河区高一下学期期末联考数学试题含答案
- 2026年哈尔滨市124中学八年级下学期期中历史试题及答案
- 2025年吉林省中考物理试题(含答案)
- 玻璃钢渔船建造监理技术要求
- 第六课 自制信封教学设计小学劳动二年级下册粤教版(主编:徐长发)
- 2026年中考道德与法治“十五五”规划知识点
- 桥梁桥面系及附属工程施工方案
- 2026及未来5年中国轨道交通消防行业发展现状分析及投资战略规划报告
- 汛期安全生产警示案例讲解
评论
0/150
提交评论