



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第七章 尺寸链 2 尺寸链的基本概念尺寸链的基本概念 尺寸链的定义和特征尺寸链的定义和特征 在机器装配或零件加工过程中,由在机器装配或零件加工过程中,由相互连接的相互连接的尺寸形尺寸形 成的尺寸组,该尺寸组成的尺寸组,该尺寸组称为称为尺寸链尺寸链。 1. 定义:定义: 2封闭环:尺寸链中各尺寸相互结合后自然获得的尺寸。常常是根据功能,位置确定的装配精度或技术要求,其实际尺寸受尺寸链中各组成环的影响。在一个尺寸链中封闭环只有一个。 3组成环:尺寸链中除封闭环外的其它尺寸。 4增环:当其它组成环不变,某组成环尺寸增大,封闭环尺寸也随之增大,该环尺寸减小,封闭环尺寸亦随之减小,该组成环称增环。 5减
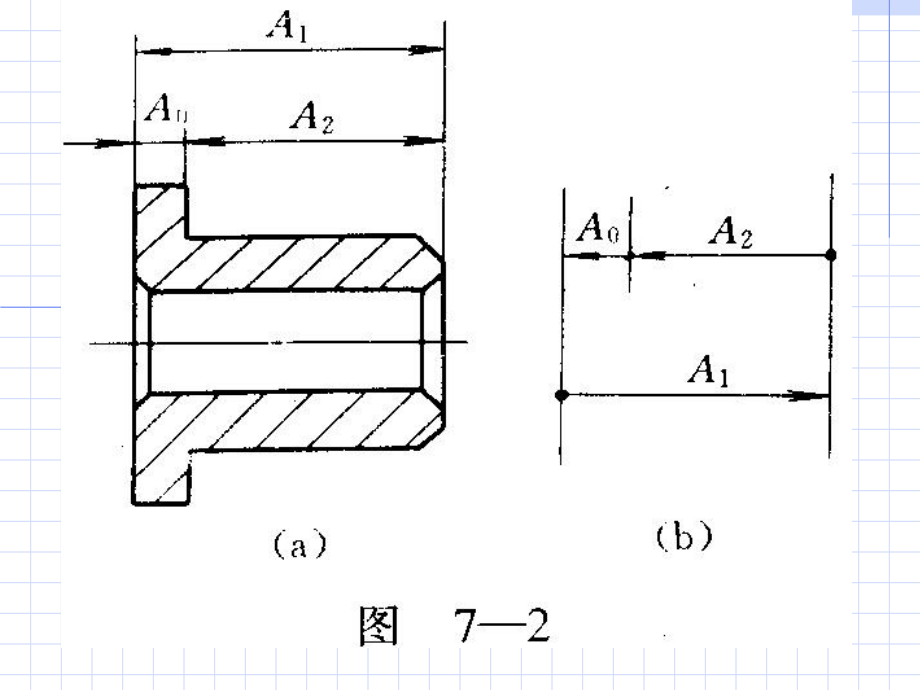
2、环:当其它组成环不变,某环尺寸增大,封闭环尺寸随之减小,反之也成立,该环称减环。 6补偿环:计算尺寸链时,改变某组成环尺寸和位置后,能使封闭环达到规定要求,该组成环称补偿环。 7传递系数:各组成环对封闭环影响大小的系数。用表示。即封闭环的函数式对各组成环的偏导数值。 如图7-3示,组成环:L1,L2,封闭环L0,函数形式: 为简化计算,一般按尺寸链各环尺寸依次用箭头绘成尺寸链图,一般先定封闭环,从其两端相连任一环开始,依次查找影响封闭大小的尺寸,直至封闭环另一端。查出各组成环后,常以尺寸链某端位置为准,在组成环上加注箭头,向右为增环,向左为减环,封闭环一般位于减环上。cos210LLLcos,
3、 12211lfLf 8尺寸链分类: 应用:零件尺寸链,工艺尺寸链,装配尺寸链。 联系方式:基本尺寸链,派生尺寸链,并连尺寸链(公共环),串联尺寸链(公共基准面),混合尺寸链,(由串并联组成,公共环,公共基准面),线性尺寸链,平面尺寸链,空间尺寸链 计量单位:长度尺寸链,角度尺寸链(计算零件要素位置精度,平行度,垂直度,同轴度等)。如图7-5示为角度尺寸链。 标量,矢量分:标准尺寸链,矢量尺寸链。712 计算尺寸链的有关参数: 1平均偏差 2中间偏差 置尺寸偏差变动的中心位基本尺寸实际尺寸0011:LLLLnxxiin 3相对不对称系数e:尺寸偏差分体曲线不对称程度。 4相对标准差: 正态分布
4、的相对标准差。 5相对分布系数K: xLLLEIES,min)max(212:0偏差对称分布时0,2/)(eTxe对称分布时31,6,%73.99/2nTTP时3nK 几种常见分布的K及e见表7-6,e,K可以反应加工工艺过程。72 尺寸链的计算 计算目的是正确确定有关尺寸的公差和极限偏差,分三种计算目的: 1正计算:已知各组成环的公差和极限偏差,求封闭环公差与极限偏差。主要用于验算尺寸链,公差控制计算。 2反计算:已知封闭环的公差和极限偏差,求组成环公差与极限偏差。主要用于设计时合理给定零件极限偏差,公差分配计算。 3中间计算:已知封闭环和其它组成环公差与极限偏差,求尺寸链中某一环公差与极限
5、偏差,主要用于解决工艺中出现矛盾,如加工基准换算。721 完全互换法解尺寸链: 以尺寸链中各组成环极限尺寸为基础,若各尺寸为合格品,则按此法计算的尺寸加工各组成环尺寸无须挑选或修配就能安装到机器上,且能保证封闭环的精度。 1基本公式: (1)封闭环的基本尺寸A0: 线性尺寸链: 尺寸链总环数减环基本尺寸增环数增环基本尺寸nAmAAAAjzjnmjzmz,1110一般表达: (2)封闭环公差:T0: A1-A2-A0=0 封闭环A0=A1-A2 则 A0max=A1max-A2min A0min=A-1min-A2max T0=A0max-A0min=A1max-A2min -(A1min-A2
6、max) =T1+T2 多环线性尺寸链: 减环取负增环取正,110iiiniAA尺寸链为A0A2A1 (3)封闭环中间偏差 0: i不对称时: iniinijnmjzmzjnmjzmzTTTTAAAAAA110110max11min1min0min11max1max0:及)2(111100110iiiniiniiiniTexx (4)用i和Ti表示: 组成环: 封闭环: (5)用Ai,偏差时: 组成环:Aimax=Ai+ESi Ai-组成环基本尺寸 Aimin=Ai+EIiiiiiiiTEITES21210000002121TEITES 封闭环: 2正计算: 例1:图7-8所示:齿轮传动部件,
7、要求齿轮端面与轴套间隙为0.050.75mm,已知各组成环尺寸和极限偏差以及分布为正态,试校校该结构能否保证要求间隙? 解:(1)给制尺寸链图,确定增环和减环,封闭环00min000max0EIAAESAA012. 04021. 03012. 0202904714,24,4,16AAAA A3增环 A1,A2,A4减环,A0封闭环 A0=A3-(A1+A2+A4)=24-(16+4+4)=0 给定基本尺寸正确。 (2)确定传递系数i:由于为线性尺寸链,3=+1,2=-1,i=-1,4=-1 (3)确定中间偏差i:因偏差分布为对称正态分布,各组成环中间偏差i分别为 )77(:0:1111175.
8、 005. 00iinijnmjzmzAAAAA校核尺寸链要求达到0441624)41()41()161()241 (11iinioAA封闭环中间偏差 (4)封闭环公差T0: 06. 0)12. 00(21,105. 0)21. 00(2106. 0)12. 00(21,38. 0)47. 029. 0(21)(214321iii下偏差上偏差)107(395. 0060. 006. 038. 0(105. 0151110iiin63. 012. 021. 012. 018. 0|41110iiiniTTT (5)计算封闭环上、下偏差:比较: 71.008.00000000008.063.021
9、395.02171.063.021395.0)137(21ATIETSE000005. 008. 075. 071. 0EIIEESSE能保证装配后间隙 3反计算:已知封闭环公差,极限偏差,计算组成环公差与极限偏差 (1)等公差法: 计算各组成环平均公差Tavo 因 (2)等精度法:等公差级法,即各组成环公差等级系数相同。 各组成环公差值相同时, 1/1|/,|0110110nTTavTTavTTiiniini)001. 045. 0(|)001. 045. 0(,5003111103185iiiniiniDDaTTiaDDaaiTITITmm封闭环尺寸公差单位公差公差等级系数级时 按表1-4
10、选用相近公差等级系数,再由标准公差值表查出各组成环尺寸公差Ti,然后根据Ai,工艺结构,加工难易,进行适当调整。 例2 图7-9示,要求端盖螺母2应保证转盘1与轴套3之间间隙为0.10.3mm,要求确定有关零件极限偏差。设各环尺寸偏差按正态分布。 解:(1)绘制尺寸链图7-9b:由图示结构绘制尺寸链图,A3-增环,A1、A2减环,A0-封闭环 (2)计算基本尺寸: )001.045.0(/13110iinaviDDTa时平均公差等级系数在A2A1A3A0384280图7-9(b) (3)计算各组成环平均公差等级系数 由公差等级系数aav查表(1-4),aav=40,相当于IT9级。 (4)确定
11、各组成环标准公差 由表1-8查得各组成环尺寸公差值: 计算正确0384280) 1() 1() 1(21321310AAAAAAAAiinl1|)001. 045. 0(|3110iiiinDDaT)2001003004086. 156. 156. 1100300100,300()001. 045. 0(/minmax3110mTmxmxDDTaxiiniav 则T0=0.062+0.062+0.074=0.198T,TA2TA2,则TA0TA。 但在一批组件中,封闭环超差的件数与总件数之比的概率P%小概率事件。因为封闭环A0的误差是若干独立组成环Ai误差的函数,在线性尺寸链02121021,
12、TTTTTTAAAA时, 在组成环和封闭环偏差均服从正态分布时,分布范围与公差带宽度一致,Ti=6i,相应封闭环公差T0=60,从误差理论知,此时P=99.73%。 超出慨率P=10.9973,P=0.0027=0.2790为小概率零件。 如写成一般式,按误差理论,将A0,Ai视为随机误差则: 2110, 1iniAf212)10(222)20(212)10(0nnAAAAAA 在各环不为正态分而时,封闭环相对分布系数K0,各组成环相对分布系数Ki见表7-1例:对例2的尺寸链改用慨率分布法进行计算 设:各组成环尺寸偏差均为正态分布,且分布中心与公差带中心重合,按等公差级法计算:22110221
13、1000.,6,iiniiiiniiiiTTTiAA公差与分布范围相同即各环服从正态分布时在封闭环标准差差各组成环尺寸的标准误22211001iiiniTKKT则 K0=Ki=1,为线性尺寸链,|i|=1则 由表(1-4)查出aav接近于IT10级(IT10级为64i) 各组成环尺寸公差值:T1=T2=100m=0.10mm, T3=120m=0.12mm确定各组成环极限偏差,方法与前同: 23110232112110)001. 045. 0(/)001. 045. 0(iinaviininiDDTaDDaTT)(6986. 156. 156. 1/200200100300,80,42,38:
14、2220332211mamTADADADav代入各值达到技术要求则022202 . 0185. 012. 01 . 01 . 0TmmmmT 与表7-2比较,各组成环公差明确增大,易于加工、放大量约60%。 上述结果能否满足技术条件要求,可采用正计算法进行校核。(1)计算封闭环中间偏差:jsjsTAjsjsTATATA阶梯尺寸对称分布阶梯尺寸对称分布计算调整环按给出技术要求尺寸与极限偏差06. 006. 08012. 005. 005. 0421 . 012725. 015. 0381 . 010. 030. 00, 2 . 0332211000=31-2=0(-0.2)0)=0.2mm(2)
15、计算封闭环极限偏差: 在组成环公差放大60%后,实际出现不合格的慨率为0.27%,但经济效益大为提高。73 解装配尺寸链的其它方法731 分组互换法: 用完全互换与慨率互换设计的尺寸公差,零件不须修配调整即能进行装配,且满足技术要求,但当生产条件不允许提高组成环精度,为减少加工成000000001 . 0108. 0185. 0212 . 0213 . 0292. 0185. 0212 . 021EImmTIEESmmTSE本,可采用分组互换法。 将按封闭环的技术要求确定的组成环的平均公差扩大N倍,使其容易加工,然后根据完工后工件的实际偏差用分选机将其按一定尺寸偏差间隔分成N组,根据大配大,小配小,对应组进行装配,以达到封闭环的技术要求,这样同一组的尺寸偏差工件也具备互换性,为保证装配后,各种尺寸偏差工件配
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026年心理课教学策略分析报告
- 2026年机械行业安全事故案例分享
- 2026年银行商场营销活动方案策划
- 2026年酒店冬至活动方案策划书
- 2026年停车场专项规划招标方案
- 2026年幼儿园食品安全方案预案
- 2026年网络安全技术服务合同规范二篇
- 承德嘉许商砼有限责任公司隆化县郭家屯镇水泉村 年产50万吨混凝土搅拌站项目水土保持方案报告表
- 计算操作基础实践 3
- 45万吨超白精制石英砂建设项目可行性研究报告模板-立项备案
- 2026上海青浦区区管企业统一招聘85人笔试历年参考题库附带答案详解
- 新教材北师大版七年级数学下学期期末模拟卷
- 低空经济中数据资产的价值实现与流通体系构建
- 卫生人才评价考试(临床医学工程技术-高级)历年参考题库含答案
- 2026年陕西省宝鸡市初二学业水平地理生物会考试题题库(答案+解析)
- 2025年国企安全管理竞聘笔试题库(含答案)
- 2026年医药行业碳达峰实施方案
- 2025版医疗器械生产质量管理规范对比自查自评表
- 建筑设计师室内设计行业绩效考核表
- 煤矿综掘施工工艺培训课件
- 2025KTA临床管理指南:低危甲状腺乳头状癌的主动监测
评论
0/150
提交评论